I’ve noticed that when I pulse my laser when focusing, the beam seems far more powerful than what I’m achieving with any cut settings I’ve been able to assemble within the program.
For example, when using the laser the program to send a cut file, I notice that I’m not getting a clean beam all the way through 5-6mm wood product. But, when I press the pulse, occasionally the beam will go all the way through, and sometimes pretty fair distance into the HDF pegboard I use for a base.
OF course, there is the issues with filler, and movement, etc. But, I’m not so convinced that’s my cutting problem…and some YouTube videos have me convinced that a 60W laser with 30-40 psi of air should be able to zip through 5mm ply with no issues at all.
Any suggestions as to what this could be causing it?
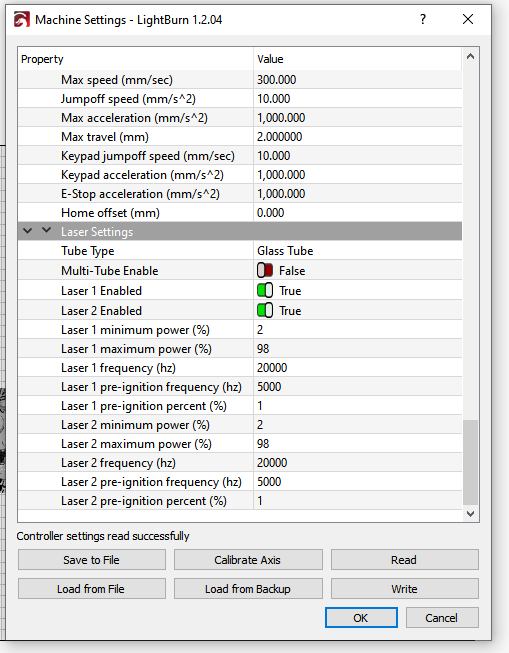
Lightburn tells the controller what percentage of power you requested. This causes the controller to generate a pwm (or analog output) that controls the tubes current limit.
The percent power, either from L-AN1 (analog) or LPWM1 (digital) can be measured by a voltmeter and confirmed. This usually works or not.
If you follow this, there isn’t any wiggle room between the controller and the lps. Meaning Lightburn can’t and doesn’t throttle the power.
Although my 50W was more in the lines of a 40W tube, this video was done with the lid wide open and the stock aquarium fish pump. The material is 5mm sub flooring and I think power is ~70%.
Air assist isn’t required but will definitely give you a better result with most cut operations… Many of us use the popular Advanced Air Assist type configuration for compressed air. Not advertising for cloud ray but the add has good information with diagrams on it’s operation. I built my own for < half their price, so it’s a good diy type project.
I’d suggest
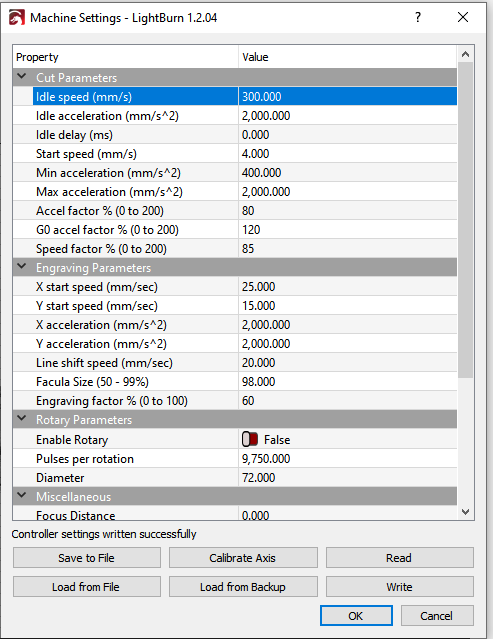
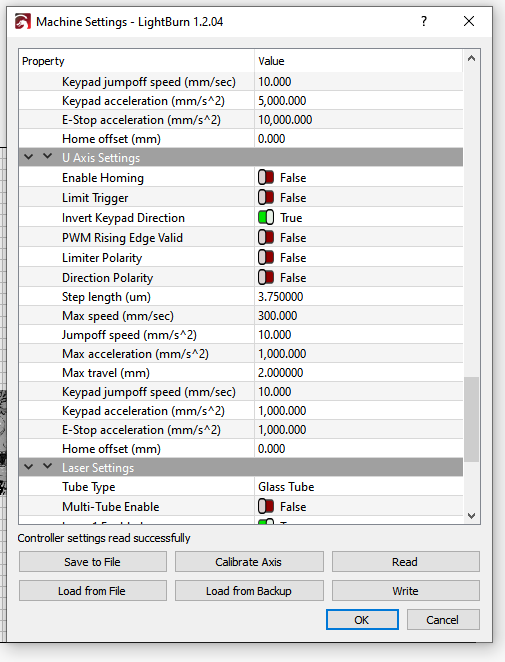
if you use max/min power settings, check the start speed in the controller. It’s available for all axes. If the speed is <= start speed, you will only get minimum power.
॰ Yours is set to 15mm/s… if you run that or below, you’ll get only minimum power. Mine is 5.
check your power and duration settings from the machines console. These are the power and time of how long and powerful a pulse is when the button is pressed.
॰I set mine to a ~20mS and rather low power. I can press it multiple times if I can’t see the mark.
Holy moly. I’m embarrassed at how long I’ve lived in this perpetual thought that some how I got scammed. Thank you so much. I had so much luck with projects early into having a laser, but shifted over to mostly engraving after struggling to cut. I knew I was on to something, and I’m so thankful you helped me figure out what it was! I love you!
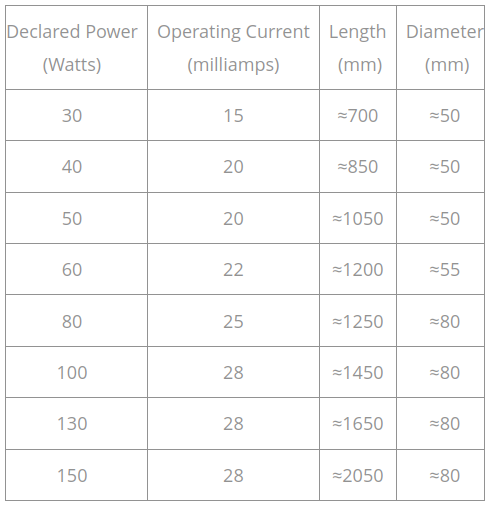
A tubes power is directly related to it’s length… Actually distance between mirrors, this is where the amplification occurs during operation. Generally they just measure the tube length.
Mine was 880mm and measured 43W with a Mahoney watt meter. I’ve used this chart for my few years dealing with these and it seems pretty accurate… For a 60W tube, it needs to be about 1.2 meters in length.
Being able to get ~65% power at 5mm per sec has drastically improved the thickness at which I can cut. I just tested a solid 6.5mm red oak piece, a 9mm pine board, and this 6mm birch ply I’ve been cursing at for a year. All with buttery smooth results with 2 passes, assisted by 30-40psi.
My tube says 1000mm and has a diameter of 50mm. Which I assume is closer to 45w by this chart, at ~20mA according to my ammeter, installed to the tube.
It’s rather annoying that omtech skirts their power measurements to their customers, and I wonder how they get their measurements.