Hello. I’ve read all the similar posts and can’t find an answer.
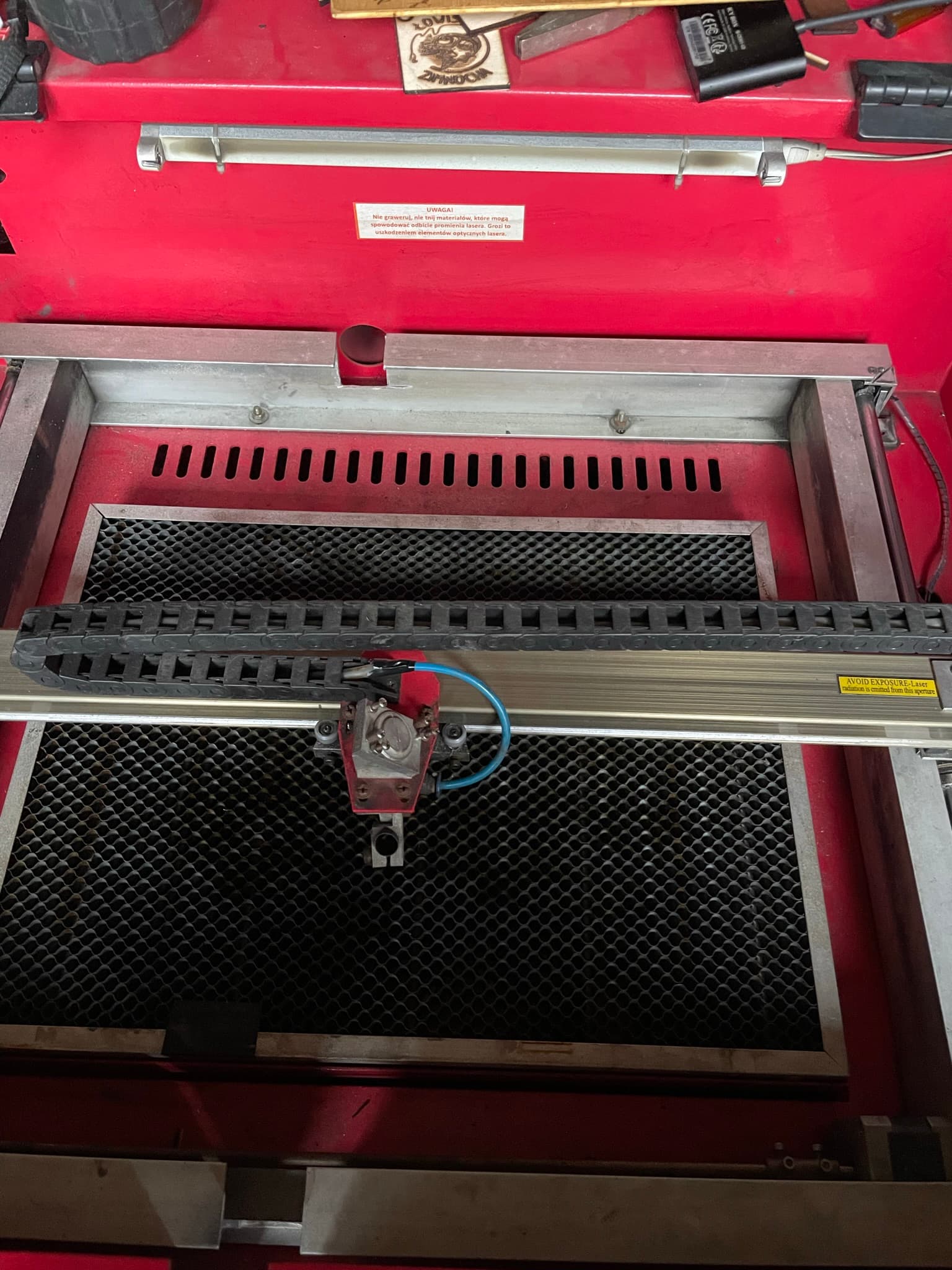
I have Co2 similar to K40, I bought MKS DLC32 V2.1, I connected everything correctly. I am moving the axes correctly on the touch panel. The problem is the home position. It doesn’t fit where it should. Ultimately, it should be the upper right corner, when adding the laser I marked it. I’ve tried different combinations and my hands are falling apart. Please help
Did your K40 home at the upper/right?
