Hi everybody,
I bought a TwoTrees Laser Machine TTS-55 2 month ago and it is driven with an internal GRBL 1.1 software. It consumes about 40 watts and delivers 5,5 watt selon la documentation.
I’m doing paint burning in order to etch PCBs. My OS is Linux Debian 11.
Connected on /dev/ttyUSB0 port.
At 1st time i had many problems finding the good paint. Now that this is resolved things are clearer
and permit me to see next problems are behind.
I’ll just tell you what i watch, and what i want to reach: i do not pretend it is a problem.
I tried to etch some PCB bords and realized that some thin tracks (at 0.25 millimeters).
where broken and some not.
After an good observation i could see that horizontal tracks were good but vertical were not.
The laser mooving horizontal it was like this.
I can also watch a sort of wide zone before and after the tracks which seams to be constant
but i think it is the normal behavior.
I think that the laser cuts too late after the tracks come (the track is the resulting of remaining paint),
and re-establish too quich before it finishes, so the resulting track is thinner that it should be in this side of scanning. I mean in horiz. side vertical tracks will be too thin. It is a kind of triggering problem.
I changed speeds from 500 to 7000 and it is exactly the same.
So I decided to make a test with vertical scanning and could watch the same problem but even worth so that the 2 1st track at 0.2 mm and 0.25 mm where not even visible.
And could watch that whitespace before and after the track was larger.
I precise that tracks are straight, and not distorted at all it’s just they’re thinner in the side of the mooving axe. I’ll add a picture… cannot see how to operate yet.
I’m working on something similar.
It’s a common hurdle that a diode laser dot is rectangular and is longer along one axis.
I’ll probably turn my circuit board 45 degrees and widen the few 45 degree paths that line up with the axis of the smaller diode dot.
I’m testing with Yellow Tremclad. May I ask which paint you’ve tried, what works for you and which etchant you’re using? I feel that an aggressive etchant may be faster and more tolerant of narrow traces. It’s probably something I should test.
You may have success with dragging the picture over a reply here.
The upload button toward the middle of the top edge of the reply box has an up-arrow if drag and drop doesn’t work.
I’d probably attempt something like print and cut.
Dad used to hand draw the circuit layout the board with tenth-inch grid paper.
Cut the board and the drawing to the finished size.
