I have just gotten my ATOMSTACK X30 pro hooked up after being put away for a month or so, it worked fine before. But it will do the job but if I need to do another pass after a job is complete it will not follow along the same path. I had these pictured on 3 passes it did them all fine. Job completed, wanted another 3, and you see it’s just off. I did not move the laser, the wood, the table, nothing. Any tips, hints, or tricks are appreciated.

Did you home the laser between attempts? That would be my guess.
3 Likes
I would start with a tilt test and work your way down the list to rule out mechanical issues as a possible cause: Guide to mechanical adjustments and maintenance
4 Likes
It’s a mechanical issue occurring when the Y axes changes direction. That’s assuming Y is up/down in the photo.
This looks more like a grub screw on one of the motors has worked loose.
![]()
I think you have a mechanical problem in y. When go home After job home changes in y, because microswitch loosens its screw.
If that were the case, wouldn’t the problem show up on the initial 3 passes? He said he did 3 passes, then when he decided to run it again for another 3 passes this is his result. I’m only seeing 2 sets of lines for 6 passes.
1 Like
Depends on how loose the grub screw is… they can act pretty randomly.
What else would you suggest that could cause that? I doubt it’s a hardware issue or power… that only leaves mechanical issues…?
![]()
True. I’m not saying this isn’t the issue, just trying to make sense why there are only 2 sets of burns for 6 passes.
If he didn’t home between runs and the gantry possibly got bumped… he didn’t say if the second run was immediately after the first or if he went to lunch and the cat had a play date with the gantry while he was gone. ![]()
![]()
3 Likes
I think we are lacking enough data for a good explanation…
I’ve seen grub screws do this… work fine then come loose, back to working fine then …
I think we’ll find it to be mechanical… I guess we’ll have to wait and see
![]()
2 Likes
I did do it immediately after. That is is the third board front and back that has happened after running two passes. I am not sure what a grub screw is. But I will do some research and see if it is something that I can fix myself and get back to you.
The screw that holds a pulley on the shaft.

![]()
1 Like
Also known as a set screw.
2 Likes
In America, it’s a set screw, in the UK it’s a grub screw.
![]()
Even if you start the next job straight after the first the stepper motors may have de-energized (depending on your GRBL setting for ‘Step idle delay’)
which makes them susceptible to loss of position so re-homing before every job is recommended.
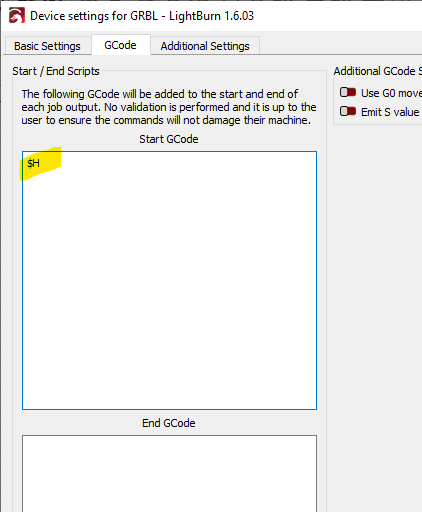
An easy way to do this automatically is to add the $H homing command to your “Start GCode” script; (Edit > Device Settings >GCode)
Try a simple repeatability test on scrap material, lightly marking the same job several times over, with and without the homing command added.
I think that it is more likely a lose or defective y home switch. If you leave the home position for the first burn, and all three passes line up, the set screws are likely fine. Once the machine homes, and you try a second 3 pass burn, if the x is fine but the y is off, it seems to me to be a problem with a consistent y homing position. I would look to the y homing switch first. At least that is what happened to me on my Ortur machine when I first got it.
1 Like
FWIW, I have an NEJE that used to do something very similar. You would home it and cut something and it looked fine, but cutting a second time (after rehoming) would /sometimes/ be misaligned (but not always). I never could figure it out, but my workaround was to send the laser to the exact point where two lines intersected in my design and see if it lined up before cutting again. If not, rehome and repeat.
Sometimes even that wouldn’t work, so I would manually move the gantries by hand to make things line up, and then start cutting WITHOUT homing again. If doing that, I would typically choose a second point at a very different location in my design to move to AFTER I did the manual manipulation to ensure everything stayed square.
Another possibility is setting the approach speed $25 and pull-off speed $24 too high. You want this to happen slow for maximum repeatability (precision). You do not want to approach the parking spot at full throttle then slam on the brakes, right?
1 Like
Good thought - especially for the $24.
That would be a pain - but is a very good test to be certain the job was going to be correct!
Also, starting to run the job but at a very low power % (visible but not burning) can also be used as a check.
And if (for example) you noticed that the displacement was only in one axis then that would be telling as to which homing switch was potentially playing up, you could then swap the homing switches around to confirm the faulty one.
1 Like
Perhaps $1 needs to be 255
I cant work out why it would be anything other than 255.
This setting keeps the motors driven at all times locking the head in place when no commands are active . Its like having a hand brake on when parked.