I hate it when that happens around here. 
At this point, I assume:
- The two machines now agree on units
- What you see on one is what you get on the other
If that’s not the case, we must figure out why before proceeding.
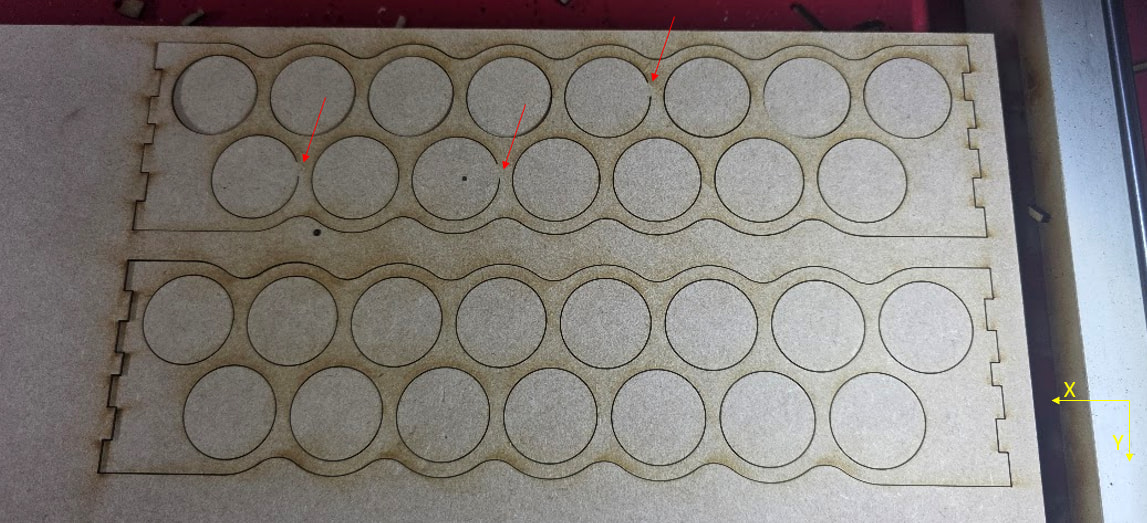
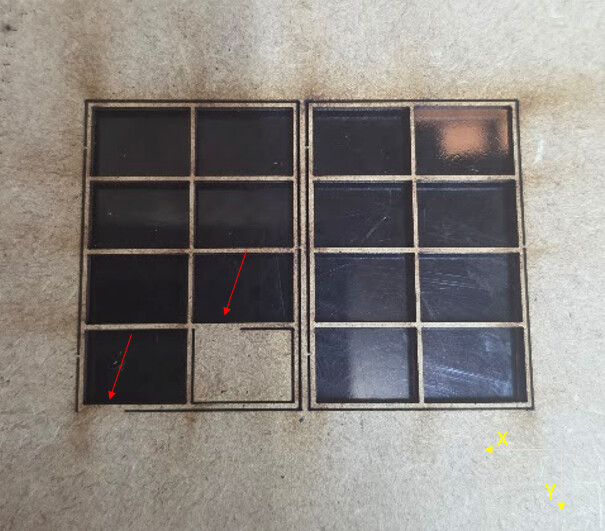
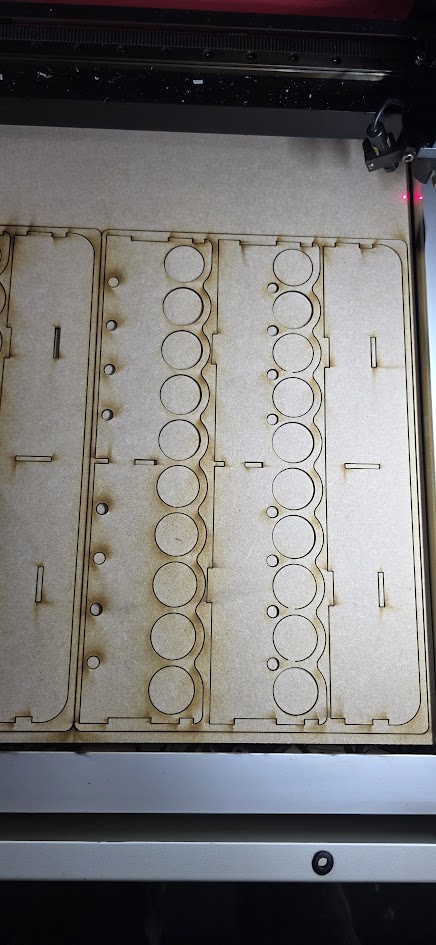
The file you provided seems match your second picture.
