Ok, I have seen many post on this subject and not one persons suggestion works. I am a beginner at laser stuff and am very frustrated. I have an Alien 20W laser and it burns just fine with GRBL Laser software. Switch over to Lightburn and nothing, the laser head goes through the motions but doesn’t burn. It would be helpful if LightBurn had a test file that could be downloaded. Right now I think teh software is terrible and would not recommend.
The most common causes of this issue with your type of laser are commanding your laser to run faster than its maximum allowable speed, leading to power downscaling, or having an S-Value Max set in LightBurn that does not match your laser’s firmware’s $30/Maximum Spindle Speed value.
Check to make sure you are using the same speeds in LightBurn as the other program, taking care to pay attention to the units you’re using - a given number in mm/second is much faster than that number in mm/minute.
Also check to make sure the S-Value max matches the $30 value in your firmware. You can check the $30 value by going to ‘Edit’ > ‘Machine Settings’, or entering ‘$$’ in the 'Console window. You can adjust the S-Value max in LightBurn by going to ‘Edit’ > ‘Device Settings’.
You can read more about that here:
If you’re still having trouble after reviewing the above documentation, please share an example .lbrn2 project file so we can take a closer look at your settings. You can upload it here, or email it to support@lightburnsoftware.com, if you’d prefer not to share it publicly.
1 Like
Stick with it, you’ll find a resolution. Lightburn has been amazing for me. Initially, I was a bit frustrated with the learning curve from Vetric but now it’s serving me well. As to the issue not burning, the only issue I’ve ever had there was I adjusted my low power to 5% and it wouldn’t fire there. That’s on my laser, not Lightburn. ![]() Share your file and we can possibly assist! There’s a great group of folks here that have been extremely helpful, especially Jkwilborn!
Share your file and we can possibly assist! There’s a great group of folks here that have been extremely helpful, especially Jkwilborn!
1 Like