Use an automatic center-punch to put the pin locations into the correct places.
Hand-draw the board with a resist pen.
Etch…
Then clean and hand drill.
I did a few when i was younger. I haven’t etched a board since the 80’s.
The old pens weren’t great. I think modern paints and a hobby-diode might make a decent process.
What kind of bit in the mill? Do you leave the board in place and switch to a drill bit?
We have a couple of CNC gurus on staff. I’ll ask them how they’d do it.
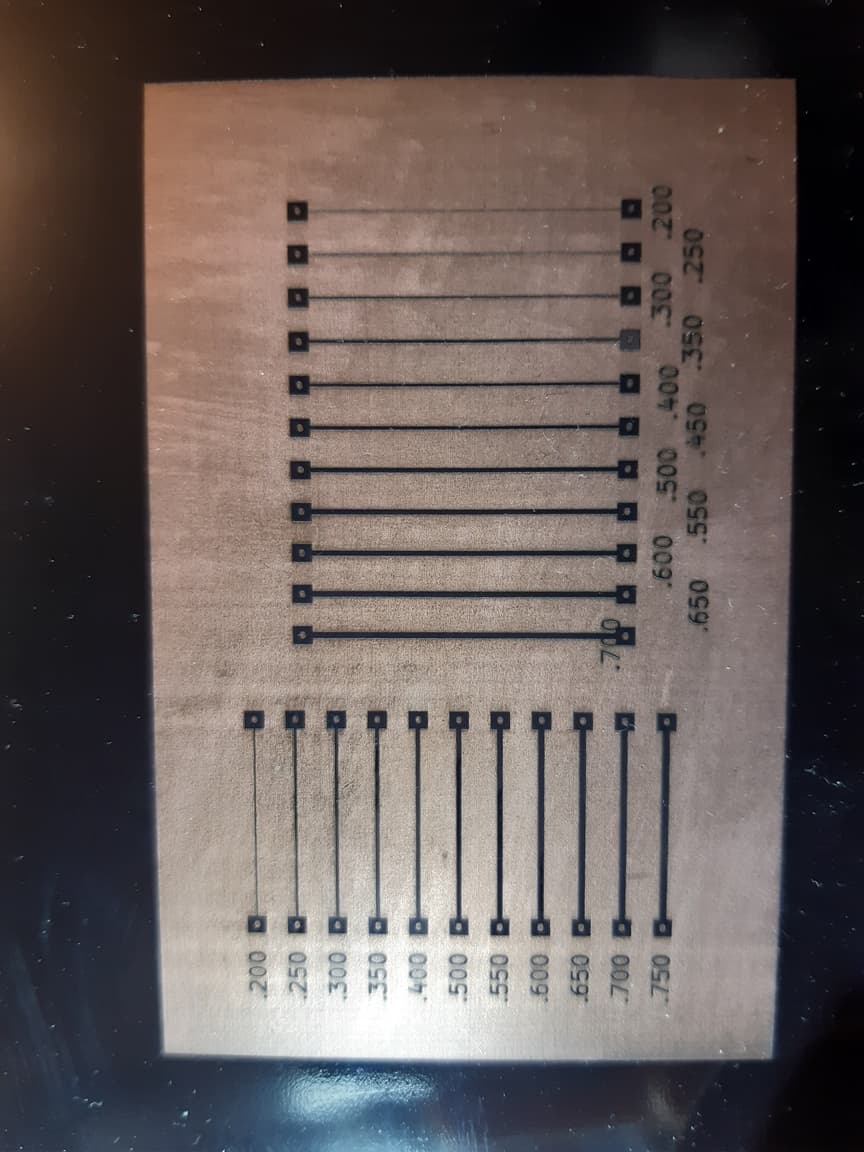
Each picture should be turned 90° counterclock way.
The File0 picture is horizontal scanning and the second File1 picture is vertical scanning.
Each 0.2 mm track which is in the sense of scanning is correct and can be etched: i made it.
but not the orther side.
I do not like to mill at all since i’m afraid i’ll not reach it for my QFN packages and it makes dust.
In example : LT8705. (The QFN version).
My CNC is just for drilling. But it is recent and i must work on it.
1st : i make the holes. then coper deposition, then etching, then mask.
Well the is what i wanna reach. I’m not far, i received my CNC recently.
Hi JohnJohn,
This is the third paint i try the 2 precedent were a “catastrophe”!
I told to myself : there are 3 caracteristics needeed.
1/ The paint must stick to the board.
2/ The paint layer deposated must be thin.
3/ The burned paint remaining must not stick to the board.
4/ In case you must clean a bit the paint must not stick to the sponge or any cleaning tools.
The i took a full glossy paint Aceton dilluated.
The glossy paints contain resines and they stick hard.
Some of them a kind of plastic dissolved in Aceton.
After laser burning, what remains is a black powder. It smelt very bad and is toxic:
do it in fresh air!
I don’t even have to clean before etching.
Here are the references: DUPLI-COLOR , RAL ACRYL 9005 glossy.
Don’t take other than glossy.
I found this paint in french store in France.
I’m pretty sure the width problem is NOT due to the Laser Shape.
It is due to the ensemble, machanicals and laser diode commutation.
In my case, this is handled by the GRBL code.
Since i’m a C programmer, i looked at the opensource code but for now
i’m unable to understand it with my 2 neurones.
I think that the code must apply a advance on positive thin bands .
The problem is that the tracks are negative bands.
I’m pretty sure there’s a way to operate so that at a certain speed, the laser, cuts light at the good moment and only the 90° direction of the scanning.
Because if you look at my 2 pictures, you’ll see that the tracks avec very straight in all circonstances.
