I’m not sure if I’ll ever understand this, but I have learned more about Ruida’s poorly documented “mystery” fields in a long intense mania session tonight.
Also important, I’m creating new ways to test the performance and trying to get the Ruida’s output to be more consistent.
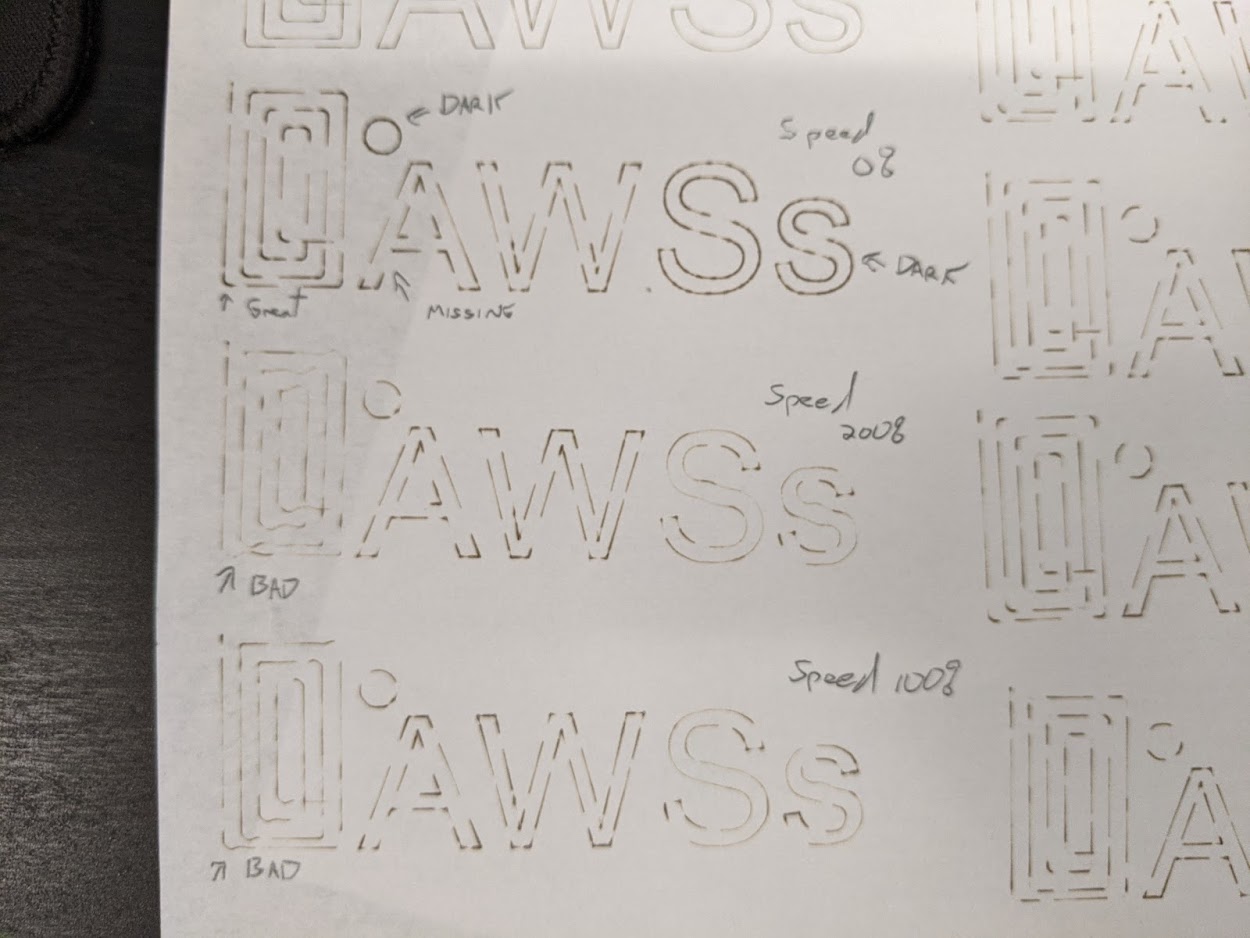
This one was surprisingly important! If we were traveling up or down the Y axis, and hit a corner and went down the X axis- AND ONLY IF the corner is radiused- I got a clear oscillation. It also shows up on the middle of certain curves like the middle of that lowercase “s”.
Now, initially, anyone would say that’s a mechanical problem due to excessive acceleration. But I tuned the Y accel way down. And tuned the cut accel (vector sum only) way down. It didn’t go away until it was comically, uselessly slow. It didn’t even seem to become less prominent until the numbers were far too slow.
I don’t have a “why”, but the mystery “Speed Factor %” parameter is critical here! I had it at 100%. 200% moved made the oscillation notably more prominent, whereas 50% made it disappear! I ran a large 4min vector cut job with a ton of tiny detail and it added like 5% time to the run, I call that a win.
I proceeded to kick up the Cut parameter’s max accel, and things just got faster and quality looks improved.
Many interesting notes:
I had Start Speed at 1 (really powerful RF laser here, I don’t need a start speed, it PWMs proportionately at <1% duty). It allows you to enter 0.1, but then the laser will just hang in the “RUN” state with no movement, no beam, no alarms.
MIN ACCEL doesn’t seem to have any effect on anything.
Accel % and G0 Accel % don’t seem to have much effect. It appears G0 Accel speeds up and slows down the Frame function, which is like a G0 rapid, I guess. I think it affects the rapids between cuts, but I’m confused because I think that’s controlled by Idle Acceleration.
This test pattern shows a number of things. It’s a high speed (600mm/s), 5% low power burn with a defocused beam on paper. The test creates a steep threshold where it produces no color change at all if the energy is below a certain point. And repeatably I get these gaps where it’s throttled down the beam too much. It’s not problematic for normal cuthroughs, we’d just make it a little slower and get a full cut on the worst spot and overcut a bit on the “good” parts which doesn’t create an actual prob. If I’m doing this text as a surface engraving on acrylic, these flaws will appear to close inspection.
As you can see, the Ruida’s motion control is kind of butchering the power level consistency. I’m not sure why but monkeying with the parameters is improving it, but not making it go away entirely.
Weirdly, my first observation was that the Ruida would overpower at start/stop points and sharp corners- not scaling back the beam enough for the current achievable speed. Now I’ve got this thing where the cut along short start-stop bits is consistent with the full speed cut in a straightaway, but there’s a dropout that seems to be where it changes from a scaled-back power because of limited speed to the requested power at the requested speed. Not sure why.
Now that I look at it more, I find it interesting that the “squiggle” such as seen in the middle of the lowercase “s” at “Speed Factor 100%” coincides perfectly with where there’s now a power drop, although it’s no longer squiggling. I’m still confused on this point.