@ShaneErickson - I can really relate to this. There are two reasons new users experience this behavior with LightBurn. I ran into both of them and I understand how hard it is to get this sorted without a method or a walk-through.
@JTR is absolutely right about the Spindle speed. I’d like to add what I learned from my novice perspective.
- First step, Get the settings out of the controller for the laser.
Please Launch LightBurn and connect the computer to your engraver. Then open the Console window in LightBurn. You should see the word ‘ok’ in the Console window. Type the following requests one at a time in the Console window.
$i
$$
pressing enter after each one.
- Please select the text in the console window and copy and paste those reports into a reply here.
The $i request should report a few helpful things about the laser engraver. The $$ request should report the settings the controller is using. Some controllers have disabled these features but your controller should allow them.
- In LightBurn, click Edit in the Top row then click ‘Device Settings’.
These are the settings that LightBurn uses to manage (control and communicate) with the engraver.
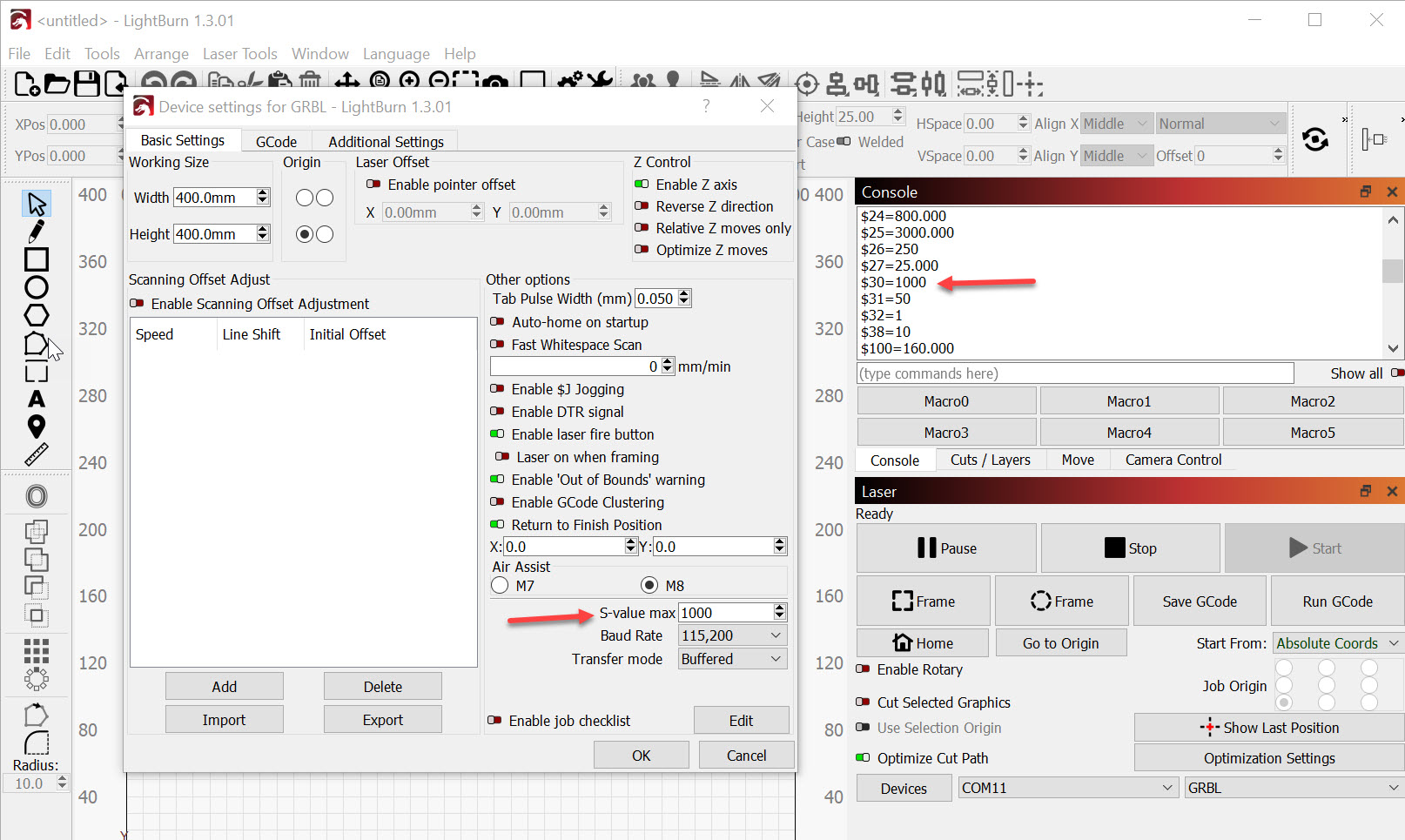
From what you’ve described, we need to know one number from this whole pop-up. In the lower right corner (almost to the bottom) there’s a box labelled S-value max.
- What is the number in the S-value max box?
- What is the number next to $30 in the settings report?
The S-value max and the $30 should be equal.
When LightBurn calls out an engrave move, it yells ‘S’ and then a number between 0 and the S-value max, like ‘S100’. The controller requests the laser to power up on a scale of $31 to $30. When $30 is bigger than S-value max, LightBurn may be asking for Full Power at ‘S255’ but the controller might read this as 255 on a scale of 1-1000 and give you a quarter of the power you want.
- If the S-value max isn’t the same as the $30, change the S-value max in LightBurn to whatever the $30 value is.
A Screen capture is a handy tool if you’re not certain you’re looking at the right thing.
The other place to get mixed up is engraving too quickly.
This happens when folks use Inches per second or mm per second when they would be much better off with mm per minute.