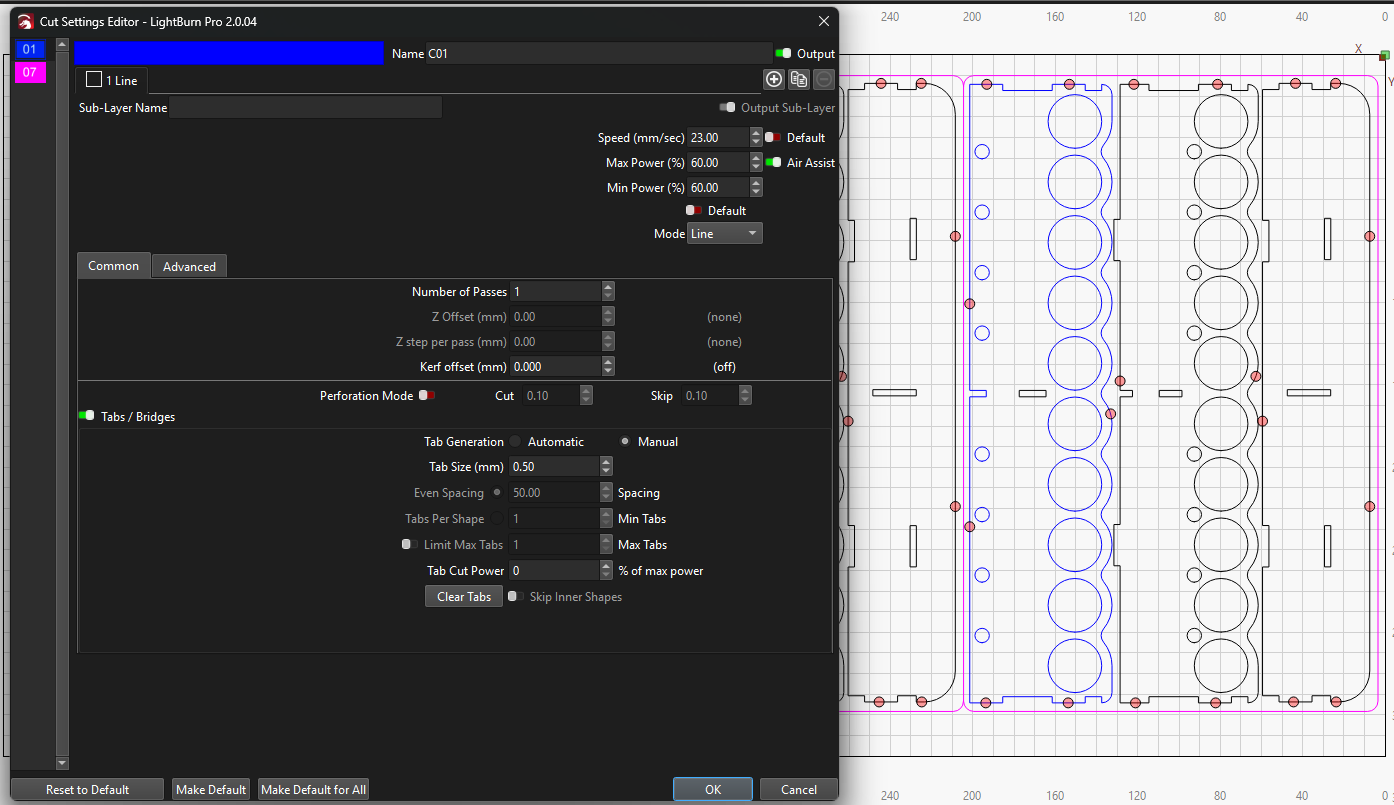
On my system, the circles start (and end) at their top.
The file has Automatic tabs set, with one 0.2 mm tab per shape. The tabs are on the bottom of the circles, opposite the start/stop point, and there is one tab on each large outer perimeter near the top of the shape.
