When I fire the laser (40W) set at 4% from the touchscreen, it’s quite visible.
When I fire the laser (40W) from Lightburn-Grbl-M3 (1.1e or earlier), set at 4% it’s also quite visible.
When I fire the laser (40W) from Luban using just the fire button, it’s also quite visible.
When I fire the laser (40W) from Lightburn-Marlin set at 4%, it’s barely visible.
Does this translate into how I would see the job outcomes depending on the profile/program used?
Shouldn’t 4% be 4% across the board?
Pretty sure Marlin uses 255 as max power. GRBL uses 1000. Not sure about M3 and don’t know what luban is. Without adjusting the light burn power max to match $30 you aren’t getting proper control.
I prefer the Lightburn/Marlin profile for functionality, but noticed the discrepancy when firing from the touchscreen, curiosity got the better of me and here we are.
Luban is Snapmakers own control software.
I did just check and the default S value in the Marlin profile is 255.
If I change it to 1000, the laser goes to the quite visible state at 4% now:
M03 S40
ok
M05
ok
As far as I know the S values is used with a spindle to indicate what the maximum control value for the spindle. It should equal the $30 setting. Most of these were based on 8 bit hardware, so that value made sense.
The $31 value is minimum speed, so it takes a percentage of the value between them.
Generally $31 is zero. Lightburn defaults to 1000 for the S value max value.
With 16bit or larger pwm micros, this gives you better pwm resolution.
Make sense?
Some people swear by higher resolution, personally, I don’t think you can get 256 shades of gray let alone 64,000