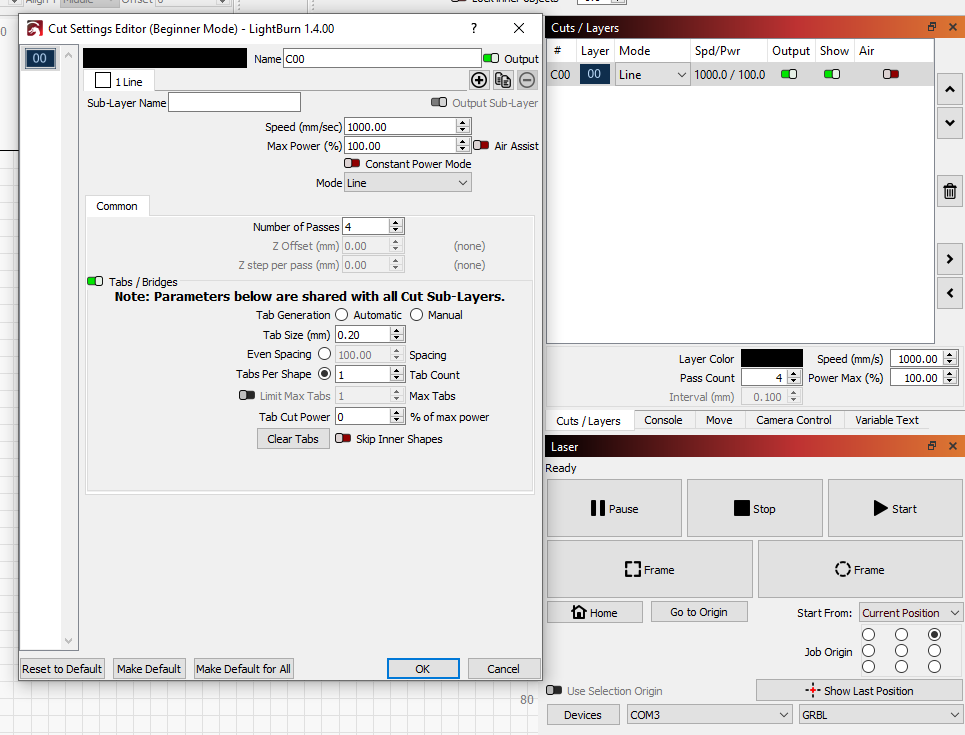
With any project or image open in LightBurn, you should have a Cuts / Layers window with at least one line in it. Make that window active (if it’s not open or active right now) and double click that line where the settings are. This opens the Cut Settings Editor.
- Please capture this window with the screen capture tool.
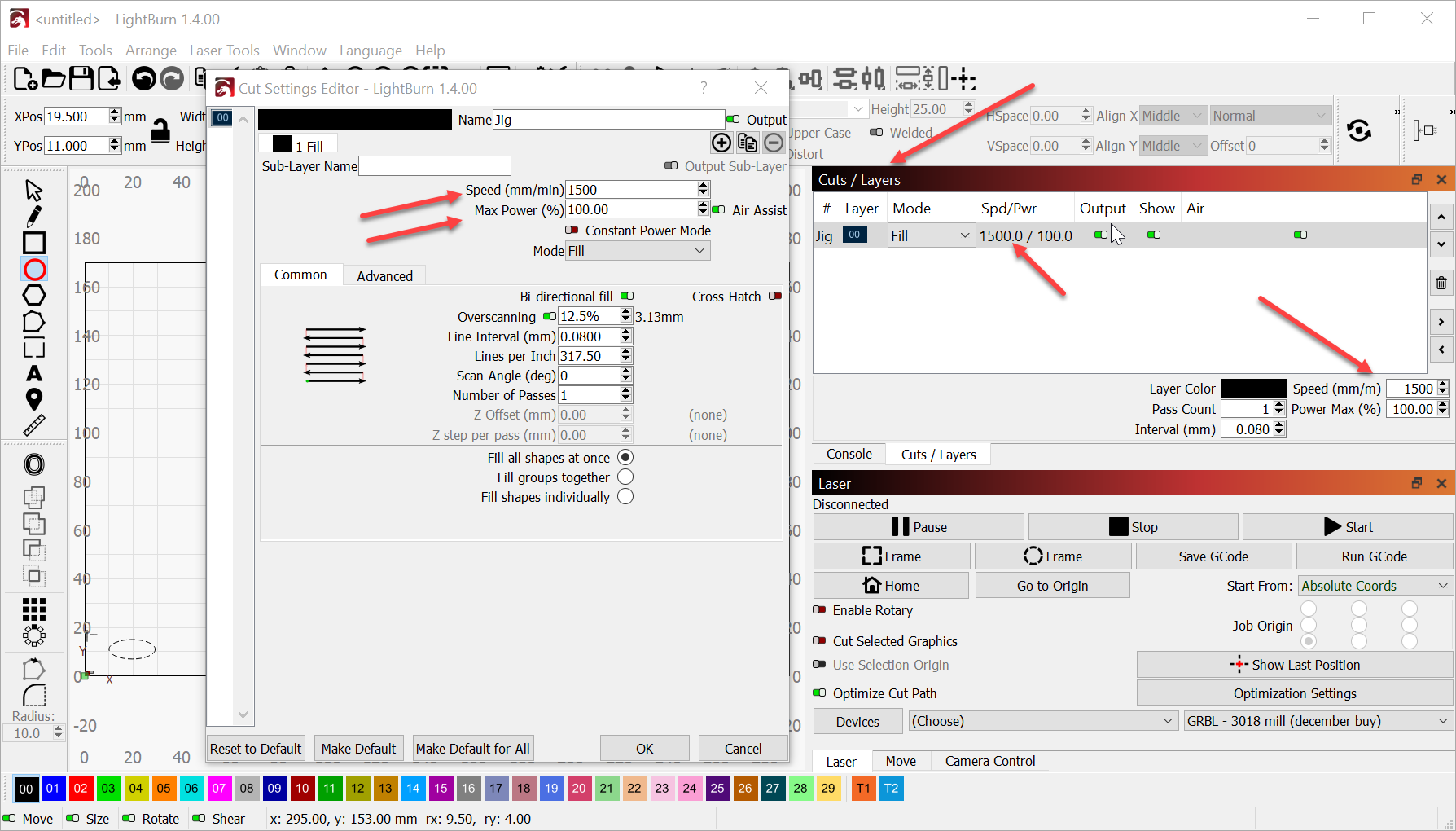
Most folks get the speed wrong at first. When the speed is set too fast, the engraver ‘Goes through the motions’, turns on the laser and doesn’t put enough power down over time to engrave.
Power over Time is Work.
If it’s not working hard enough, it’s moving too fast or the laser isn’t putting enough power down on the project.
1 Like
OK, I typed $i in teh control panel:
$0=5 (step pulse, usec)
$1=25 (step idle delay, msec)
$2=0 (step port invert mask:00000000)
$3=2 (dir port invert mask:00000010)
$4=0 (step enable invert, bool)
$5=0 (limit pins invert, bool)
$6=0 (probe pin invert, bool)
$10=3 (status report mask:00000011)
$11=0.010 (junction deviation, mm)
$12=0.002 (arc tolerance, mm)
$13=0 (report inches, bool)
$20=0 (soft limits, bool)
$21=1 (hard limits, bool)
$22=1 (homing cycle, bool)
$23=3 (homing dir invert mask:00000011)
$24=250.000 (homing feed, mm/min)
$25=2000.000 (homing seek, mm/min)
$26=250 (homing debounce, msec)
$27=2.000 (homing pull-off, mm)
$30=1000 (spindle max rpm)
$31=0 (spindle min rpm)
$32=1 (laser mode, bool)
$100=160.000 (x, step/mm)
$101=160.000 (y, step/mm)
$102=160.000 (z, step/mm)
$110=20000.000 (x max rate, mm/min)
$111=20000.000 (y max rate, mm/min)
$112=20000.000 (z max rate, mm/min)
$120=300.000 (x accel, mm/sec^2)
$121=300.000 (y accel, mm/sec^2)
$122=300.000 (z accel, mm/sec^2)
$130=800.000 (x max travel, mm)
$131=400.000 (y max travel, mm)
