Hi Im quite new to CNC and really anything involving burning/ cutting software. Ive been using lightburn for a couple of months now making brackets etc for the Ranch on a 2 axis 1.1 GRBL 32bit board. it has been working great and works really well with everthing including going 1inch for every 1 inch I size things to.
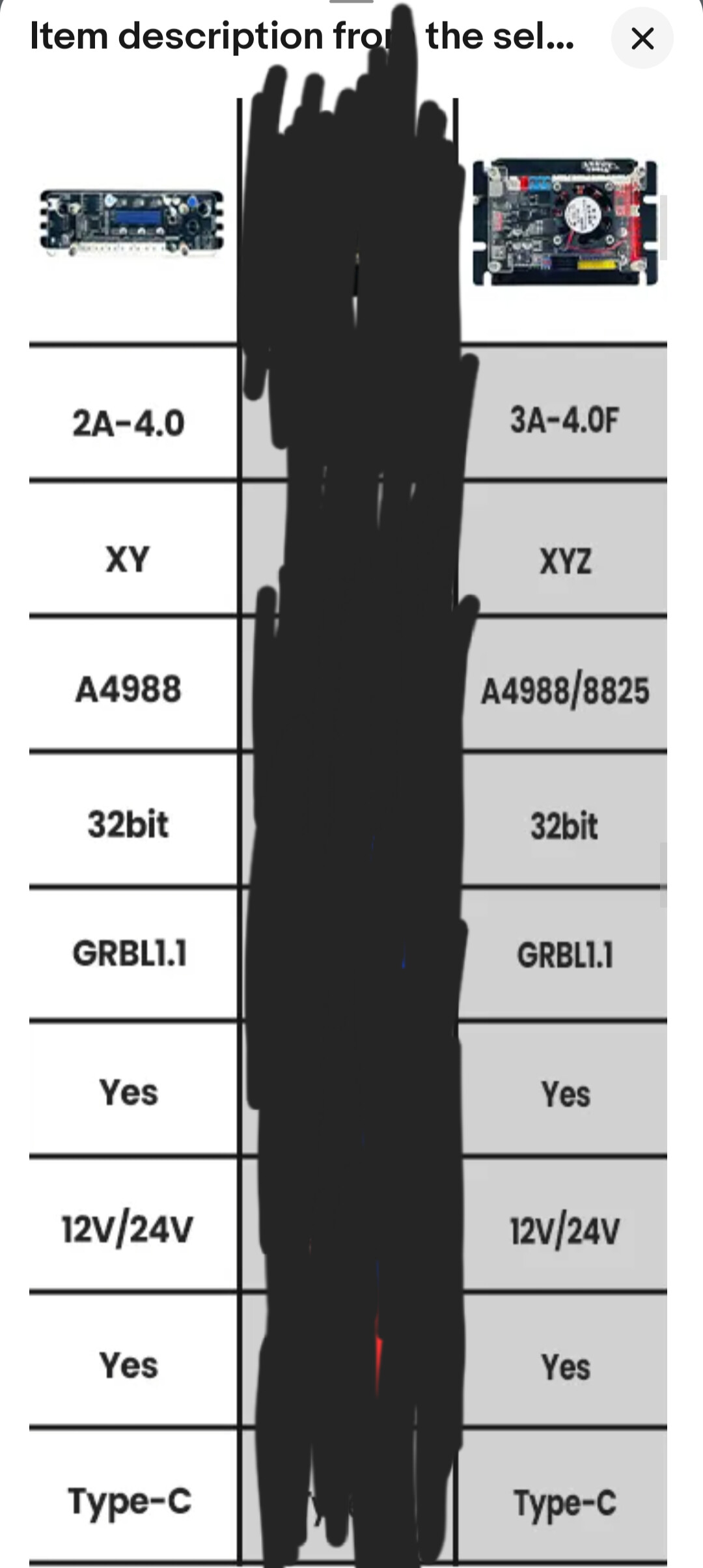
I ordered a 3 axis 32bit 1.1 GRBL board and after hooking it all up today everything moves 10x farther. 1 inch equals 10 inches.
why would it change 10x farther just from swaping the boards? I didnt change anything in my defaults.
Picture shows the boards and specs of each that I went from.
thank you for the reply… also… what? can you please explain what you mean by microstepping? how do you calibrate the steps/mm? I have done everything through inches/min… please bear with me Im quite slow at this stuff.
