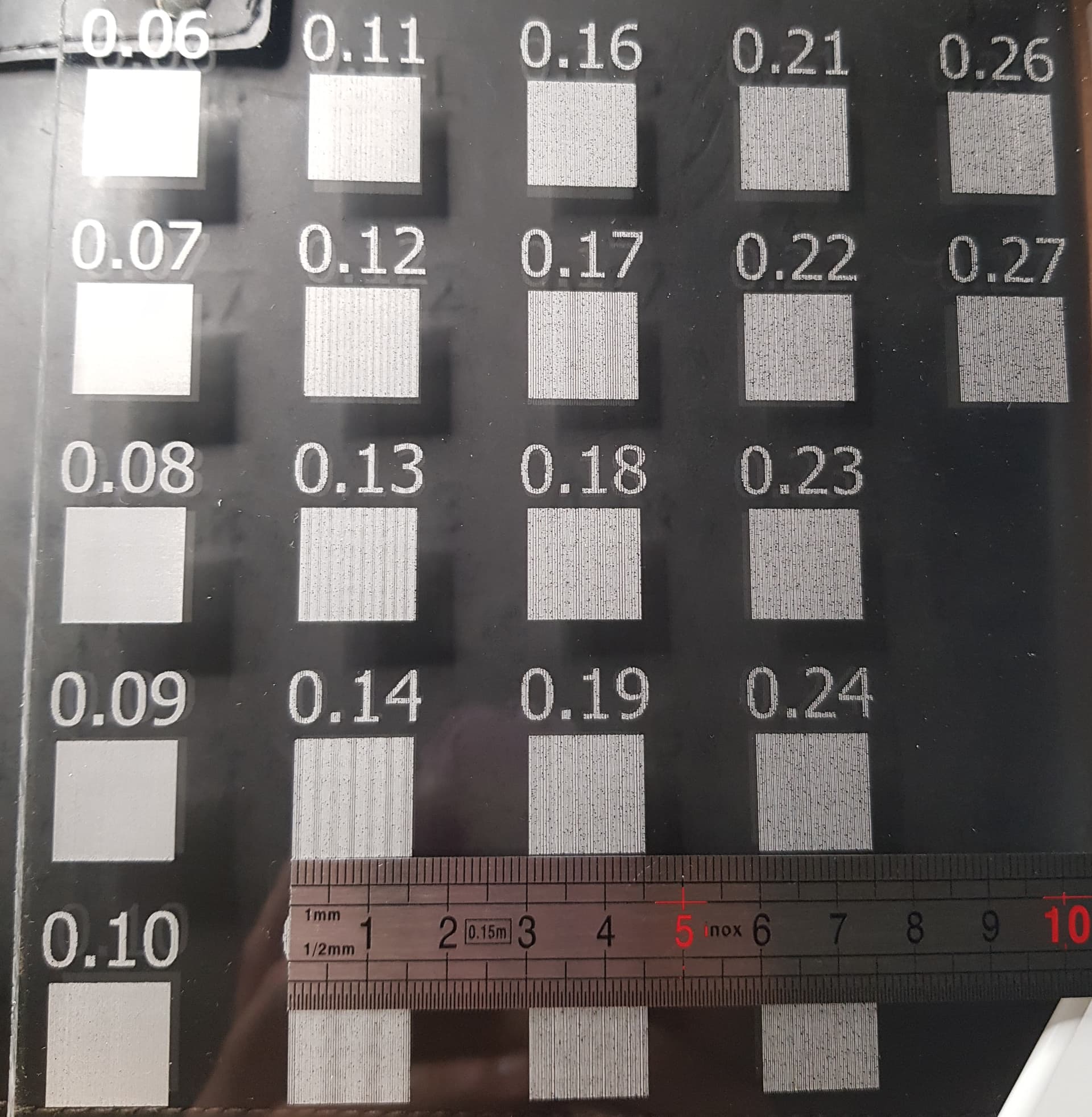
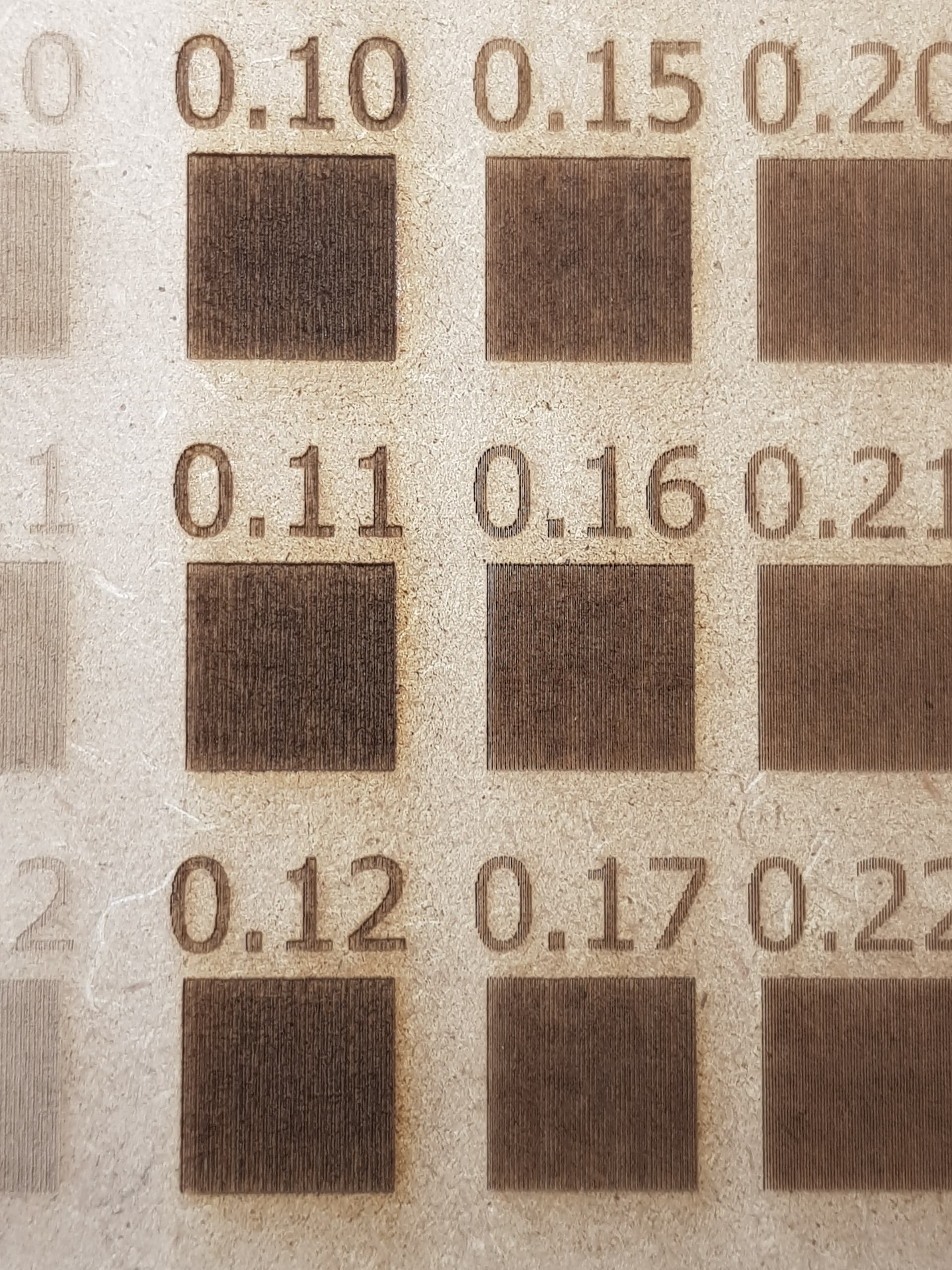
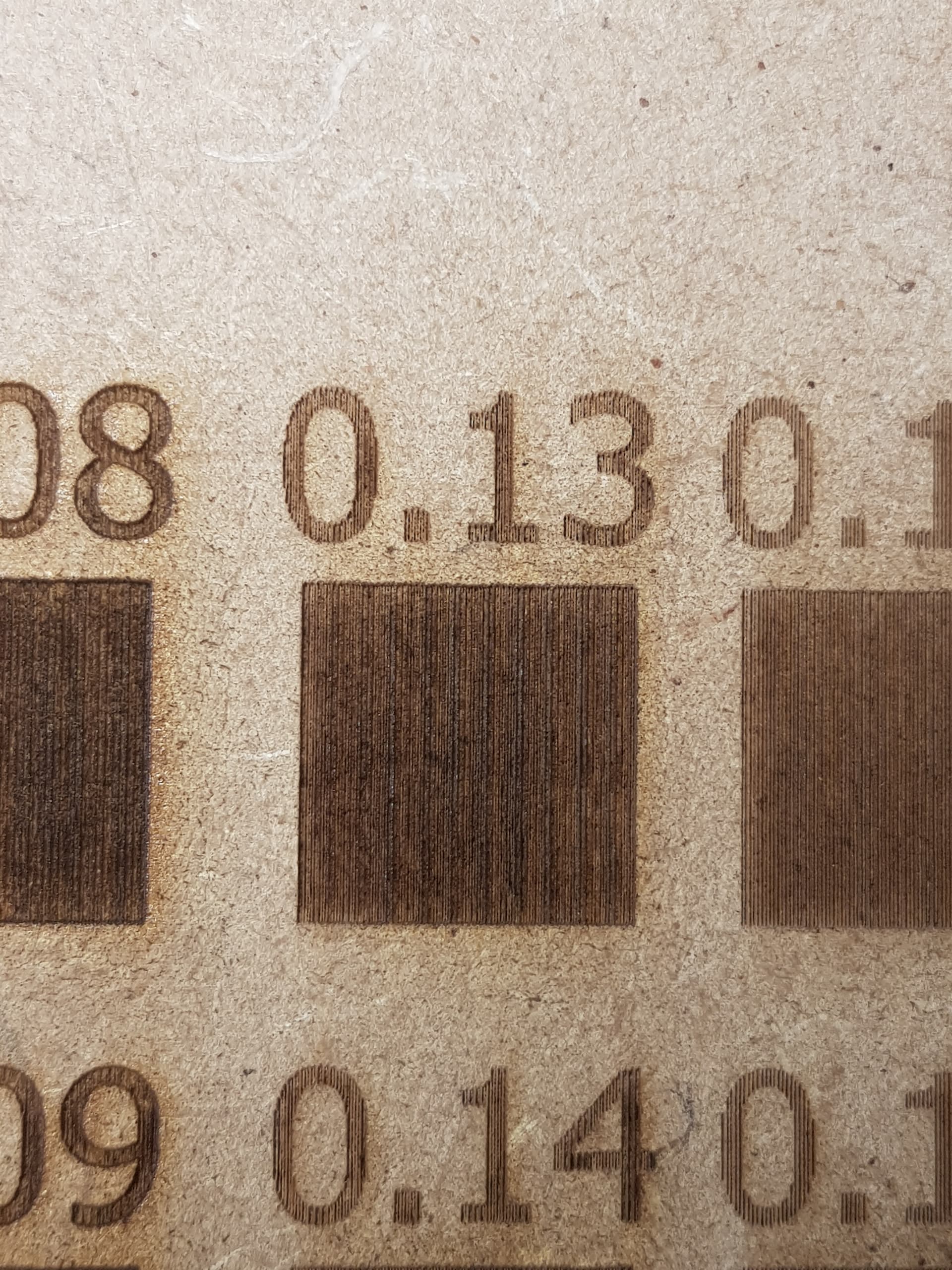
I’ve been trying to dial my line interval for different materials but it’s driving me crazy. No matter what speed, power or line interval I use this pattern keeps appearing.