$132=100.000 (z max travel, mm)
ok
$0=5 (step pulse, usec)
$1=25 (step idle delay, msec)
$2=0 (step port invert mask:00000000)
$3=2 (dir port invert mask:00000010)
$4=0 (step enable invert, bool)
$5=0 (limit pins invert, bool)
$6=0 (probe pin invert, bool)
$10=3 (status report mask:00000011)
$11=0.010 (junction deviation, mm)
$12=0.002 (arc tolerance, mm)
$13=0 (report inches, bool)
$20=0 (soft limits, bool)
$21=1 (hard limits, bool)
$22=1 (homing cycle, bool)
$23=3 (homing dir invert mask:00000011)
$24=250.000 (homing feed, mm/min)
$25=2000.000 (homing seek, mm/min)
$26=250 (homing debounce, msec)
$27=2.000 (homing pull-off, mm)
$30=1000 (spindle max rpm)
$31=0 (spindle min rpm)
$32=1 (laser mode, bool)
$100=160.000 (x, step/mm)
$101=160.000 (y, step/mm)
$102=160.000 (z, step/mm)
$110=20000.000 (x max rate, mm/min)
$111=20000.000 (y max rate, mm/min)
$112=20000.000 (z max rate, mm/min)
$120=300.000 (x accel, mm/sec^2)
$121=300.000 (y accel, mm/sec^2)
$122=300.000 (z accel, mm/sec^2)
$130=800.000 (x max travel, mm)
$131=400.000 (y max travel, mm)
$132=100.000 (z max travel, mm)
ok
$0=5 (step pulse, usec)
$1=25 (step idle delay, msec)
$2=0 (step port invert mask:00000000)
$3=2 (dir port invert mask:00000010)
$4=0 (step enable invert, bool)
$5=0 (limit pins invert, bool)
$6=0 (probe pin invert, bool)
$10=3 (status report mask:00000011)
$11=0.010 (junction deviation, mm)
$12=0.002 (arc tolerance, mm)
$13=0 (report inches, bool)
$20=0 (soft limits, bool)
$21=1 (hard limits, bool)
$22=1 (homing cycle, bool)
$23=3 (homing dir invert mask:00000011)
$24=250.000 (homing feed, mm/min)
$25=2000.000 (homing seek, mm/min)
$26=250 (homing debounce, msec)
$27=2.000 (homing pull-off, mm)
$30=1000 (spindle max rpm)
$31=0 (spindle min rpm)
$32=1 (laser mode, bool)