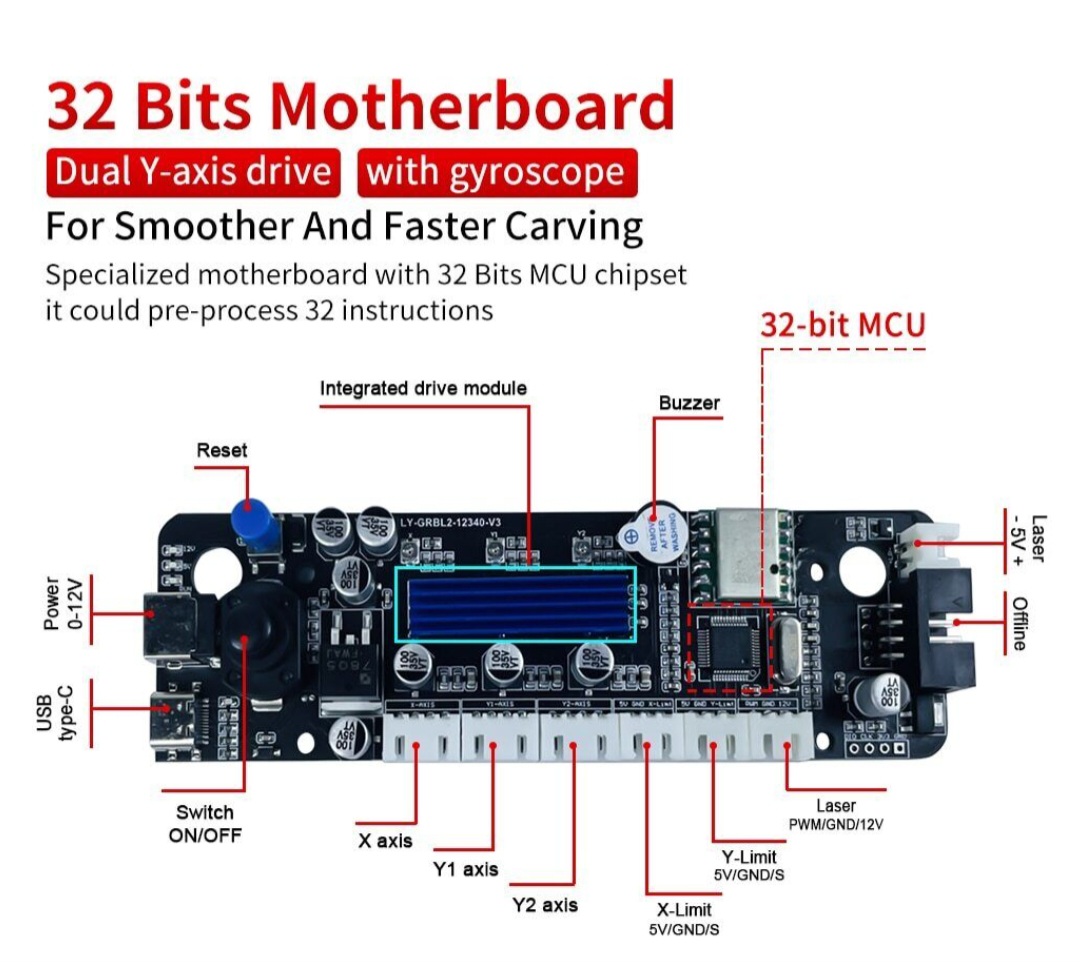
Check the documentation for your board. Look for anything that calls out stepper driver configuration. Microstepping describes a method by which the driver controls the stepper motor at substeps that are smaller than the natural full step size. If you can’t make any sense of this take a high quality photo of your board or link to site with the description of your board.
COM port is assigned by Windows based on various criteria. The specific COM value is not particularly important as long as you know which is the one assigned to the device. You can force a particular COM assignment if it’s important to you. If not, I’d suggest allowing Windows to manage this.
thank you for all the information. I appreciate it. looks like Ill have to be connected to the controller to calibrate the axis microstepping. Ill giver a shot tomorrow morning when Im back in the shop.
Yes. So looks like your board allows for configuring this. This isn’t an entirely arbitrary decision.
I’d suggest a couple of approaches:
Sort out what your old board was using and match that
Smaller microsteps result in lower torque but finer movement. Typically you’d want the smallest steps that allow for the required torque to manage the speed/acceleration desired given your hardware. You can determine this empirically but requires a bit more experimentation.
ok so Im assuming when I go to the calibrate axis feature in the machine settings option on the old 2axis it should pull up the parameter’s of that board correct? then I can just take a picture on my phone and match all the parameters for the 3 axis board once I plug it back in?