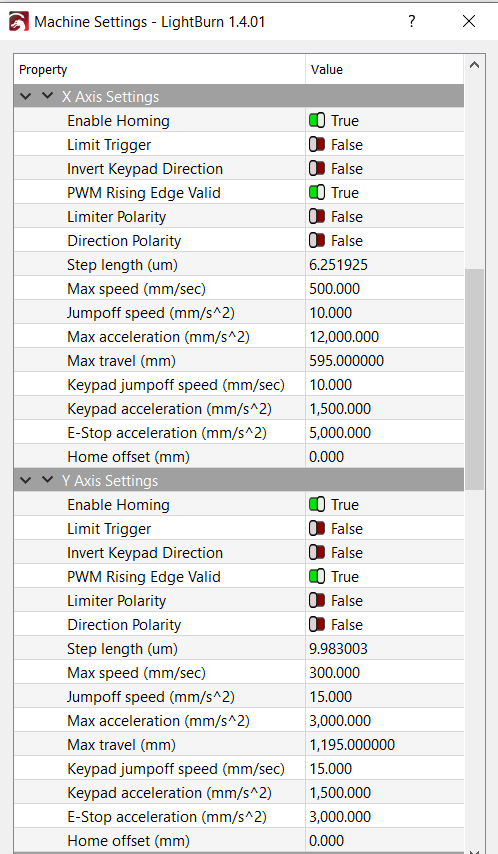
The machine is a Further Fabrication’s Y-1200. It uses a Ruida 6445S with DM542 Stepper controllers, dual shaft Nema 23 for the Y axis (long) and a Nema 17 for the X axis (short).
Both X and Y are using 6400 microsteps. I’ve tried every other setting but this was the best between torque and smoothness.
Both axis steps calibrated.
Tried from 175mm/s to 500mm/s with no changes.
