This is driving me mad! The pictures may or may not help.
The bed is 400mmx430mm, home is near left corner.
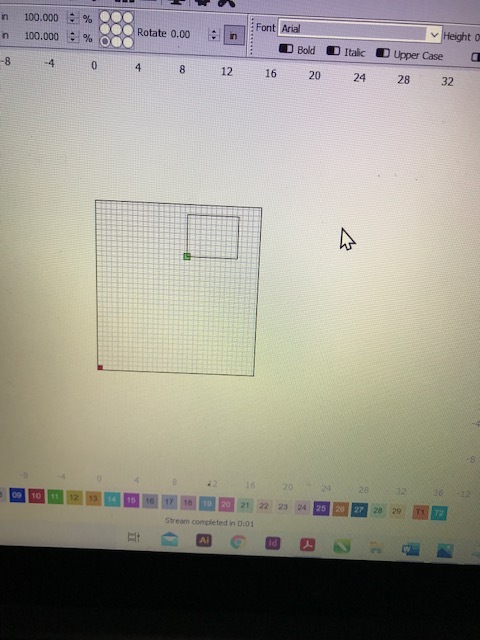
On start, the laser moves to this position. I open a file or place some artwork on the workspace. In “Arrange” I choose move artwork to laser position and as the photo shows, it moves the artwork off the workspace.
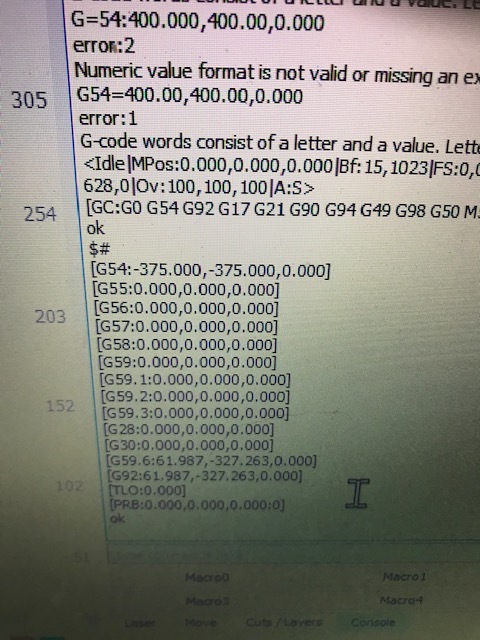
The GRBL settings shows the workspace as 400x430. GCode shows it as -375x-375. Is this what is causing it or is it something else? If it is the cause, how do I change the GCode?
Please follow the instructions from Oz. However, after doing so, it’s possible that not all of your issues will be fully resolved as I’ve seen the reset not restore some of the things you’re dealing with.
Test and if problems persist plesae follow the instructions from my previous post. Instead of a photo, please copy and paste the output from the Console window into a post.
I did as you instructed. It worked for one pass. I decided to play with a longer thing to see what would happen. Now the laser stays on for literally 2.5 seconds.
This is what comes up when it stops…
Project loaded in 40 milliseconds
Starting stream
Layer C01
error:1
G-code words consist of a letter and a value. Letter was not found.
On or near line 0:
Job halted
Stream completed in 0:0
ok
This is the G Code. It will run longer now but still shuts off without completing. I did type in the G92 x0 y0 but it did not change the values to zero, but it changed the numbers,
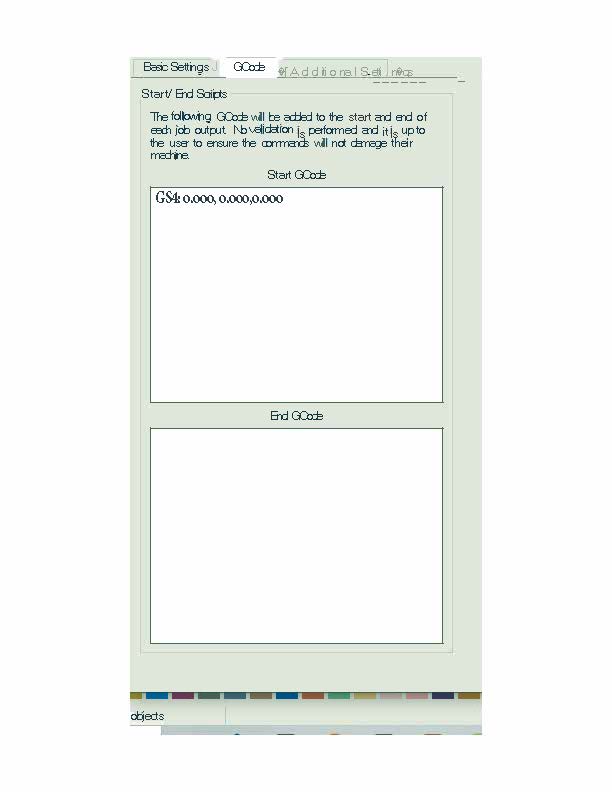
Can you go to Edit->Device Settings->Gcode tab and make sure you have nothing entered into those boxes? Take a screenshot and then delete anything that’s there. Please upload screenshot here.
I erased the code that was under the G Code additional settings. The laser ran through an entire project so it may be fixed! Once it warms up a little here, I will go outside and give it a true test.
First and foremost…The dang thing works! But why will it not start in the correct place? I just allowed it run its cycle and hit start when it finished. I almost bet there is a grbl setting that I am missing or I messed up.
So very thankful to you all for getting me up and running again.
Most likely something mechanical. Or, if you homed again between cycles it will almost certainly be misaligned at least slightly. Though this looks a little extreme.
Make sure your belts are properly tensioned. Make sure there’s no slack and taught but not stretched.