Check for values for $100, $101 which will be steps/mm for X, Y respectively.
You need to be careful about this. The old board may not use the same jumper configuration as the new board so may not just be a matter of matching the jumpers. Check for the microstepping configuration and match the configuration, not the jumpers.
If the old board doesn’t allow for microstepping changes that’s fine. Match the $100, $101 values from old board to new. Then just adjust microstepping jumpers until you get the same distance.
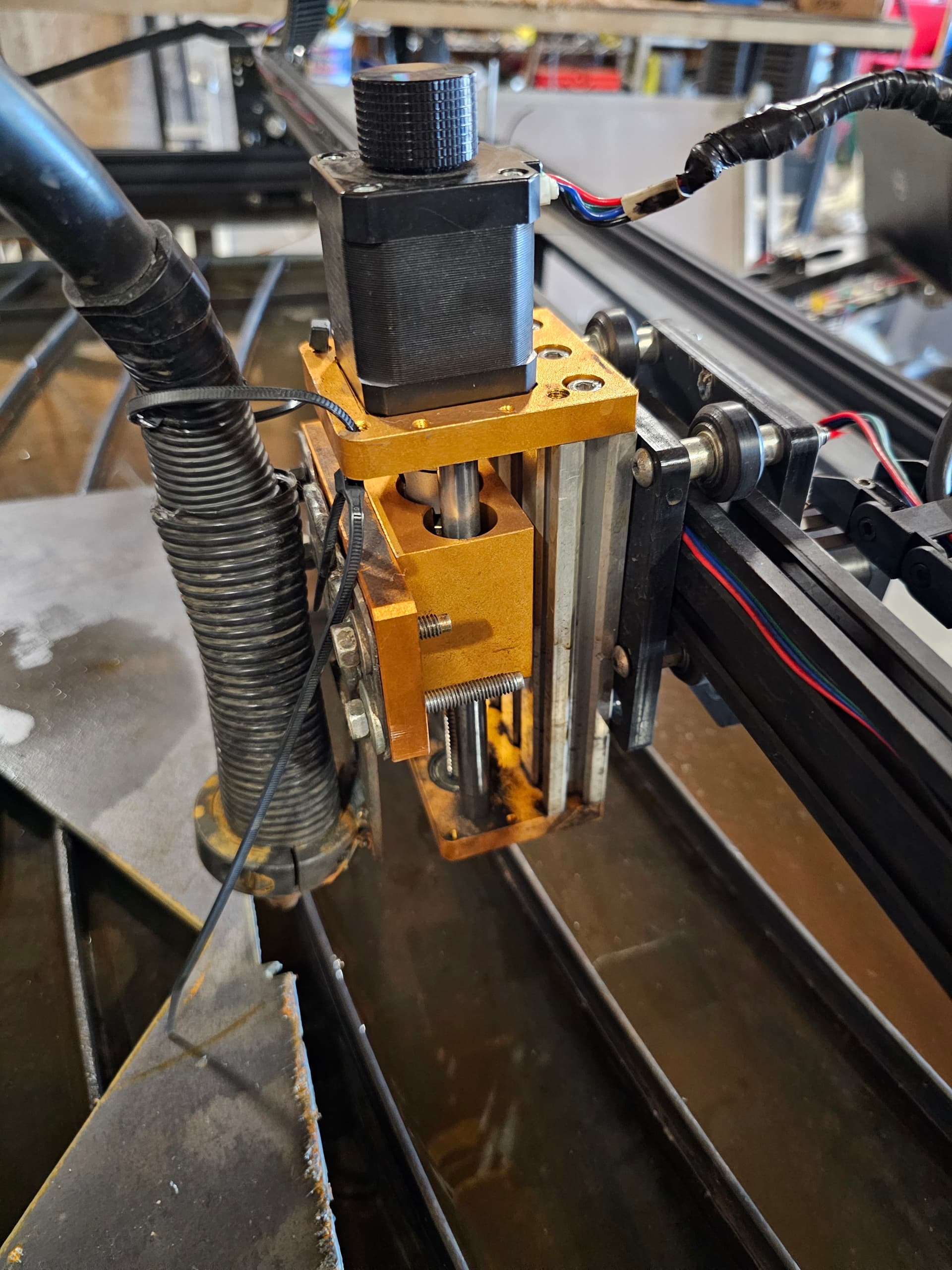
I did like you said and calibrated the x, y, and z axis. I was able to get the movements on the “move” window function to move 1" for everything 1" on my grid correctly. But when I pressed cut it moved reversed for some reason. I ended up swapping back over to the 2axis after so I could complete a project. Ill swap back over to the 3 axis when I have free time to correct everything. I also couldnt get my z axis to do anything other than make noises. would not move up or down but would turn when I rotated the manual knob. It turned really well when I first turned the 3 axis on, but it bottomed out and kept trying to move 60"s down but it only had a 6" stroke. Not sure but I think I may have burnt the stepper mottor.