Compressor and extractor running on different breakers.
No loose mirrors, lens or head.
Tried tightening and loosening the belts. No changes.
Aligned mirrors with consistent hit on all 4 corners.
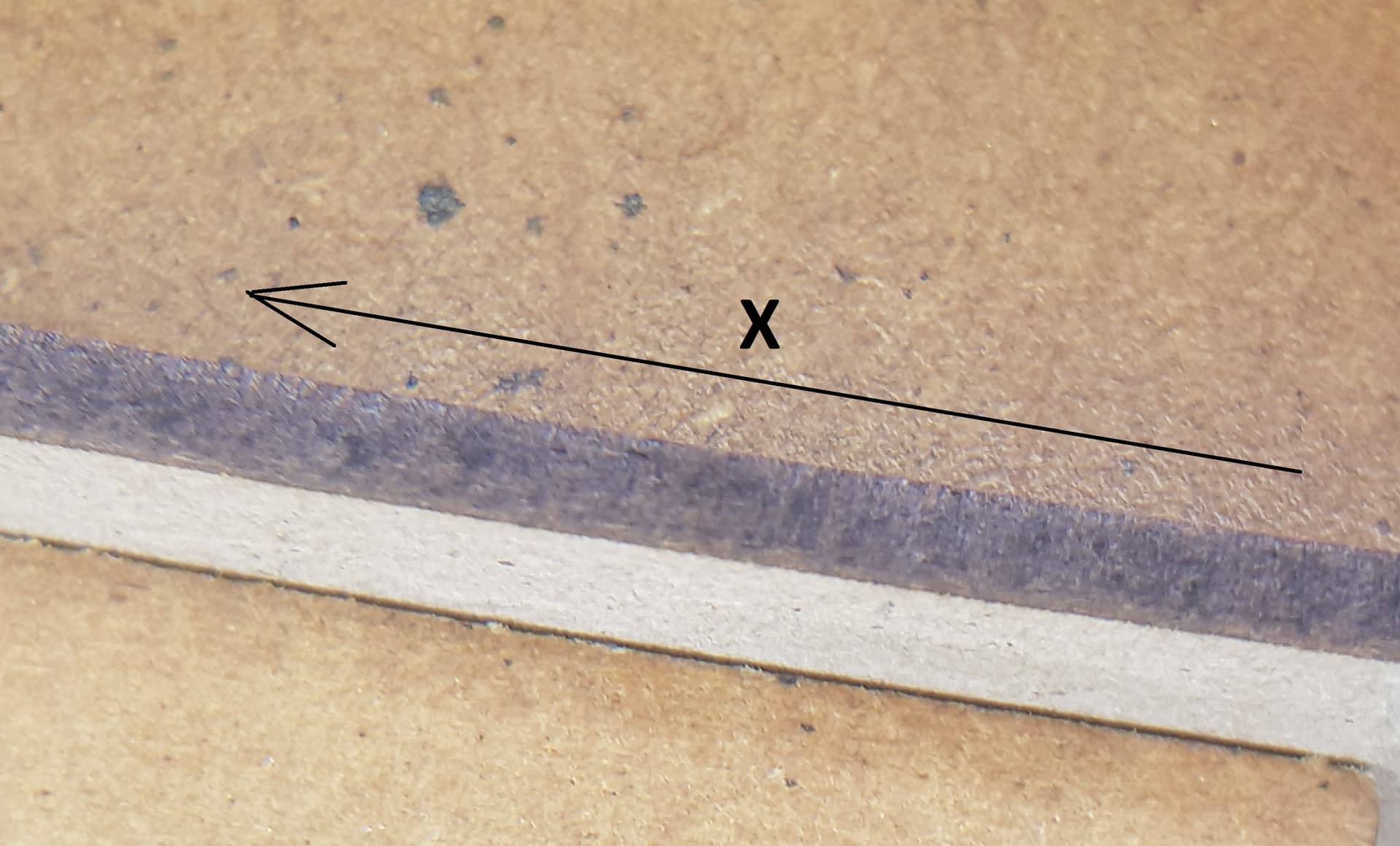
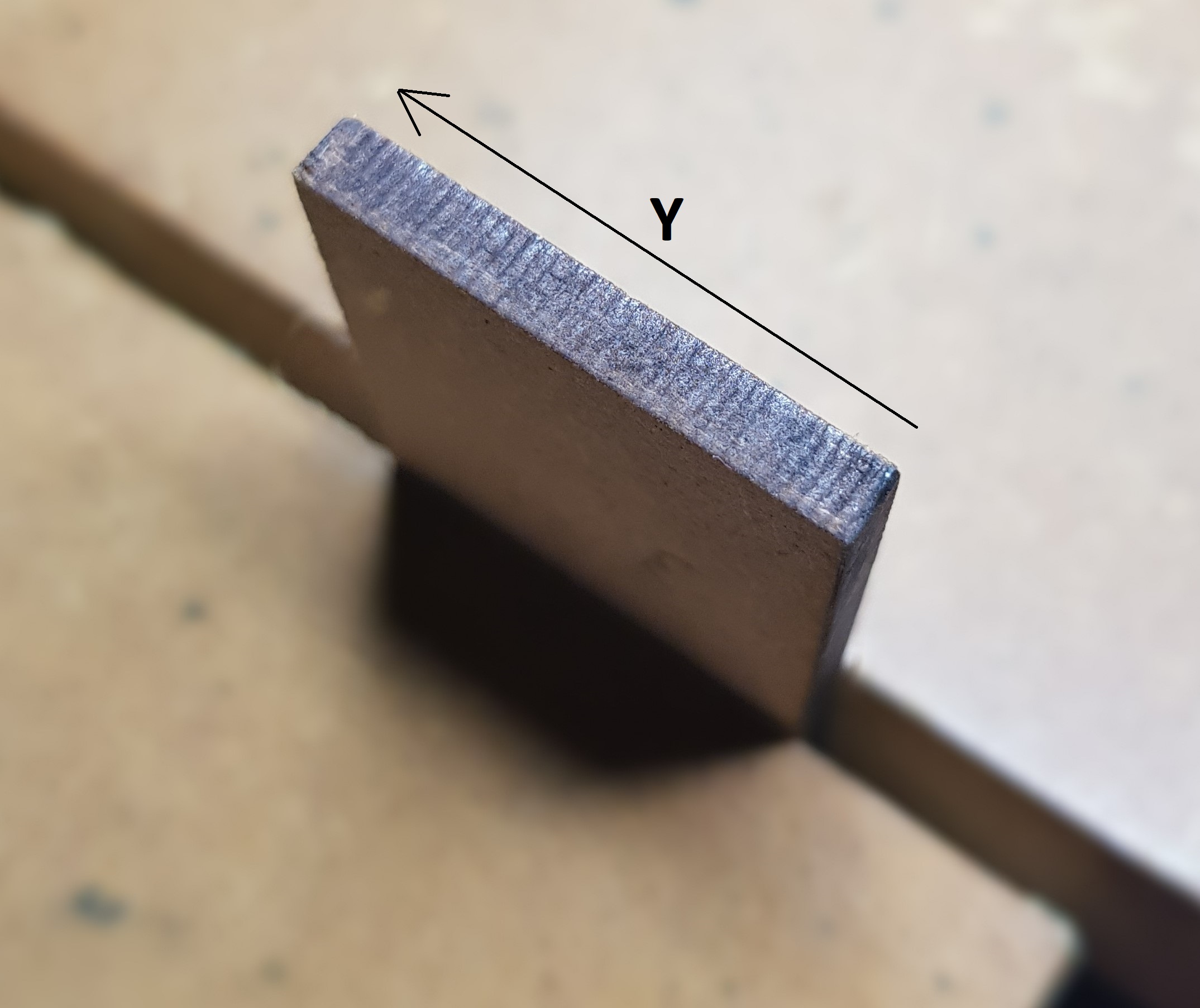
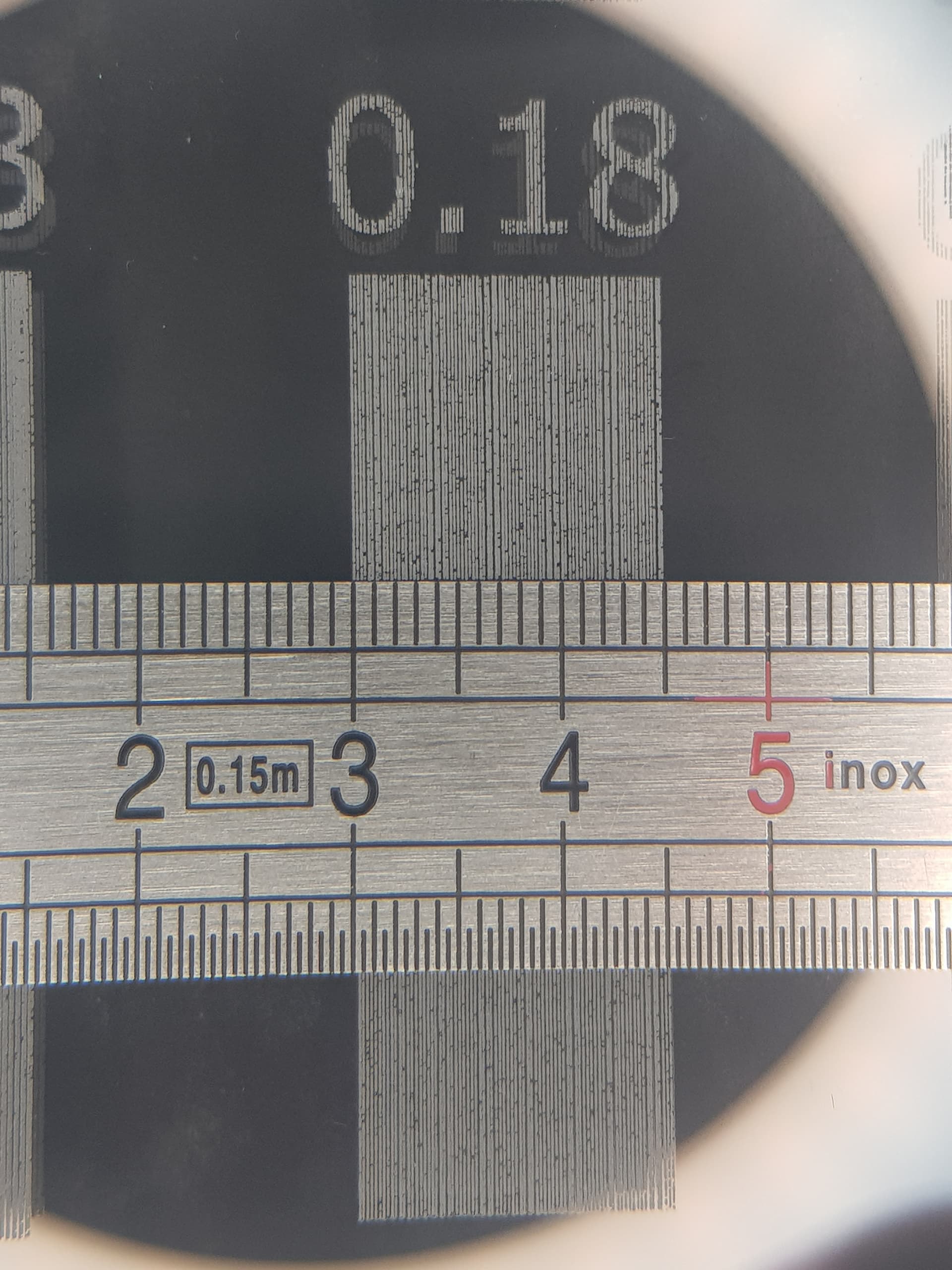
Normal cuts with short axis (X) are clean and flat but cuts done with the long axis (Y) have some kind of steps on them. I’m inclined towards this being the problem. It’s like the Y motor is not microstepping. Compared to X, seems like Y is taking bigger steps but both are 1.8º motors with the same microstepping settings. Should I increase microstepping on Y to see if the steps change? Is it OK for 2 motors to have different microstepping provided the steps are properly calibrated?
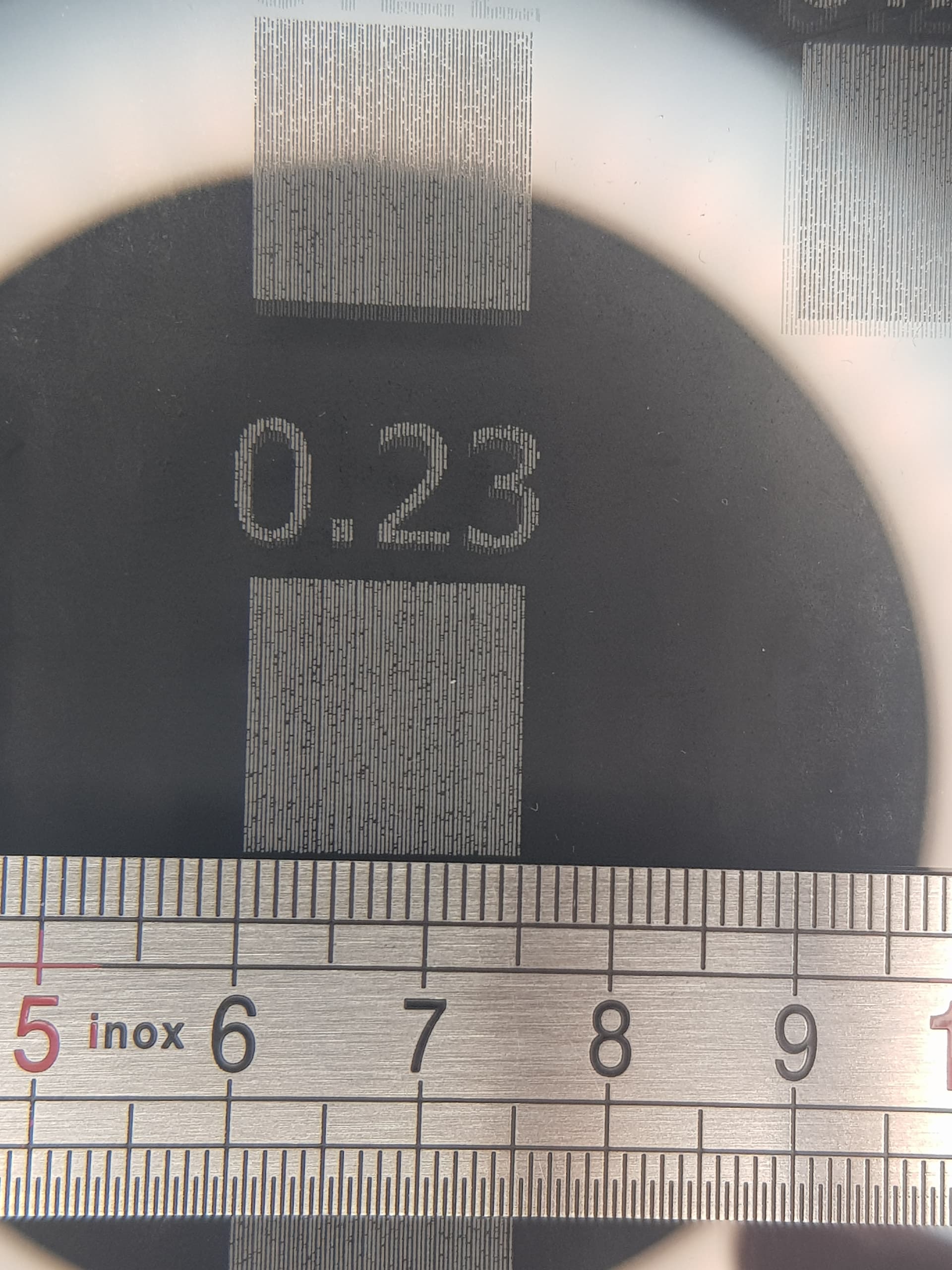
That means a 0.14 mm scan interval is only 14.9 steps: some scans will be 14 steps (= 0.131 mm) apart and others 15 steps (= 0.141) apart. That accounts for the Moiré patterns in the 0.14 mm interval photo and some of the irregularity in the others.
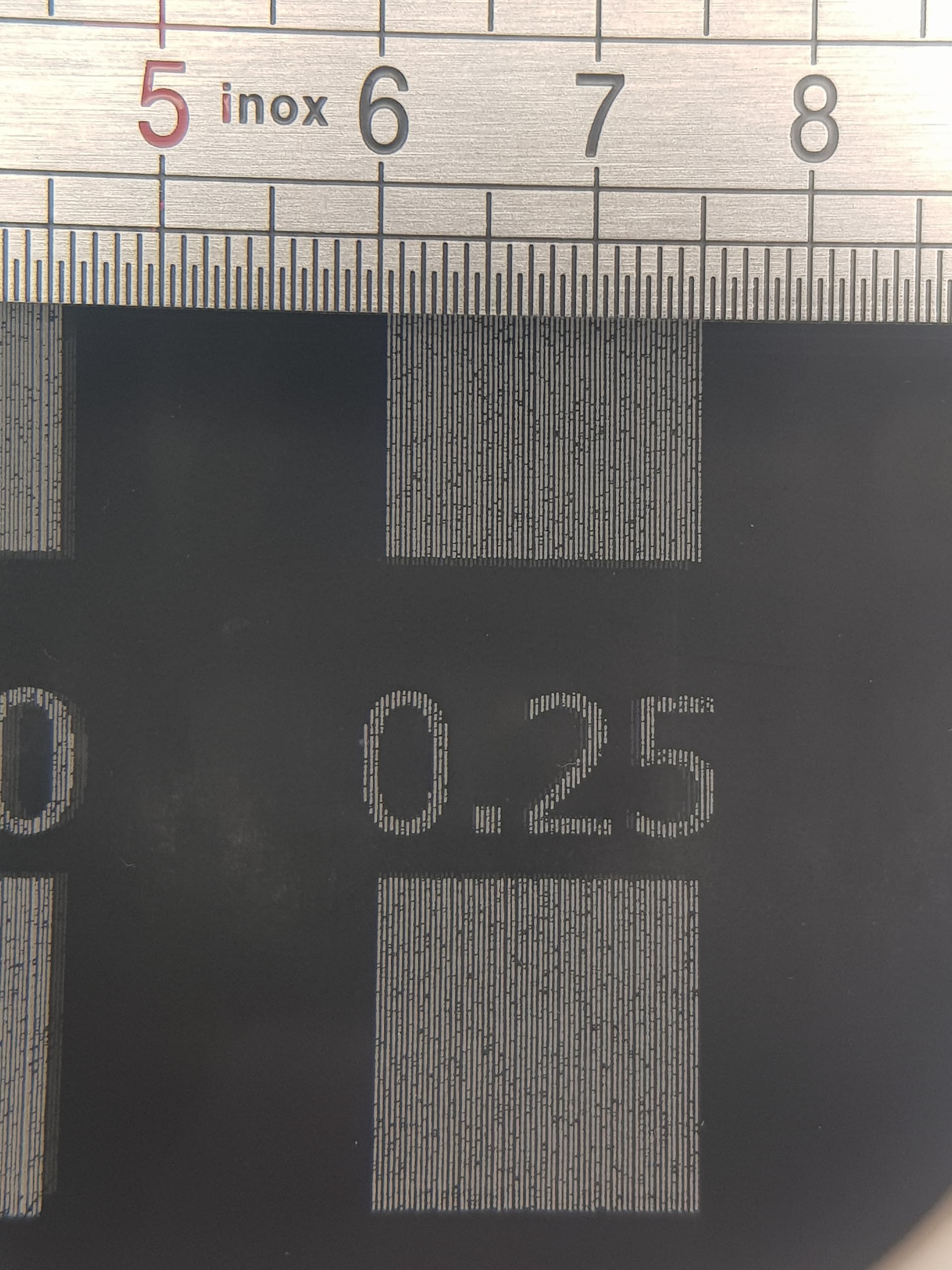
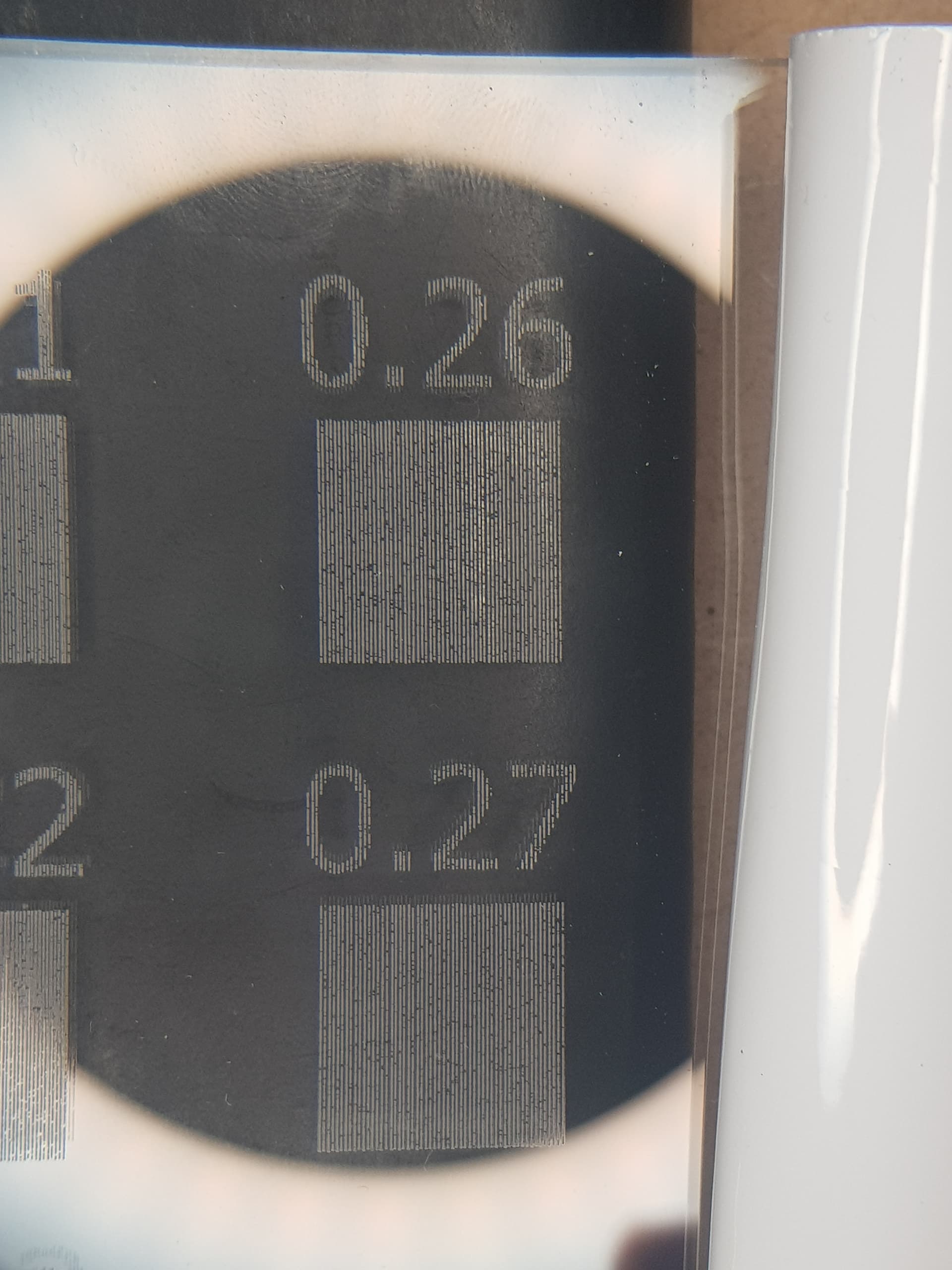
On acrylic, successive scans look like they’re paired. The spot size is about 0.2 mm (nice work!), so a 0.14 mm interval leaves 0.03 mm unscanned on each side. That means when the actual interval is 0.141 mm you see a small gap, but at 0.131 mm they merge, resulting in a relatively wide two-line stripe with a narrow gap to the next pair.
Using a 0.10 mm scan interval will finesse the problem by forcing adjacent scans to overlap, even with slight offsets.
