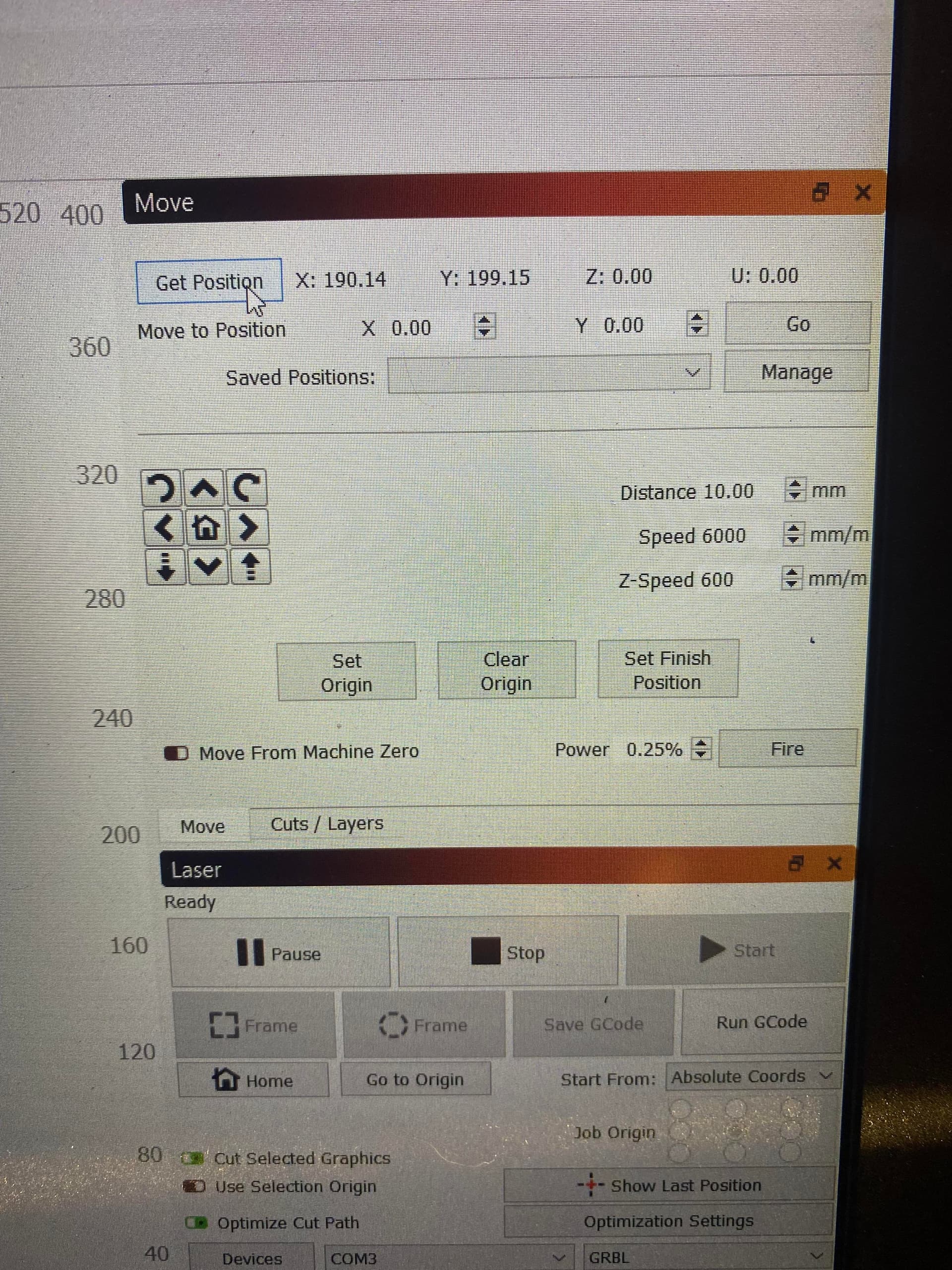
Hi there, i am having an issue where my laser is positioned lets say on the edge where it would be maxed at 400mm, but it thinks it is at like 250 by 250, where that should be around the center of the plot, but really its hitting the edge, idk what to do, i center it, it goes all the way to the limit, it homes correctly, idk what to do, and im about to throw my laptop out a window, i need trhis fixed asap because i have an 11x14 project to do, but it thinks its outside its limit when it shouldnt be.

Looks like you may have an offset configured.
Can you run these commands in Console and copy/paste output here?
$I
$$
$#
?
[ORIGIN: China]
[PRODUCER: ORTUR]
[AUTHOR: ORTUR]
[MODEL: Ortur Laser Master 2 Pro]
[OLF: 170]
[DATE:19:08:08 - Jul 12 2021]
[VER:1.1f(ESP32).20210403:]
[OPT:VNMZHSLW,15,1024,3]
Target buffer size found
ok
$$
$0=5.0
$1=5
$2=0
$3=2
$4=0
$5=7
$6=1
$10=255
$11=0.050
$12=0.002
$13=0
$14=2
$15=0
$16=1
$17=0
$18=0
$19=0
$20=1
$21=1
$22=43
$23=7
$24=600.000
$25=3000.000
$26=100
$27=3.000
$28=0.100
$29=0.0
$30=1000.
