I have a FoxAlien VastoXXL which I have been using for about 8 months as a dedicated CNC machine via UGS and Easel/VCarvePro. I have had 0 issues with positioning, Homing, Tramming, nor Macro settings.
I powered my Fox Alien Control box down, closed Easel/VCarvePro and UGS, swapped CNC Router and hardware out for my 40W Fox Alien Diode Laser and turned everything back on. I started up LightBurn software (1.4.03) Checked for updates which there aren’t any; and as expected once connected with my COM selection it homed in the bottom left corner of my workspace.
My issue is I cannot seem to get G92 X0 Y0 command to stick and before running $rst=* G54-G59 were all populated with my macro settings from UGS. (Not entirely sure how that information was carried over as they were never set in Lightburn).
Either Way I have managed to clear all G54-G59 coordinates to 0.000, 0.000, 0.000 with exception of [G92: -987.001, -987.001, -3.000]. After the homing sequence and running G92 X0 Y0 it still remains. I am using Absolute Coordinates and Job Origin as Center. I believe what I need is an offset as it appears it thinks it is in negative coordinates.
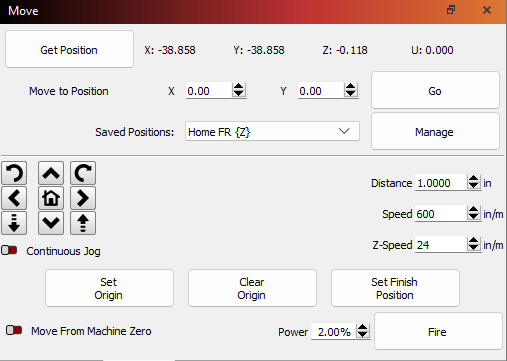
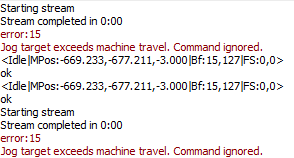
I can Home then using my Macro “Zero” [G92 X0 Y0] which does nothing as seen here:
<Idle|MPos:-987.001,-987.001,-3.000|Bf:15,127|FS:0,0>
and
This is currently my settings:
$$
$0=10
$1=25
$2=0
$3=0
$4=0
$5=0
$6=0
$10=0
$11=0.010
$12=0.002
$13=0
$20=1
$21=1
$22=1
$23=3
$24=25.000
$25=500.000
$26=250
$27=3.000
$30=10000
$31=10
$32=0
$100=321.420
$101=321.860
$102=800.910
$110=1800.000
$111=1800.000
$112=600.000
$120=300.000
$121=300.000
$122=100.000
$130=990.000
$131=990.000
$132=88.000
ok
$#
[G54:0.000,0.000,0.000]
[G55:0.000,0.000,0.000]
[G56:0.000,0.000,0.000]
[G57:0.000,0.000,0.000]
[G58:0.000,0.000,0.000]
[G59:0.000,0.000,0.000]
[G28:0.000,0.000,0.000]
[G30:0.000,0.000,0.000]
[G92:-987.001,-987.001,-3.000]
[TLO:0.000]
[PRB:0.000,0.000,0.000:0]
ok
?
<Idle|MPos:-987.001,-987.001,-3.000|Bf:15,127|FS:0,0>
ok
At this point, After I Home, I can move X, Y & Z axis, say to X: 450 Y: 450 but then I cannot move anywhere after the initial move:
I was successful at executing:
G10 L2 P1 X-999.998 Y-999.998
$#
[G54:-999.998,-999.998,0.000]
[G55:0.000,0.000,0.000]
[G56:0.000,0.000,0.000]
[G57:0.000,0.000,0.000]
[G58:0.000,0.000,0.000]
[G59:0.000,0.000,0.000]
[G28:0.000,0.000,0.000]
[G30:0.000,0.000,0.000]
[G92:-987.001,-987.001,-3.000]
[TLO:0.000]
[PRB:0.000,0.000,0.000:0]
ok
BUT it does NOT stay, So I did G92 X0 Y0:
$#
[G54:-999.998,-999.998,0.000]
[G55:0.000,0.000,0.000]
[G56:0.000,0.000,0.000]
[G57:0.000,0.000,0.000]
[G58:0.000,0.000,0.000]
[G59:0.000,0.000,0.000]
[G28:0.000,0.000,0.000]
[G30:0.000,0.000,0.000]
[G92:12.997,12.997,-3.000]
[TLO:0.000]
[PRB:0.000,0.000,0.000:0]
ok
?
<Idle|WPos:0.000,0.000,0.000|FS:0,0>
ok
I feel this is something simple, and I’m probably making this much more difficult than it is, but TBH I’m tired and was hoping I could get this up and running quickly. Now saying that I’m not great at GCode and could really use some guidance. I know this has been covered many time, as I’ve searched and tried. And Aside from running the homing sequence followed by: G10 L2 P1 X-999.998 Y-999.998 then: G92 X0 Y0, I can’t get the values to remain in memory. Is this a controller issue? Or did I miss something in Device/Machine or GCode settings.