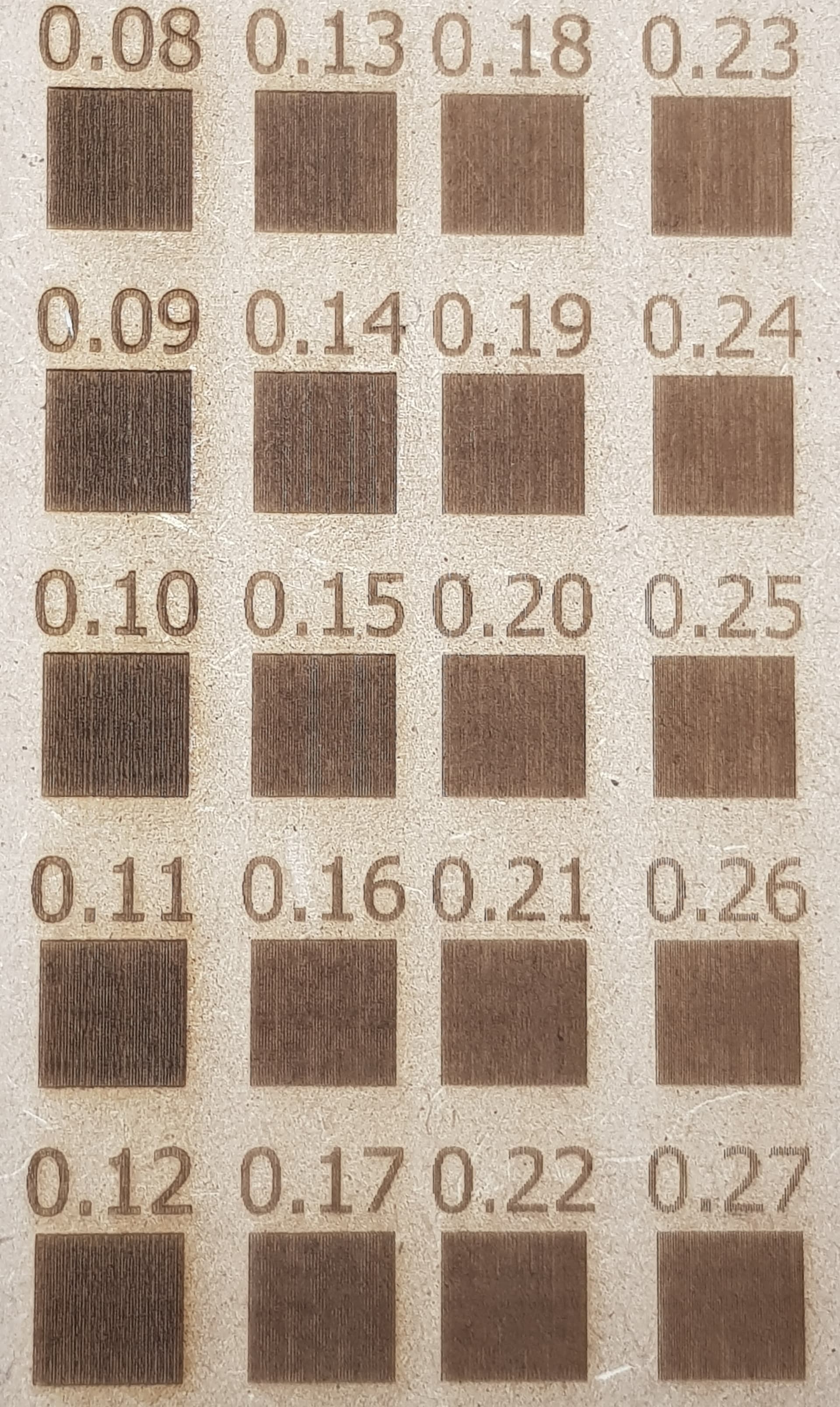
In coarse materials like MDF, I think you’re already trying to gild gold. Try defocusing the spot to make those wider intervals look better.
You could increase the microstepping to, say, 8000 or 10000, but it probably won’t make much difference. FWIW, my laser came set for 5000 microsteps and I’ve been blissfully unaware of the situation you’re facing.
Apologies for the late answer, I haven’t been able to work on the laser until today.
Turns out you were both right!.
As @jkwilborn said, It was something mechanical. I had rigid couplings connecting the motor to the Y axis shaft and pulleys. I think the rods are slighty curved so with the rigid coupling they were binding on every rotation and that was the pattern.
I changed these couplings for a pair of spider couplings so they can compensate this offset and now the problem is greatly reduced.
On the other hand @ednisley maths really helped me understand how to calculate my steps in relation with the microstepping, belts and pulleys. And also how an uneven scan interval will produce the Moiré patterns.
The only thing left is the inconsistency of the beam. Some spots on the line are like the laser was turned off, but obviously it should be a continuous line.
That will be very useful knowledge for future debugging efforts around here: thanks for mentioning it!
This may be a tube or a power supply issue. Or, perhaps, it’s just the way things are.
At very low power levels, a CO₂ laser tube doesn’t produce a nice constant beam. Instead, the tube current shows high peaks and valleys, with no particular pattern, as shown by some oscilloscope screen shots at various power levels.
This is at 10% from a (claimed) 60 W tube:
That’s not quite what you’re seeing, as high current pulses produce dots, rather than gaps, but what’s going on between those pulses seems relevant.
Higher power settings (thus higher tube current) tend to be better behaved, so you may see some improvement if you increase the power and also increase the scanning speed to apply a similar amount of power to the material. A few percent one way or the other won’t make much difference, but if you’re already scanning at close to the machine’s maximum speed, you won’t have much room to maneuver.
Remember: experience is what you get when you don’t get what you want.
I wish my scope was musical and had a sing option… I get tired of hearing it beep
There is lots of support for too low of a pwm causing tube damage. I think your scope shows that the lps builds up voltage until the tube lases, it isn’t supplying enough current, so it stops lasing and the voltage builds again… So it works kind of like an Avalanche diode.
It may never completely lase, so it’s TEM mode is unpredictable and, they claim, accelerates the gas breakdown process… if you believe the science …
Probably one of the reasons they don’t pump the laser up a bit before they fire it…
I’ve read plenty of hearsay & speculation, but never seen any actual science in terms of “this is what happens, here are the measurements, this is what to do about it”.
I vaguely recall St. Sadler being told by somebody who should know that what he called “preionization” is exactly that sort of low-current behavior and didn’t do any particular damage, mostly because it was such low energy, so not to worry about it. Unfortunately, whichever video that might have been is buried in hundreds of unsearchable hours of video …