Recently I have noticed that the time that showed up in the preview as compared to the actual laser time was dramatically different. In some cases the laser took 9 times longer. Now when I went to engrave tumblers thing went crazy. My sped and setting were way off as compared to 6 months ago. I went from 4200/100 to 8000/80. But when I did the engraving the laser head just crawled, so slow that the overscan actually showed up on the final product. I have 2 Ortur olm3’s each powered by different computers. I ran the same file on the 2nd one and it ran so slow as to just about burned thru the plywood. Normally to cut the plywood I have to run at 75speed/100 power
Check the UNITS setting. Diode machines usually use mm/m.
This may be helpful to you: https://youtu.be/s1jCqB233N0?si=0Ke-DcFv-u2mcDKy&t=76
1 Like
Yes., 8000mm/mn
Jess, I think that the discrepancy in the times are related to the actual speed of the laser. I think that the preview is pretty much accurate. The increased actual time is caused by the laser not moving at the speed that it is set at. At a speed of 8000mm per minute it is crawling. At that it is burning thru wood it is so slow. It normally take setting of 75/100 to do that, not 8000/80
In Settings, you can adjust your units. I would take a peek at both computers and double check that they are using the same…
To be certain that you are using the correct settings across both computers, migrate the settings from the working computer to the one that isn’t: Moving LightBurn To Another Computer - LightBurn Documentation
1 Like
both of them are mm/mn for as long has i have had the lasers. I just double checked
I happen to think that there is a software problem in LB that is not reading the setting properly and setting the speed of the laser at close to ZERO
8000 mm/min is VERY fast. The speedometer on my car goes to 140 mph… that little 4 cylinder ain’t ever gonna reach that speed even if I drive it off a cliff.
Just because my laser vendor claims my machine can go 10,000 mm/m, I don’t try to make it do that. In reality I rarely go over 3000 mm/m. There is a huge force exerted on the machine trying to accelerate and decelerate the laser head and gantry. The frame and the small stepper motors simply cannot achieve such a herculean effort in short a short space.
Get your protocol set before you go for EXTREEM laser engraving…
Jim, please understand that I have had these lasers for some time with NO problem.
An update. When I run a test at 8000mm/1% power time is correct. engraves at correct speed. When I change power to 80% and leave speed at 8000 it slower down to a crawl
Just ran another test at 5000/1% ran fine. 5000/50 it crawls
Did more testing this am. What I’m engraving is a image for clarification speed setting 8000 preview time 1.26 8000/1 time 1.28 25/50/75/100 power settings All times the same 13.40 minutes. Then tried just fonts 8000 speed preview time 1.57 1/25/50/75/100 power settings 4.40 minutes
1 Like
Have you tried to save the gcode and compare file sizes?
Almost sounds like a communication issue, but seems unlikely.
![]()
Jack, I unfortunately have no idea what you are talking about
Configure the job so it causes the delay you’re speaking about… Then in the laser window click, Save GCode.
Change what you need to change results at the machine and save the gcode again. If the two are not the same size something is generating different code for whatever you changed…
Make sense?
Maybe that’s an issue… Don’t know what else to suggest.
![]()
Same here. When running some test burns, I think I know why.
Lightburn uses the Cuts/Layers settings to compute the estimated burn time. I found that the difference between computed and real increased with higher speeds. Then I am thinking, “Why!!!?”. It seems when you command high speeds, the laser cannot actually accelerate to those speeds. This means burn times in reality will be less than what is computed.
I finally decided to use LBx2 for lines and LBx5 for images. This way if it completes faster than that, I am pleased.
3 Likes
I believe, you need to re-think what’s happening here.
Lightburn uses the cut/layer settings to emulate the job, for this to work correctly it gets the controller values such as acceleration from the controller itself.
You can ensure that it has the correct values by clicking on Read from Controller.

If it can’t accelerate you generally loose steps, as it’s trying to move the motors faster than they can respond. Sometimes it makes a hell of a racket if the values are too large.
If the requested speed is valid for the machine, it should accelerate to that speed. If it’s a scan, you have to ensure the overscan is large enough to accommodate the increased overscan.
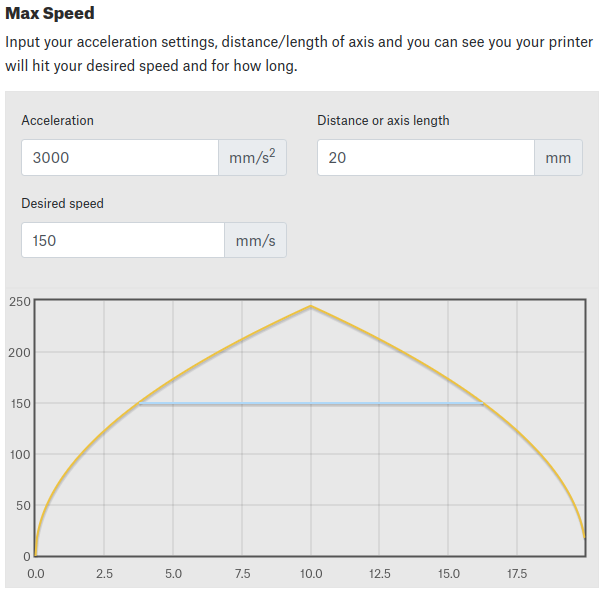
You can compute distance required to reach a certain speed with many on-line calculators… even though the basic math isn’t that complicated, most of the on-line ones use a graphical output such as this one. This indicates it takes about 3.75mm to reach speed or slow down, based on the other values.
I think something else is happening, assuming it’s setup properly. With grbl being streamed, I start thinking a bottle neck in the streaming communications.
This likely more of an issue with slower 8 bit controllers.
Keep you mind on it… purpose theories, that’s how we/you figure things out and find answers… ![]()
Good luck
![]()
1 Like
Maybe, but you offer no explanation, except that you do not like what I am saying. What I stated was based on observation and a stopwatch, and I think I got that right.
It seems you think I do not know about the Read from Controller button. What you did not do is warrant the laser will behave exactly as Lightburn computes it should.
My accel and max settings are conservative, so this statement does not apply here. What you describe would surely result in a failure of positioning accuracy, which did not happen here. I am pretty sure if the motor loses half a dozen steps, known as “cogging”, it will be noticed.
My tests were done with an i5 PC and a 32 bit controller. It is very unlikely a streaming bottleneck would occur. If you think something else is happening, an opinion would be welcomed.
If I assume you’re PC and controller are fast enough, then the only possible bottleneck is the serial connection…
If your machine slows down below it’s specification, something is wrong with it or it’s specifications. You have enough computer power at each end of the usb, the only thing left is that serial connection.
How big is the command buffer in your laser? Usually it’s only a few instructions.
Since it’s happening to both of you, it’s likely a common issue… firmware or ?
![]()