You wouldn’t happen to have the enclosure would you?
Hi
I have recently re-instated light-burn and I am having difficulties getting the laser to work at the power settings i set. I have re-read my previous posts and found the issue was M3 needed to have the S command changed to a P I created a cut and saved the Gcode. I opened it in Notepad and made the Changes. there was only one. I saved the edited file and then Pressed run G Code in Lightburn. The program ran the parameters were set at 100% power The laser did not respond to the changes. I saved the edited file back to notepad and found the edited command had reverted back to S.
Is there something i am missing I am chasing my tail trying to solve this. (the laser works fine in Luban)
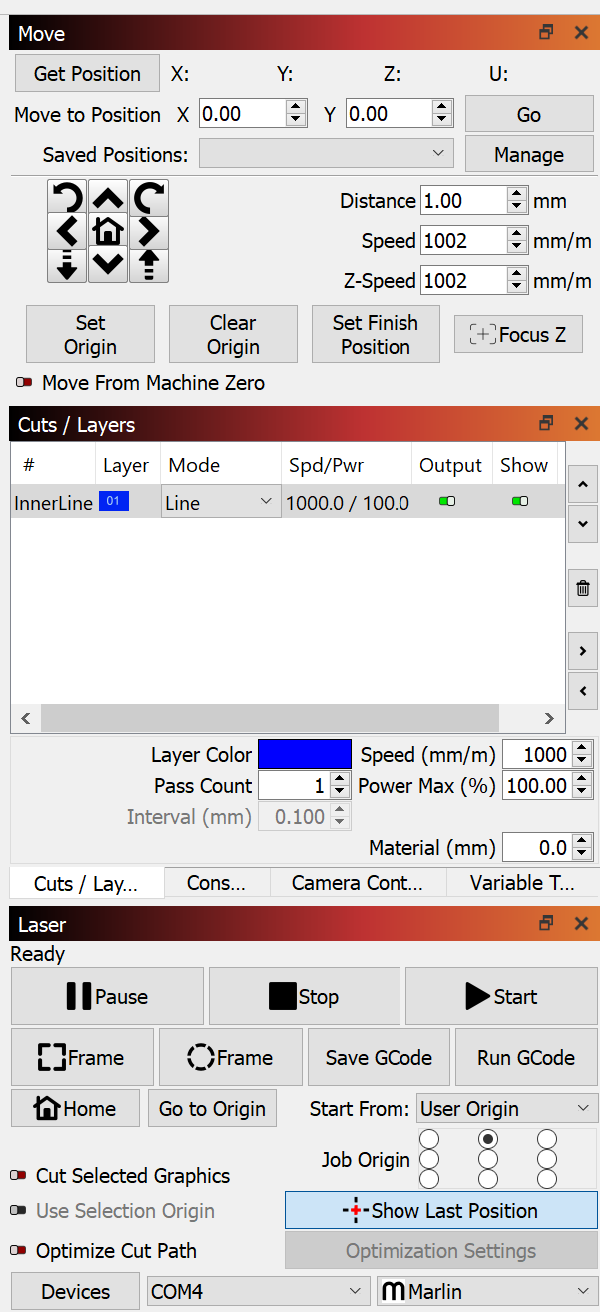
Can you post a screenshot of your device settings in Lightburn?
Test file exported to note pad and edited 2.gc (2.6 KB)
Test file exported to note pad and edited.gc (2.6 KB)

Hi,
I have attached screen shots and text files. what happens is I save the gcode and open in Notepad. Edit the file replacing S with a P save the file then Run the File from Light-burn. Laser power doesn’t change. If I save the file again and open it in Note pad the M03 parameter has reverted back to S. This is why you have two files the file with the 2 on the end shows the issue.
I am not sure what I am missing. I have not been using Light-burn for a couple of years. Bought a new licence and I cant use it. Luban works fine with my snapmaker 2. All other functions work in Light-burn except I get an Out of Bounds warning. the job is setup in the centre of the table.
sorry for the delay in replying I have workmen in replacing my kitchen and I loose power from time to time whilst they carry out the modifications.
Steve
Looking at the bed size you have, it seems to be a 2.0 series A350. As such, you need to change the S-value max to 255.
Laser power on Marlin is 0-255, whereas grbl is 0-1000.
As far as out of bounds warning, there’s a toggle to turn that off.
I tried that Changed references from S to P. same thing is still happening Laser operates at low power. saving the GCode and opening it in Notepad the values revert back to S.
Am I doing it right I save the Gcode
Open it in notepad
Save it as an edited file
Open the edited file
Edit all instances of M03 S255 to M03 P255
Save the file
Run the file from light-burn
( no difference in laser operation)
Re-save the edited file.
When I open it all instances of edit have reverted back to S
Is this correct?
If you’re going to use P you have to use %. i.e. S255 = P100 = 100% power.
Are you using the enclosure?
Did you ever follow the advice of Oz and use the Snapmaker profile instead of Marlin? It doesn’t appear so from your screenshot above.

I tried the Snapmaker 2 but it doesn’t respond to any commands It brings up a
fault code, as do the other Snap maker options
OK, just checking. I saw the post from Oz and you never responded to it so making sure you at least tried it. I have nothing else.
One thing to note; the snapmaker machines like to be weird on first start. They’ll reject any commands or connections unless you’ve done at least one homing sequence. Either from Luban or from the control screen.
Try changing your transfer mode to synchronous, reboot the machine, home from the touchscreen, and then connect the USB cable. Ensure the COM port is correct as well.
I have checked the enclosure switches disabled
I have tried making a manual profile for Snapmaker. There is no response to any command.
reverted back to marlin profile
edited file as shown M03 S=255=P100+100%
Ran machine using this file nothing changed.
Saved the edited file. When opened had reverted back to as was. Both files attached
steve 2.gc (2.6 KB)
steve 3.gc (2.6 KB)
I have tried everything nothing works. loading Snapmaker from Device menu provides no function for movement or laser fire.
Marlin allows controls to function but laser power is at a low setting even though I have it at 100% and any edit to the code is not recognised with a P command it translates it as S command. Only thing I can see is I have not entered the command in the correct format M03 S255=P100=100% is this correct? Do I need to put spaces between the entries ie. M03 S255 = P100 = 100%. If you could advise i would be grateful
It was not a command, it was a comparison. If you’re wanting to use P then you’ll have to search for S255 and change it with P100. I’ve modified the file as it needs to be here;
steve 3.gc (2.6 KB)
However, the S255 should be fine to run it at max power. Nothing seems wrong with the gcode file.
I ran the file, nothing changed still only low laser power. Saved the file after the run
steve 3.gc (2.6 KB)
M03 S255. why is this I don’t really understand
If you click save gcode, it’ll overwrite the old file with a new generated file. You’re sabotaging yourself by hitting save gcode. Download the one I sent, click ‘run gcode’ and if it does the same thing, then it’s likely a problem with your machine. Try turning the machine off, unplugging the enclosure, turn the machine back on, home it from the control screen, and run it again with the enclosure unplugged.
Disconnected enclosure re-started Snapmaker. re-installed lightburn. ran your file it seems to be working I will try tomorrow setting up a power grid and see how it goes
Definitely get in contact with snapmaker, support@snapmaker.com about a possible broken door switch. They’re magnetically controlled so either the magnets have fallen off the doors, the cable connection needs to be reseated, or the sensor itself has failed.
I have tested the door contacts and they work fine.