Hello!
When giving to record on any material, I get irregular lines. What could be the problem?
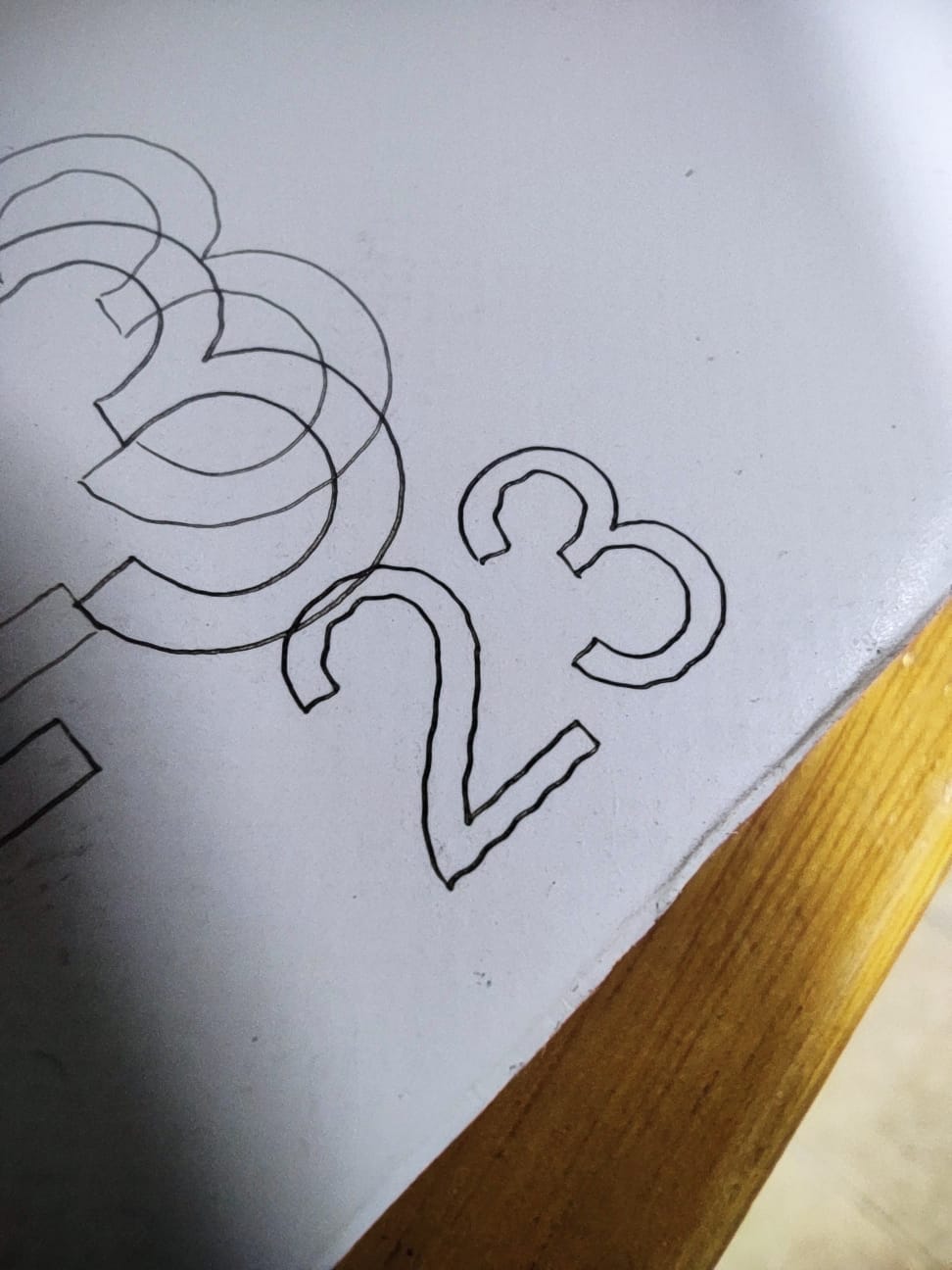
I leave a photo of what I commented
The laser module is likely moving forward and back against the gantry as it’s moving from side to side. Check that the distance between the wheels and rails is minimal with no gap. You can adjust the gap by turning the eccentric nuts that are on the wheel axle.
It could also be that the wheels are misaligned or deformed. Check that the wheels turn true and also that there nothing along the railing that could be interfering with smooth travel.
I have reviewed the whole machine according to your recommendations, and everything is correct… You can see in the attached photo that this only happens in the Lines engraving… In the Fill engraving it is perfect.

What are your settings for the line vs fill?
It’s likely that the speed differences and the changes in direction make the problem more obvious in line but not in fill.
If you hold the X gantry in one hand, and the laser module assembly in the other, can you lift the wheels off the gantry at all? There should be no wiggle room at all up and down. If you push the bottom of the laser module back toward the gantry and forward away from the gantry can you feel it wiggle? There should no slop that allows wiggling. The only movement should be from materials flexing, but not from gaps.
There is something moving the laser dot… the goal is to find where that is.
If you’re absolutely certain there is no movement in the laser head assembly then check that the lens barrel is firmly seated in the laser module. If it’s loose this could cause this type of thing but would usually look more random.
If you dramatically slow the cut speed (e.g. 10x slower) how does the artifact change? If the degree of the wiggly lines is reduced then it’s most likely related to slop in the mechanics. If the degree of the wiggles stay the same then likely something in wheel alignment or shape. I don’t think that’s the case here since your engravings don’t show the issue so still think it’s the former.
1 Like
Adjust the straps, and the wheels have no unwanted movement. But the problem continues… I don’t know if it’s because of the recording speed, or some system configuration, since I’ve reviewed the whole set and I don’t find a mechanical configuration problem.
Lowering the speed reduces the degree of ripples, but this was not the case with the GRBL Laser.
In GRBL Laser the maximum speed for the AtomStack A10 PRO is 3000 mm/min. Are the same parameters kept for the LightBurn?
Is there a driver to install so that they speak the same language?
I realized that GRBL Laser’s 3000mm/min is much slower than LightBurn’s 3000mm/min.
The cut settings will be independent between the 2 programs. What is shared is anything that’s stored in the controller. I’m not sure but it’s possible that LaserGRBL takes max speed from the GRBL configuration but I’d be surprised if max speed was limited to 3000 mm/min in your configuration. You can check this in machine settings ($110, $111).
Any program that talks to the laser will be going through the same USB-Serial interface.
This seems odd to me. There could be a difference in speed for traversal moves between burned areas depending whether G0 was being used but actual feed speeds should be the same.
I still suspect something mechanical here but if you’re certain about this then this may be the limit of your laser. 3000 mm/min is actually quite fast for that type of line engraving from my experience.
Have you modified your machine at all? Anything that would add weight to the laser head assembly? Air assist, drag chain, etc? Any additional mass will make higher speeds more difficult.
This topic was automatically closed 30 days after the last reply. New replies are no longer allowed.