I would appreciate some feedback to anyone who currently owns a CO2 Galvo machine!
I have a CO2 gantry laser (and also a UV Galvo and Firber/MOPA Galvo) and I recently purchased a CO2 Galvo specifically for faster raster scanning (and to minimize all the side-to-side wear and tear on my gantry).
I even purchased an upgrade ($290) to a Galvo head capable of up to 7000mm/sec…
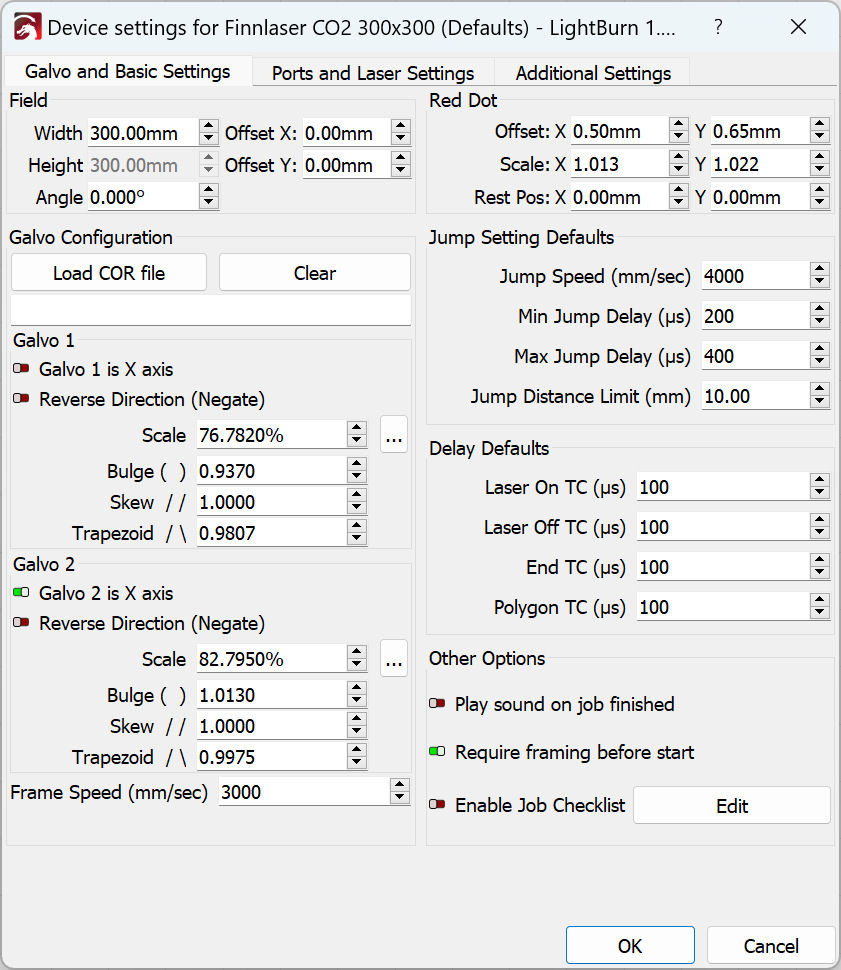
I can not get a proper raster image on this machine at virtually any reasonable speed. I have run tests at 5000, 3000, 2000, and even 1000 mm/sec.