You need to explain a couple of items…
- doesn’t fit → what do you mean?
- adding the laser I marked it → what did you mark?
- what are you changing?
Did the machine have home switches on it originally or is this an addition to the machine along with the controller update?
What combination are you speaking of, the four corners?
![]()
You’re right,
The K40 usually has the switches bottom left and the origin top left to keep the gantry out of the way when changing materials.
This seems backwards to me. From what I’ve seen K40 machines typically home top-left. And with the exception of Monport machines being top-left origin, all the other common conversion controllers including C3D, MG3, OmTech K40+ have origin at bottom-left.
I recorded a video, I think you can see the problem well on it

Run a homing operation and then run these commands in Console. Return output in a reply:
$I
$$
$#
?
Also, do you explicitly want origin at top-right? Most GRBL setups will have origin at bottom-left. Both can be made to work with some effort.
I have limit switches in the upper right corner, so I can’t do otherwise
That is not the case. Homing location and origin location are not necessarily the same thing.
Thanks, I typed these commands into the console but nothing changed
It’s not meant to change anything. It was to gather information. Can you return the output of those commands?
Also, can you answer the question about desired origin position?
<Idle|MPos:11.000,9.000,0.000|FS:0,0|Pn:PY|WCO:0.000,0.000,0.000>
[PRODUCER:MKS DLC32]
[V2.30(8M.H35.20221223)]
[VER:1.1h.2022122301:]
[OPT:VMPH,63,500]
Target buffer size found
[MSG:Using machine:MKS DLC32]
[MSG:No Wifi]
ok
$0=10
$1=5
$2=0
$3=0
$4=0
$5=1
$6=0
$10=1
$11=0.010
$12=0.002
$13=0
$20=0
$21=1
$22=1
$23=1
$24=300.000
$25=1000.000
$26=250.000
$27=1.000
$28=1000.000
$30=1000.000
$31=0.000
$32=1
$50=0
$38=0
$40=1
$100=80.000
$101=80.000
$102=80.000
$103=100.000
$104=100.000
$105=100.000
$110=6000.000
$111=6000.000
$112=6000.000
$113=1000.000
$114=1000.000
$115=1000.000
$120=500.000
$121=500.000
$122=500.000
$123=200.000
$124=200.000
$125=200.000
$130=400.000
$131=300.000
$132=60.000
$133=300.000
$134=300.000
$135=300.000
ok
[G54:0.000,0.000,0.000]
[G55:0.000,0.000,0.000]
[G56:0.000,0.000,0.000]
[G57:0.000,0.000,0.000]
[G58:0.000,0.000,0.000]
[G59:0.000,0.000,0.000]
[G28:0.000,0.000,0.000]
[G30:0.000,0.000,0.000]
[G92:0.000,0.000,0.000]
[TLO:0.000]
[PRB:0.000,0.000,0.000:0]
ok
ok
And I have another option if I have the limit switches on the top right ?
Yes, if you wanted. GRBL machines tend to be bottom-left origin but need not be. I’ll assume for the moment that you’ll keep origin at top-right as your firmware looks like it zeros out origin at homing so will be the most straightforward.
However, can you confirm you ran these commands after homing your machine? This output implies that the Y limit switch was being triggered but also the position of 11,9 is not what I would expect after homing.
Can you run these commands in Console and return all output?
$3=2
$23=3
$H
?
The first command will invert the direction of Y motor. This should resolve your jogging issue. The second command will invert homing direction since the first command will likely flip the current direction.
Third command will home the laser so be prepared for that.
Be prepared to cut power to the machine in case something goes wrong and the head crashes.
If all goes well, return the output to the commands. Then test jogging controls to make sure they work.
Bingo ![]() looks like everything is fine. Thank you for help
looks like everything is fine. Thank you for help
Another problem I have is the distances in the program do not deal with it on the table.