$100=160.000 (x, step/mm)
$101=160.000 (y, step/mm)
$102=160.000 (z, step/mm)
$110=20000.000 (x max rate, mm/min)
$111=20000.000 (y max rate, mm/min)
$112=20000.000 (z max rate, mm/min)
$120=300.000 (x accel, mm/sec^2)
$121=300.000 (y accel, mm/sec^2)
$122=300.000 (z accel, mm/sec^2)
$130=800.000 (x max travel, mm)
$131=400.000 (y max travel, mm)
$132=100.000 (z max travel, mm)
ok
$$
$0=5 (step pulse, usec)
$1=25 (step idle delay, msec)
$2=0 (step port invert mask:00000000)
$3=2 (dir port invert mask:00000010)
$4=0 (step enable invert, bool)
$5=0 (limit pins invert, bool)
$6=0 (probe pin invert, bool)
$10=3 (status report mask:00000011)
$11=0.010 (junction deviation, mm)
$12=0.002 (arc tolerance, mm)
$13=0 (report inches, bool)
$20=0 (soft limits, bool)
$21=1 (hard limits, bool)
$22=1 (homing cycle, bool)
$23=3 (homing dir invert mask:00000011)
$24=250.000 (homing feed, mm/min)
$25=2000.000 (homing seek, mm/min)
$26=250 (homing debounce, msec)
$27=2.000 (homing pull-off, mm)
$30=1000 (spindle max rpm)
$31=0 (spindle min rpm)
$32=1 (laser mode, bool)
$100=160.000 (x, step/mm)
$101=160.000 (y, step/mm)
$102=160.000 (z, step/mm)
$110=20000.000 (x max rate, mm/min)
$111=20000.000 (y max rate, mm/min)
$112=20000.000 (z max rate, mm/min)
$120=300.000 (x accel, mm/sec^2)
$121=300.000 (y accel, mm/sec^2)
$122=300.000 (z accel, mm/sec^2)
$130=800.000 (x max travel, mm)
$131=400.000 (y max travel, mm)
$132=100.000 (z max travel, mm)
ok
$0=5 (step pulse, usec)
$1=25 (step idle delay, msec)
$2=0 (step port invert mask:00000000)
$3=2 (dir port invert mask:00000010)
$4=0 (step enable invert, bool)
$5=0 (limit pins invert, bool)
$6=0 (probe pin invert, bool)
$10=3 (status report mask:00000011)
$11=0.010 (junction deviation, mm)
$12=0.002 (arc tolerance, mm)
$13=0 (report inches, bool)
