Maybe so, but my X axis will run 1650mm/s much faster than you can really use for anything practical. They are the stock motors on my ‘China Blue’ 50 watt, probably like Joe’s…
Would my improvement be less overscan from an increase in acceleration?
I’m at 45,000mm/s^2 now, up from the 4,000 that was the stock setting.
Looked at the motors. Looks to me like they buy a ‘standard’ NEMA model, probably with shafts out both ends and add the part that has the, I’m assuming an optical disk or some kind of encoder.
That’s probably why the length is of the original motor. It is quite questionable… Isn’t the first Chinese ‘thing’ I’ve questioned…
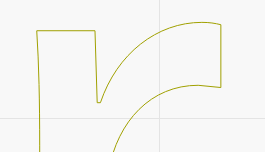
I just ran your test file. I had to dial down the power but left the speed as you had it. Even with less power the small letters tended to burn thru, because I don’t think I’m getting close to your speed setting. I set origin, then test fire, then ran test fire after it returned to origin and from my eye all seemed to line up. In other words the before and after cut showed the origin didn’t move.
This was not a difficult file to run on the machine. Since the letters are all so small the machine barely gets going before changing direction. By the way my stepper drives are set at maximum resolution of 25000. I’m also using nema 17 stepper for X and nema 23 for Y axis.
Not sure if this helps other then to conclude that no issues found when running your file on a different machine.
I doubt it really gets up to speed in many areas. There is no way for it to stop and change directions at 12mm/s. Don’t think the physics will allow that.
The speed can’t be maintained thought that corner. Which is the basic idea of the min/max power usage.
This brings up many issues mostly how the physics work changing direction and accelerating without slowing down.?
Add to that the speed is low, is it below your ‘Start speed’?
@dean448 controller will go very low, hopefully he changed the min power on your layer before the test.
IMHO, you should set you ‘start speed’ to a known value, mine is around 10, and you min power to the lowest you can set it that will allow it to lase properly. Anything at or below the start speed will get min power.
At least help with the burning corners.
I’m still waiting on a resolve of the posted issue…
Power/burn through is not an issue because… 1.My new tube I just received is defective with a split beam so power output is low (at least it’s better than the tube I’m replacing) and 2. I’m etching anodized alum with this file, so no burn through.
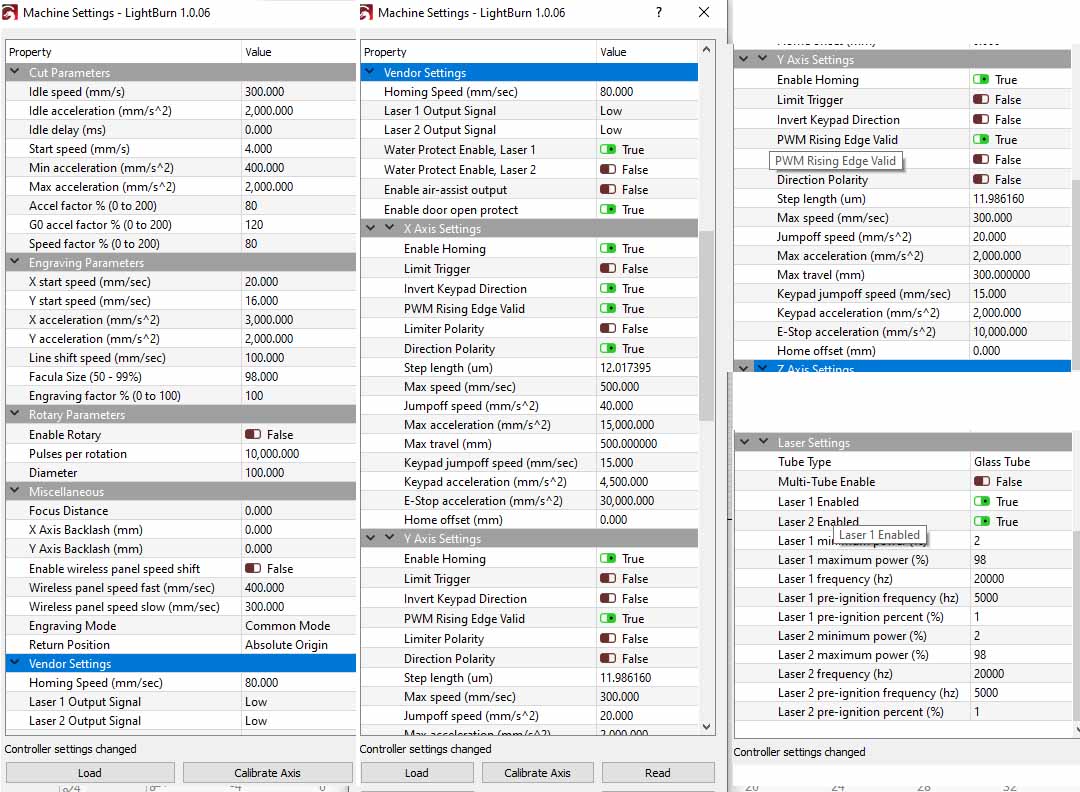
So, based on the file and the attached machine settings, is there anything I should probably change?
I have start speed set to 4mm/s because I have to go slower than 10 for some cutting operations, especially since I have yet to ever have a normally functioning tube in this machine. The quality of my etchings are turning out well with this power and speed setting with the current tube. I understand that it can be helpful to have lower min. power settings for many jobs.
The issue is still: why is the origin point shifting and causing the cuts to be progressively shifted through this job?
New info:
If I pull or push semi-hard with my hand while the machine is idle, I can get the x axis to completely slip. Maybe I hadn’t pushed hard enough when testing that before. Is that an indication of a mechanical issue?
When it slips, there is a sound like that of a hack saw going through metal - grindy and pulsed - the pulley is turning so I’m guessing it’s the stepper motor slipping that makes the sound, and not the belt slipping.
OK, I wouldn’t try to run with his settings, but if someone with nema 17 or 23 steppers is getting 50x my acceleration without issue then that tells me at least that my acceleration settings alone aren’t the problem, for example.
I set the Jumping Off speeds lower as suggested and it did not fix the problem, but it may have helped a bit. The test only shifted about 2mm.
I went back to the beginning of my troubleshooting process to reconfirm all I’ve tested over the last few weeks. When I fiddled with the PWM Rising Edge Value settings again it seemed to solve it. I have been running through a bunch of additional tests to try to isolate variables and make sure I understand if PWM is the only factor or if there might be other factors in combination that fixed the issue. I’m pretty confident at this point that it is at least 90% of the fix. I thought I had it fixed a few times previously, only for the problem to return, so only time will tell, but I have about 5 tests now with no problems so I’m optimistic.
Thanks to everybody for all the help! I have learned a lot from you. Apologies for taking us down such a labyrinth only to find such a simple solution that I had claimed to have tested previously.
Joe, Great that your going in the right direction. if you think you found a solution to the original problem it would be great if you edit the original post and add: “Solution- bla bla bla …
These threads often tend to ramble and interested folks don’t have the energy to carefully read and figure out what was concluded.
For some reason it’s not letting me edit the original post or select a solution… my guess is that this forum section doesn’t have the solution feature enabled… and that posts over 24hrs or so aren’t editable…?