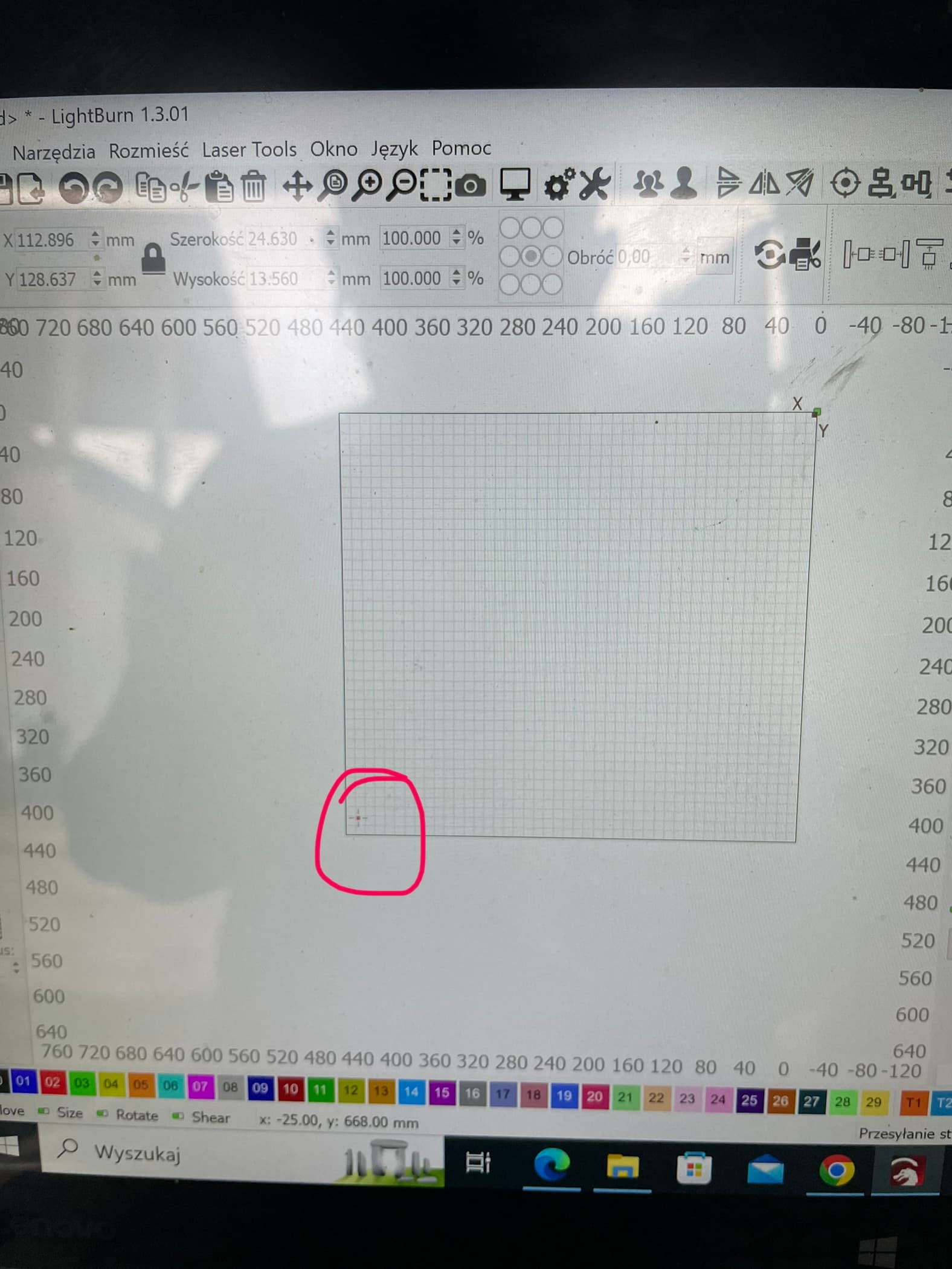
First, can you confirm the actual size of your bed? Is it 400mm wide by 300mm tall? Note that your workspace doesn’t seem to match these values. You can change this in Edit->Device Settings.
Second, you may need to calibrate the step size for your stepper motors. I noticed that your homing movement was unusually slow in the video. This may explain that.
You can use either Edit->Machine Settings->Calibrate Axis to recalibrate the step size or do this manually. The relevant GRBL settings are $100 and $101 for X and Y respectively.
I calibrated the axis as you wrote. It’s fine ![]() Thank you again
Thank you again