$20=0 (soft limits, bool)
$21=1 (hard limits, bool)
$22=1 (homing cycle, bool)
$23=3 (homing dir invert mask:00000011)
$24=250.000 (homing feed, mm/min)
$25=2000.000 (homing seek, mm/min)
$26=250 (homing debounce, msec)
$27=2.000 (homing pull-off, mm)
$30=1000 (spindle max rpm)
$31=0 (spindle min rpm)
$32=1 (laser mode, bool)
$100=160.000 (x, step/mm)
$101=160.000 (y, step/mm)
$102=160.000 (z, step/mm)
$110=20000.000 (x max rate, mm/min)
$111=20000.000 (y max rate, mm/min)
$112=20000.000 (z max rate, mm/min)
$120=300.000 (x accel, mm/sec^2)
$121=300.000 (y accel, mm/sec^2)
$122=300.000 (z accel, mm/sec^2)
$130=800.000 (x max travel, mm)
$131=400.000 (y max travel, mm)
$132=100.000 (z max travel, mm)
ok
$i
[VER:1.1f.SXDYNZ-V2.1:]
[OPT:VMHL,15,512]
Target buffer size found
ok
1 Like
Now I am getting Invalid GCODE ID:66
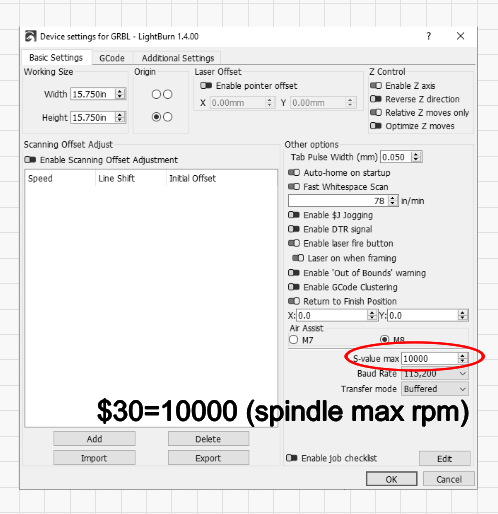
Shane, is your Laser a FoXAlien that is also a router CNC? If so than your “S-Value Max” should be set at 10,000 not 1,000, and the $30=10,000 (spindle max rpm). It has to do with the controller is also set up to run a Spindle with a max value RPM of 10,000. I had this same problem with my 4040-XE and FoxAlien tech support had me change my values to 10,000 and everything is functioning perfectly.
1 Like
Drop your speed down to 50mm/sec. See if you get any burn. 1000 is REALLY fast for a diode.
For my diode, I usually run 10-50 IPM or so. It’s a 7W. You might even need to come down to that speed.
1 Like
I agree. the fastest I run my FoxAlien 4040-XE Diode is 70 - 78in/min (33mm/sec). If your Alien laser is the Fox Alien laser then the max speed for their Diode laser engravers, without a CNC router, is 20000mm/min (333mm/sec).
This topic was automatically closed 30 days after the last reply. New replies are no longer allowed.