The sixth Release Candidate of our new software for CNC users — MillMage — is available for download now!
Continuing the development of MillMage, this release candidate update includes many bug fixes and tweaks.
MillMage-v0.8.00-RC-6 - Change Log
Changes Since MillMage-v0.8.00-RC-5
Bug Fixes
- Fail gracefully on DXF SPLINE objects with fit points (#1149)
- Fixing logic for the tool length probe warning dialog to appear. (#1092)
- Hiding unused values in probe settings, adding missing labels & tooltips in the probe wizard.
- SVG ‘s’ command didn’t work for sequences of points (#1160)
- Some probe values were not being saved to the config
- Fixed bug causing bottom of main window to appear off screen on load.
- Fixed issue with Operations Library not staying within saved dock location / creating a third dock row.
- Fixed incorrect maximum size limit on MacOS toolbar buttons.
- Fixed issue with toolbar icons having edges cut off.
- Fixed issue that could cause main window to load on incorrect screen, sometimes many times larger than the screen.
- Prevent top level menu keys from conflicting with hotkeys.
- Fix to User cancelling GCode generation not actually cancelling.
- Fixed crash on convert shape to bitmap if it was unassigned to an operation, show error message and abort instead.
- Fixed crash on convert shape to bitmap if it was unassigned to an operation, show error message and abort instead. custom error message for LB vs MM
- Ramp angle wasn’t saved/restored, is now also part of tool definition (#1162)
- DEV-1881 Font skips around and reverts on Mac (#1147)
- Qt6 set a 256mb max image size. No thank you. (#1181)
- When pasting a copy of a PathShape, do not create Tabs unless the source cut had Tabs enabled.
- MillMage wasn’t framing relative to workpiece origin (#1183)
- Fixing the framing including shapes without operations, or with operation output disabled.
- Fixed issue causing docks to consume entire window if operating system display scale is changed.
- DEV-1445 Ellipse tool ovals are not exporting properly to DXF (#1178)
- Stop button didn’t properly reset spindle/laser state to off. (#1174)
- Updating the logic & text of the device size mismatch warning. (#1193)
- Removing unwanted conversions for velocities. (#1173)
- Extraneous Velocity Field Conversion, Revenge of Same (#1197)
Existing Feature Updates
- Give stacked buttons a bit of forced extra width to allow side clicking (#1151)
- Show a message if the user tries to calibrate axis while rotary mode is on (gantry)
- Icons for Material Library functions (#1186)
New Features
- DEV-78 Add font management dialog (#1007)
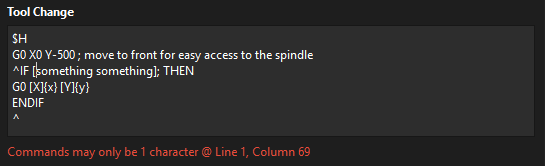
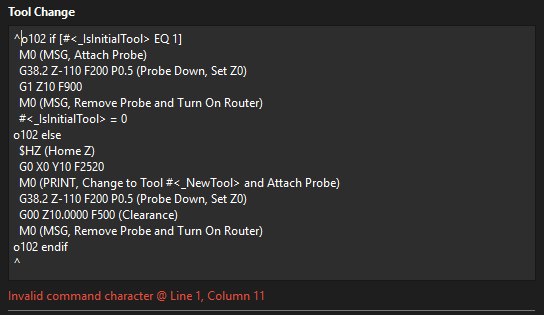
- Custom gcode can now have escaped text sequences.
- Make G20/G21 modals editable gcode blocks for custom gcode.
- Remove mm/s as a device setting option.
- Added Drag & Drop to move tools between categories in Tool Library.
- Allow the user to save the position as a machine or workpiece coordinate
Miscellaneous
- Allow user configuration of Z lift offset for TLO probe routine (#1161)
- Remove ability to set Z=0 position
User Interface Updates
- Selected shape / item dash length now scaled for screen dpi.
- Better message for PDF Import Error to suggest converting to image before import.
- Improvement to probe wizard to deal with zero Tool Diameter better.