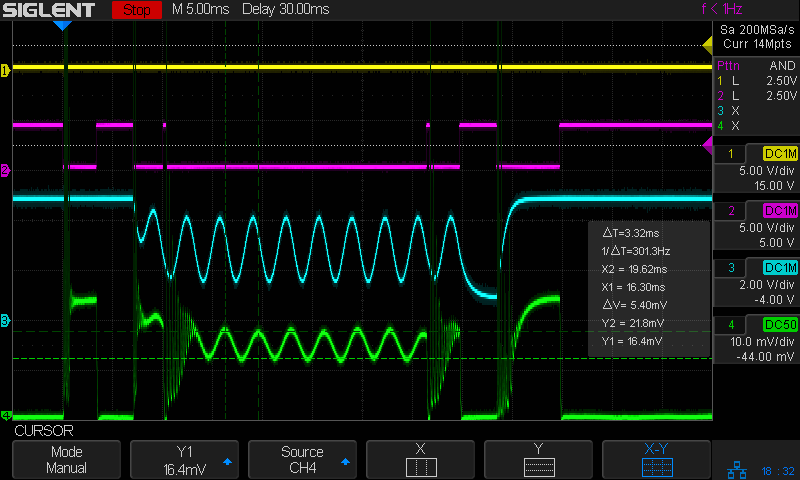
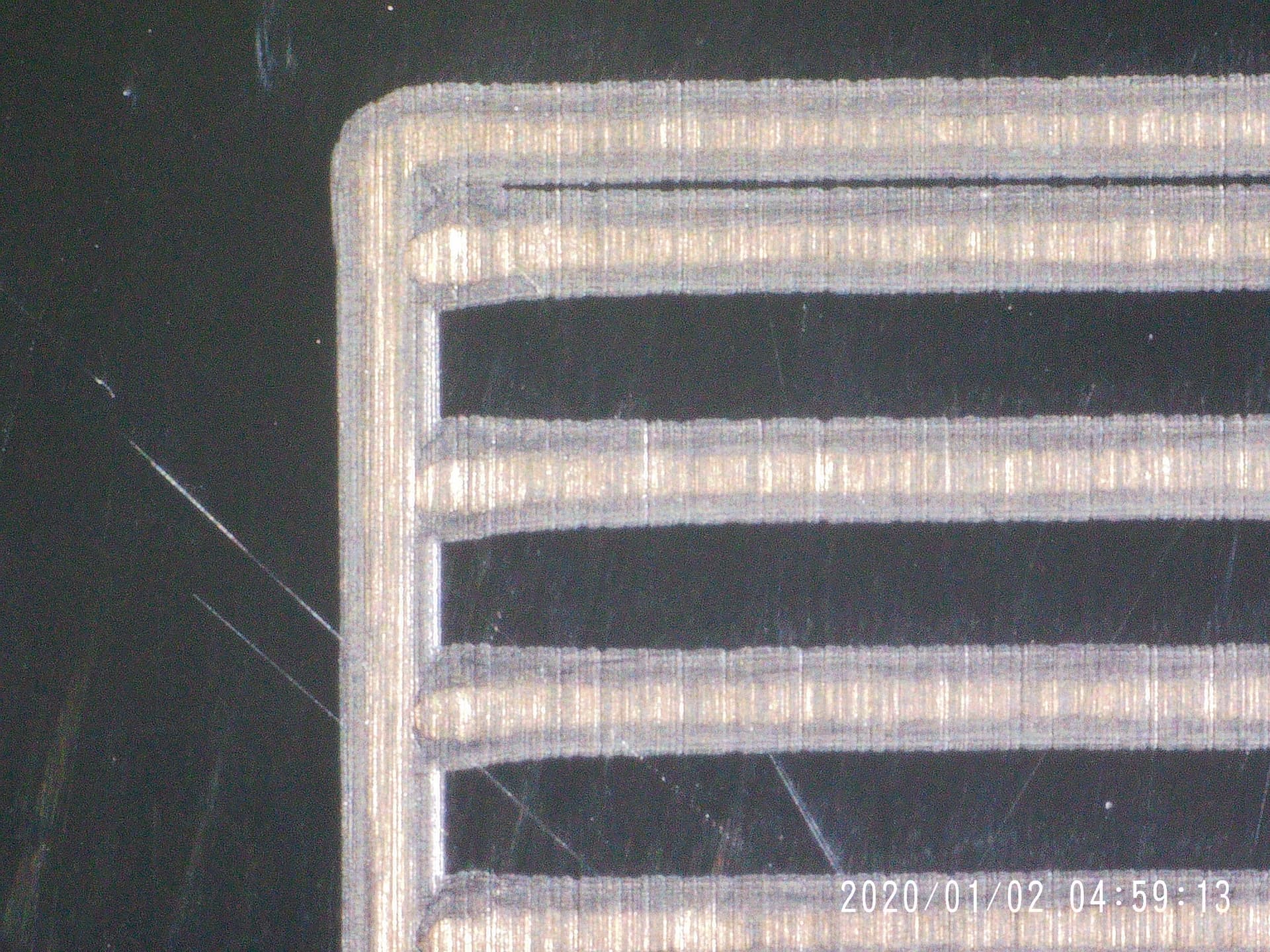
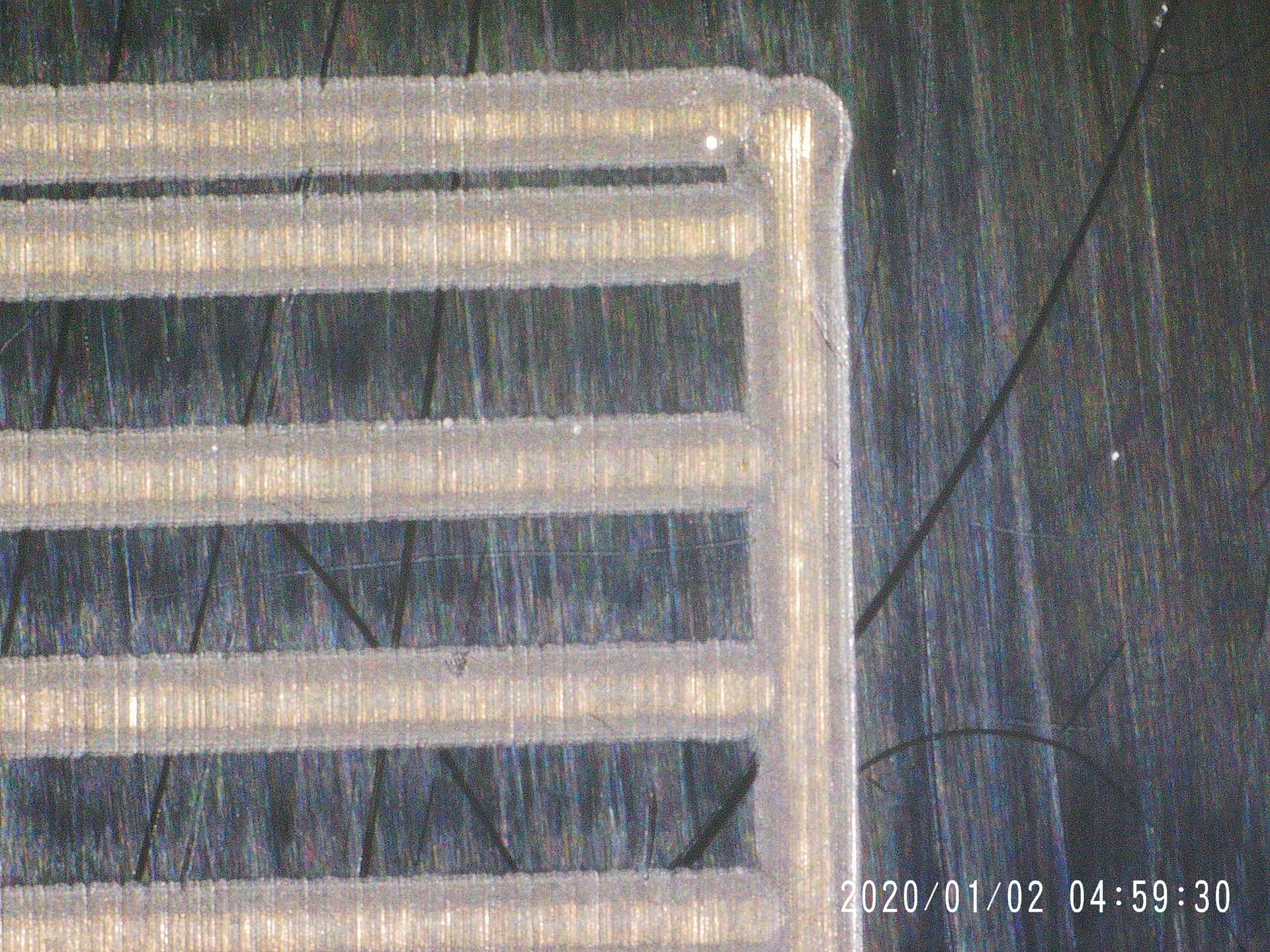
The manufacturer has participated in a Zoom call and even they could not get a proper image as low as 1000. (I was testing on thermal paper so we didn’t go lower as all it would do is burn). No matter what settings we/they tried, I always got a double (skewed image). Basically, the even number rows were pushed in one direction and the odd number rows were pushed in the other. In the end it looks like a double image. Its actually two half-images slightly apart.
The manufacturer is telling me that CO2 lasers are simply not capable of firing fast enough (turning on/off) to keep up with the galvo and that I will need to adjust my speeds lower than 1000 mm/sec. To me, this makes the purchase of a CO2 Galvo laser useless. I might as well use my gantry for such slow speeds…
I run my UV Galvo and Fiber Galvo at speeds greater than 1000 mm/sec all the time. It appears they are trying to tell me that a CO2 laser can not fire fast enough to run at these speeds.
I think they are just making excuses for a machine which is not properly designed. However, I would like to ask anyone with an actual working experience if they can tell me what the actual maximum biderectional raster scanning speeds their machine is capable of (without corrupting or distorting the image)
Anyone? (Thanks in advance!)