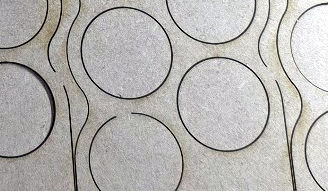
Your picture does not show any trace of the tabs and the orientation seems to be reversed:
- The perimeters gaps are near the bottom
- The circle gaps are near the top
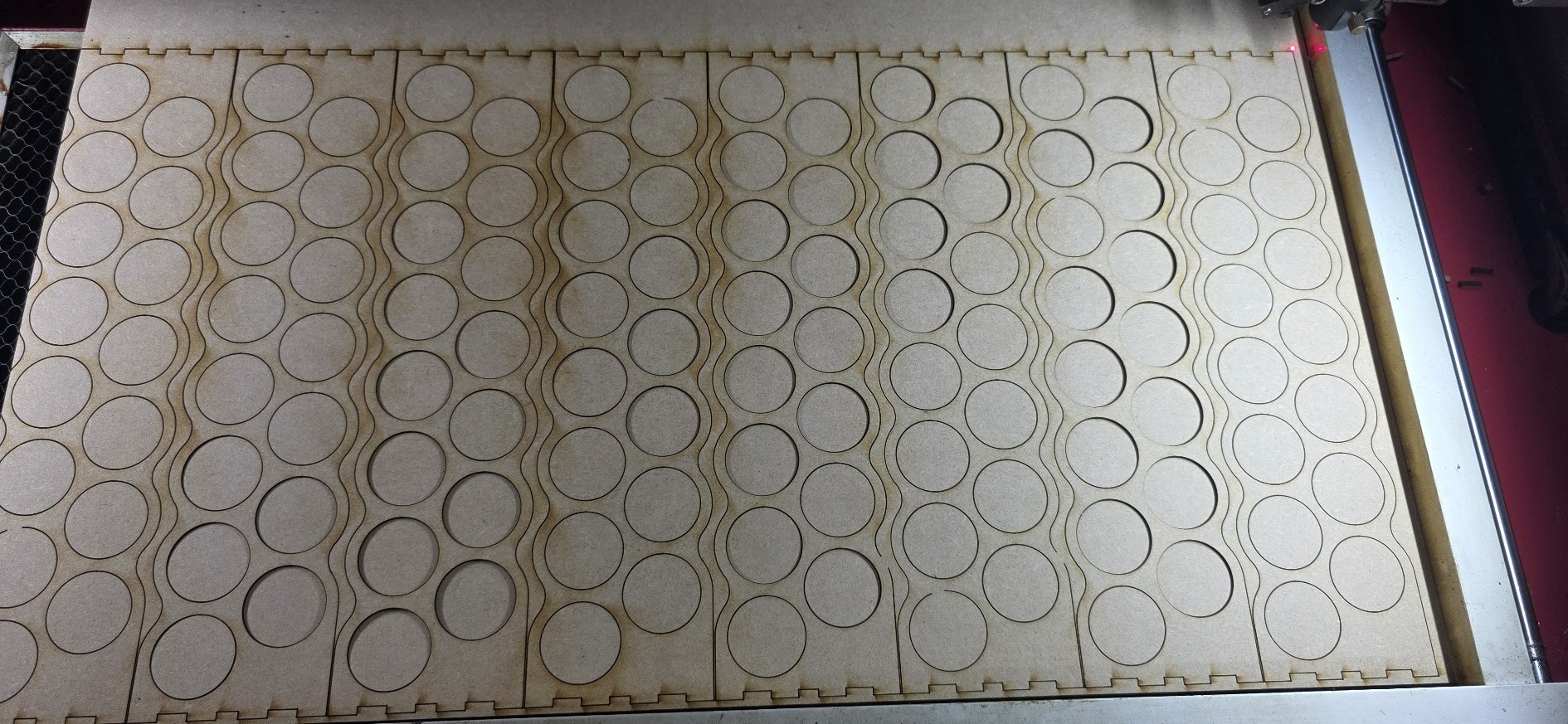
Even without visible tabs (some circles appear to fall freely), the laser tube seems to be shutting down (correctly) at each tab and sometimes failing to restart (obviously incorrectly) after the tab.
Verify that by running the same design on cardboard (because cheap) until it fails, then scrubbing through the Preview to verify which direction the laser head is moving at each failure. If those failures match the position of the tabs, then that’s useful evidence.
Assuming that’s the case, I suspect the power supply is developing a problem: it sometimes does not fire the laser tube correctly after a brief interruption.
Because it does fire correctly when the tube has been off for longer durations, like after the head moves from one shape to another, you can (probably) work around this for a while by turning off the tabs.
If you really need tabs, making them longer than 0.2 mm may give the power supply time to recover.
Replacing the power supply is relatively inexpensive and straightforward, so if you really need short tabs, I’d try that first.
I suspect the power supply is failing, rather than the tube, because the supply controls the voltage and current to the tube. However, it’s all basically guesswork.