FWIW, when setting up the Snapmaker (Marlin based controller) with Lightburn the recommended S value setting is 255 or less or else bad things would happen “they” said.
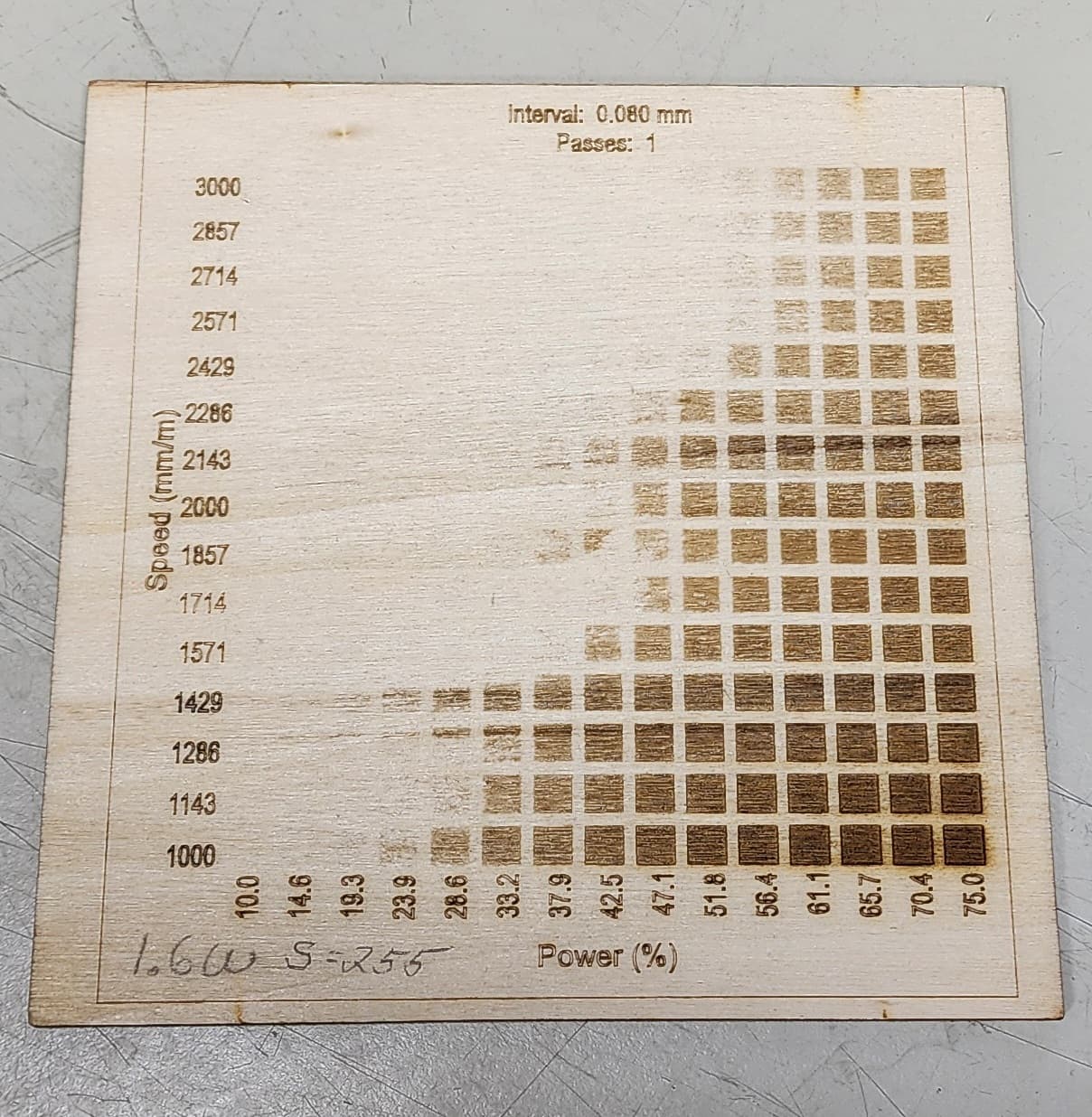
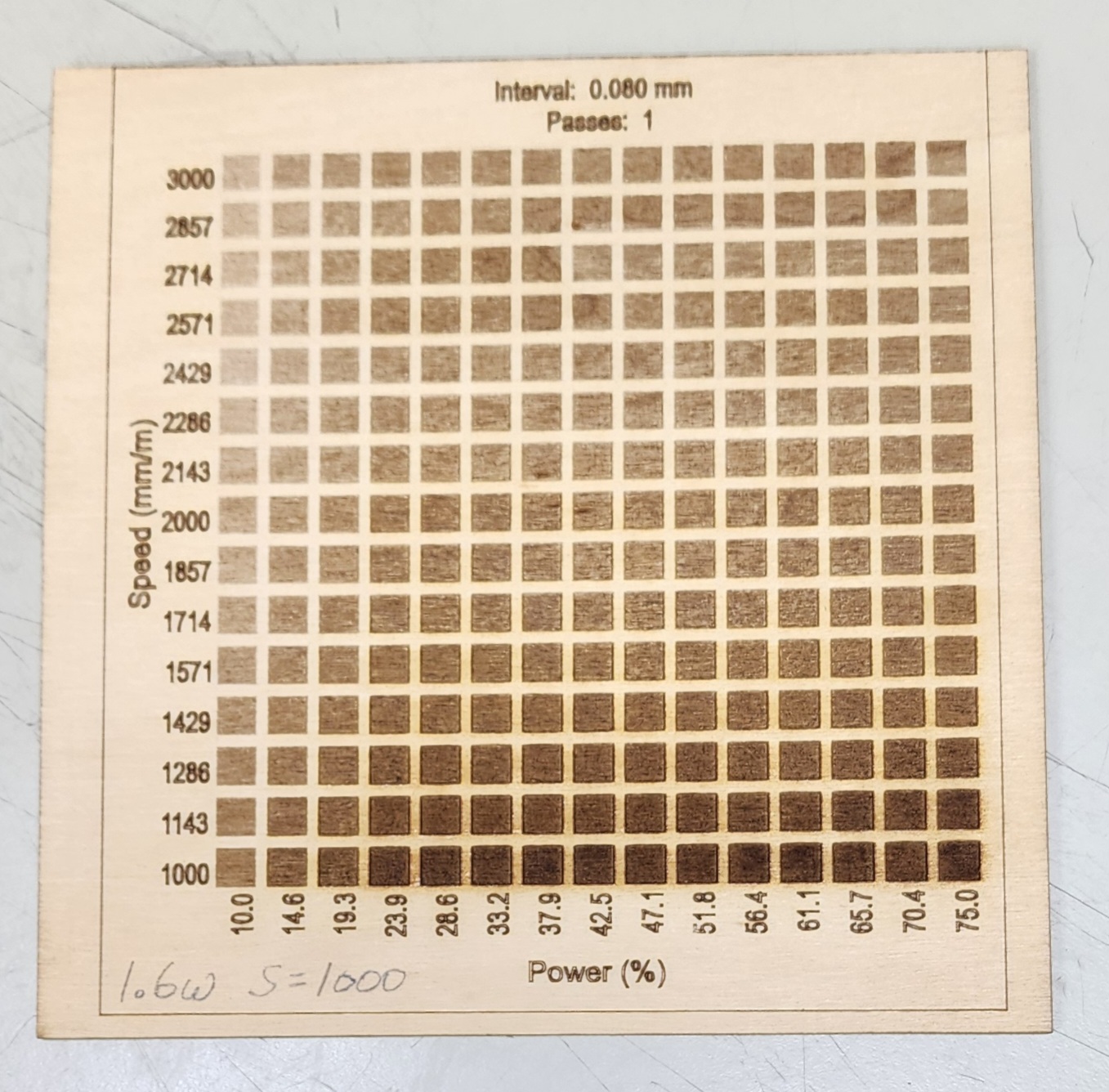
I’m running a material test right now with S=1000 (huge difference) vs an S=255 which I’ve been using for over 2 years now. Sadly, it looks like all of the jobs/settings that I’ve done at that setting are basically kind of screwed up. For repeats I’ll have to set up a new profile with the S=1000 moving forward and separate the S=255’s from new S=1000 files.
Here’s two material test burns one at S=255, the other S=1000
That’s because 4% of 1000 is 40, but 4% of 255 is 10.2. When sent to the machine with S40, since the snapmaker takes 255 as max, you’re actually firing at 15.69% and not 4%.
EDIT: Quick maffs fix
EDIT2: Also on your tests, it looks even across the spectrum with 1000 is because once you hit over 25.5% (which is S255) the laser is just full power. Notice how from 28.6% up, everything is exactly the same (minus slight variation for the natural wood). Whereas in your first one, using 255, you get the gradient of the darkest at the slowest/highest power as expected.
Ok, that explains that. So, I will abandon my S=1000 thoughts and stick with the S=255 setting.
But maybe it’s just my OCD that is bugging me with the output difference between setting 4% on the touch screen not being the same as setting 4% in Lightburn.
I was basing my thoughts on that I was dealing with 4% of whatever the rated maximum laser power is, and there was a mistake in how the two values were being interpreted or being generated and subsequently skewing my results and hurting what few brain cells I have left.