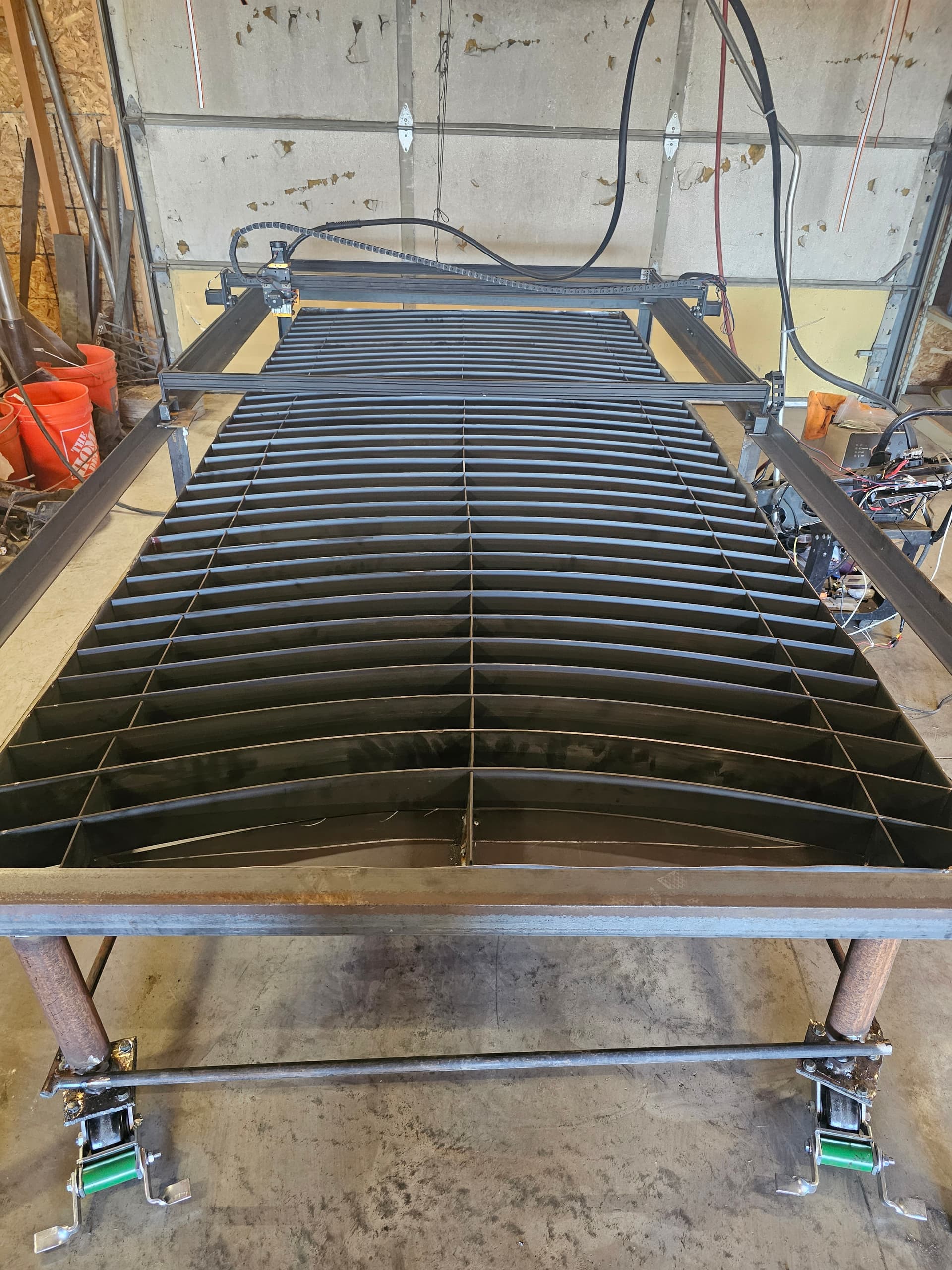
I havent tried to redo the 3axis yet. Ive been buisy on the Ranch and I built an adjustable table and waterbed for this so I can run a plasma cutter with it as well. The plasma cutter side is taking some amount of learning curve but Im getting it dialed in.