The reason is the laser has not been optimized to commute on negative bands but may be more on positive bands. I suppose this is hard coded but could be parameterized int GRBL code.
GRBL is code : not a driver since it’s an Atmega 328. Well it’s a driver too but the board has no operating system.
May be motors and laser should be handled directly on parallal ports like does LinuxCNC program,
then you can control everything you want.
So i posted the issue (well let’s say what i wanna reach) to the
GRBL forum associated with the Grbl repository.
I would qualify what we do “Research” so you may waste many material, time, etc…
On some prototypes, i do very complicated cards double coper sided and sometimes the etching
of the 1st side is perfect but the other side is crap for sometimes supid things.
Okay and what’s that mill bit’s path range, what kind of value in millimeters?
I suppose these mill bit tools are quite expensive.
There’s a long time i make PCB and i’m searching for the good ratio efficiency/Cost.
Not sure milling is cheap.
You can examine and confirm the GRBL parameters by requesting a report from the Console window.
In the Console window type $$ followed by Enter.
That report, which we often ask for shows the maximum speeds and accelerations and you’ll likely find them to be identical when comparing the X axis to the Y axis.
The meanings of these settings and parameters are here:
Hi John,
The 1st video is amazing sure but it’s a fiber powerfull laser and i do not have money to buy that.
I’ll look at the offet settings, thank you! May be it’s not what i want : let’s look…
i discover lightburn and i’ll buy the license i think, there are many interesting settings.
For the $, $$ commands , yeah , i did type them sometimes allready and some others.
I’ll put a new topic because i’ve problem with M4 mode.
Ma laser is a TwoTree TTS-55 also called TOTEM-S for series.
M4 is a mode for variable laser powering during jobs in the purpose to fasten operations.
There are two drivers possible for my TwoTree laser:
Totem-S (No M4) and Totem-S With M4.
A 1st i used The with M4 until i had and error message telling me that M4 was not supported.
So i created another device entry with the non-M4 pointing on my same laser peripheral.
The problem is that it runs in degraded mode : very slow (may be less than 1000) too long!
I can burn at 6000 or 7000 without any problem.
Then i type M4 on the CLI console and saw exactly the same message.
After reading the doc i saw that M4 needed laser mode to be establish:
$32=1 so i typed:
$32=1 => ok
M4 => ok
Well i think this is not established in lightburn because it depend of the firmware will react to theses commands.
What could i do so that i do not have to type this $32=1 each time?
Sometime it works and some not may be because sometimes $32=1 has been established before by another job or some resets and remains in the controller.
Ok, i’ve allways seen this topic by searching help for my tracks thick problem.
But it is not my problem. If i make consecutives lines they are perfectly aligned.
on burned areas i can even see the laser lines with magnifying glass and they
are perfectly aligned.However this correction will never be a solution for my problem.
The other problem mentinned where we can see tracks zigzag on the edge
is not too: my be i have it e few on thin tracks at fast speed but it is not that.
I think that what i ask up to the limits possible and i pretty sure it’s not a Lightburn question.
Merci beaucoup!
Hi John,
I struggle to understand your question, using a translater did not change.
Or may be i do not know Lightburn enought to understand?
What means “dot-shape posit” precisely ? A Lightburn feature?
What do i disprove? Generally i disprove what i tried yet and didn’t bring anything or was worse.
Haaa ok i understand:
I printed in the sanning direction and in the 90 degrees from these directions.
I mean i scanned horizontally and vertically . The tracks that you may see on the 2 pictures.
A quick answer to this question without any try could be:
I’ll have a rendering in between the best quality and the worse according to the angle degree.
But after thinking, may be not : It depends what is the problem.
Note that the problem is still quite light for what can be asked of a laser of this range.
It may be a misconception on my part but the dot appears to have astigmatism introduced by light from a rectangular light source passing through the first lens. I adjust the focus to minimize the width somewhat for cutting paper. I’m not certain I will have this luxury for engraving paint.
I’m looking forward to testing circuit boards and materials as well.