$31=0.
$32=1
$33=1000.000
$34=0.000
$35=0.000
$36=100.000
$37=0
$39=1
$40=1
$41=0
$42=1
$43=1
$44=3
$45=3
$46=0
$56=1.000
$57=1800.000
$58=395.000
$59=6000.000
$60=0
$61=0
$62=0
$63=3
$64=1
$65=0
$259=0
$260=70
$261=0
$262=290
$263=30
$264=0
$100=148.125
$101=79.000
$102=80.000
$110=10200.000
$111=10200.000
$112=1200.000
$120=2200.000
$121=1800.000
$122=2200.000
$130=400.000
$131=400.000
$132=50.000
ok
$#
[G54:0.000,0.000,0.000]
[G55:0.000,0.000,0.000]
[G56:0.000,0.000,0.000]
[G57:0.000,0.000,0.000]
[G58:0.000,0.000,0.000]
[G59:0.000,0.000,0.000]
[G59.1:0.000,0.000,0.000]
[G59.2:0.000,0.000,0.000]
[G59.3:0.000,0.000,0.000]
[G28:0.000,0.000,0.000]
[G30:0.000,0.000,0.000]
[G59.6:44.900,52.550,0.000]
[G92:44.900,52.550,0.000]
[HOME:0.000,0.000,0.000:7]
[TLO:0.000]
[PRB:0.000,0.000,0.000:0]
ok
Run a homing cycle and then enter the following into Console:
G59.6 X0 Y0
G92 X0 Y0
Power cycle and rerun your test. Please report results.
The g59.6 command doesnt work i get G59.6 X0 Y0
error:20
Unsupported or invalid g-code command found in block.
$I
[ORIGIN: China]
[PRODUCER: ORTUR]
[AUTHOR: ORTUR]
[MODEL: Ortur Laser Master 2 Pro]
[OLF: 170]
[DATE:19:08:08 - Jul 12 2021]
[VER:1.1f(ESP32).20210403:]
[OPT:VNMZHSLW,15,1024,3]
Target buffer size found
ok
$$
$0=5.0
$1=5
$2=0
$3=2
$4=0
$5=7
$6=1
$10=255
$11=0.050
$12=0.002
$13=0
$14=2
$15=0
$16=1
$17=0
$18=0
$19=0
$20=1
$21=1
$22=43
$23=7
$24=600.000
$25=3000.000
$26=100
$27=3.000
$28=0.100
$29=0.0
$30=1000.
$31=0.
$32=1
$33=1000.000
$34=0.000
$35=0.000
$36=100.000
$37=0
$39=1
$40=1
$41=0
$42=1
$43=1
$44=3
$45=3
$46=0
$56=1.000
$57=1800.000
$58=395.000
$59=6000.000
$60=0
$61=0
$62=0
$63=3
$64=1
$65=0
$259=0
$260=70
$261=0
$262=290
$263=30
$264=0
$100=148.125
$101=79.000
$102=80.000
$110=10200.000
$111=10200.000
$112=1200.000
$120=2200.000
$121=1800.000
$122=2200.000
$130=400.000
$131=400.000
$132=50.000
ok
[G54:0.000,0.000,0.000]
[G55:0.000,0.000,0.000]
[G56:0.000,0.000,0.000]
[G57:0.000,0.000,0.000]
[G58:0.000,0.000,0.000]
[G59:0.000,0.000,0.000]
[G59.1:0.000,0.000,0.000]
[G59.2:0.000,0.000,0.000]
[G59.3:0.000,0.000,0.000]
[G28:0.000,0.000,0.000]
[G30:0.000,0.000,0.000]
[G59.6:0.000,0.000,0.000]
[G92:0.000,0.000,0.000]
[HOME:0.000,0.000,0.000:7]
[TLO:0.000]
[PRB:0.000,0.000,0.000:0]
ok
After the G92 X0 Y0 input
I was going to ask you to rerun G59.6 but seems it’s not necessary as it looks like the offset is gone.
Does the laser now behave correctly?
no it does not

You power cycled the laser correct? If not then, try again after power cycle.
If yes, then run these one at a time in Console immediately following the power cycle:
$#
?
[G54:0.000,0.000,0.000]
[G55:0.000,0.000,0.000]
[G56:0.000,0.000,0.000]
[G57:0.000,0.000,0.000]
[G58:0.000,0.000,0.000]
[G59:0.000,0.000,0.000]
[G59.1:0.000,0.000,0.000]
[G59.2:0.000,0.000,0.000]
[G59.3:0.000,0.000,0.000]
[G28:0.000,0.000,0.000]
[G30:0.000,0.000,0.000]
[G59.6:0.000,0.000,0.000]
[G92:0.000,0.000,0.000]
[HOME:0.000,0.000,0.000:7]
[TLO:0.000]
[PRB:0.000,0.000,0.000:0]
ok
Done after power cycle
Ahh… just noticed that your steps/mm are off. Did you try calibrating the X-axis?
These should both be 80. Run this in console and recheck:
$100=80
$101=80
1 Like
This topic was automatically closed 30 days after the last reply. New replies are no longer allowed.