I’m new to LightBurn and need some advice regarding the default settings imposed by LightBurn that adversely affect the processing and cause the carriage and gantry to slam against the stops.
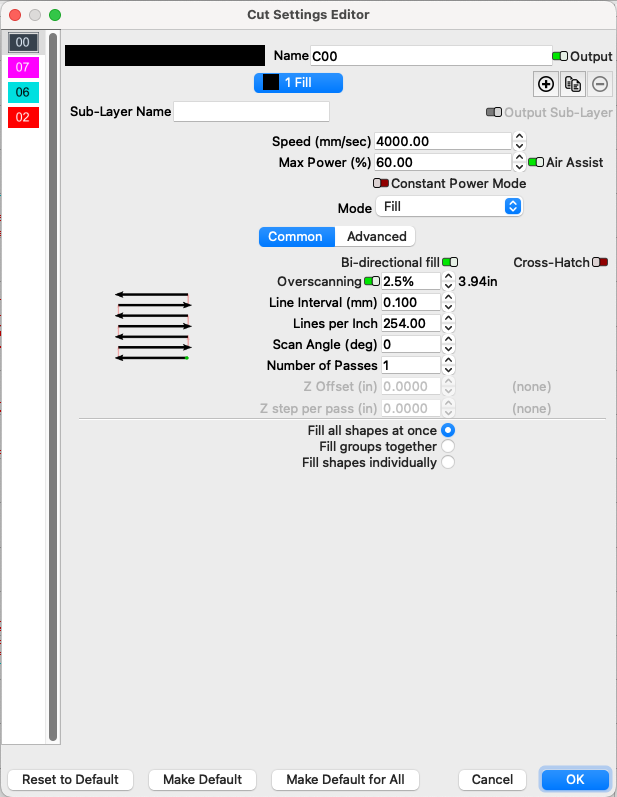
I’ve been able to identify the reason, but not the cause. In every case of building a project, the default speed of 4000 - 6000 mm/sec are inserted in fill layers. if I don’t catch this and then change the speed back down to something comparable to Xtool’s Creative Space settings (80mm/sec is max) I get an immediate and disturbingly violent reaction by my machine, slamming the carriage/gantry against the stops!
I’ve already tried reloading the Xtool prefs file, but the results remain the same. I’m forced to manually inspect / edit each layer to insure the parameters are within the proper range.
I even dumped the software completely and reinstalled, just to insure I had not somehow screwed up the settings in my process of learning the software. I can’t find anything to reference this anomaly.
Most dpssl or diode machines run in mm/m, my fast machine can only run 1650mm/s. Sure it’s not set somewhere else for mm/m, like in the controller. Both Lightburn and the controller need to know what units they expect to operate.
Controllers have speed limits for the axes, in the Edit → Machine settings for most machines. The worst case should be it runs at a lower speed, not any kind of damage to the machines operation… The whole idea of these speed limits is to prevent damage.
That is insanely fast for a diode machine and suggests you’re thinking of speeds with mm/min units. Go to Edit → Settings and pick mm/min, unless you’re resolutely USA-ian and insist on inch/min.
This suggests a problem with homing, because the controller should know exactly where the head is at all times.
Some previous posts suggest various things to check, including a particularly bad cable placement that prevents proper switch activation:
May have found the issue. Even after importing the D1 Pro setup file from Xtool, the preferences in Lightburn are set to CO2. I changed it to Diode. but now it shows 240000 mm/sec as the default every fill setting.
Problem was in the software and user files being somehow corrupt. After completely removing the software and all related data files created under the user profile, and performing a clean install of the software and importing the machine profile from Xtool, the issue was resolved.
Well, my being a frickin’ newbie and with an aging brain didn’t help, but thankfully I got some of my brains back by continuing to scratch my balding head and finally make sense of it all… now that I am past the “YouTube myself into oblivion” phase, I’m getting quite comfortable with Lightburn, thankfully, cuz Xtool’s software is pretty limiting.
I was so impressed with Lightburn that I bought the license before ever hooking it up to the Laser. Tried using LaserGRBL a few months ago and gave up. Yeah, those others are limited for sure.