I have recently setup this laser after it sitting in box for 3 months. I downloaded the .lbdev and .lbset files from Monport’s support site, configured in LB and got some basic tests run: control x/y from LB, basic engrave and cut a few squares, etc. My first problem was not cutting through 1/16" plywood. I had already decided to add scissor jack and air assist so I figured that would help me better adjust focus and air would help cut. When those didn’t work, I decided to go back to stock laser head; get help here and later I can install air nozzle.
I have the power knob on K40 set so the pulse button reads 16ma. In LB I drew a 6" line and set it to 50mm/s @ 50%, it should read approximately 8ma but still reads 16ma. Could someone help me figure out either the machine setting or something on the laser hardware itself how to make LB control the power? Thank you, Mark
I have a Monport controller and I’m familiar with the settings.
The first thing to confirm is ‘variable spindle mode’. The GRBL controllers use the PWM control for spindles (electric milling machine motors) to manage the variable output on the laser.
From the Console window in LightBurn, please request the Information and Settings report from the Monport controller by typing the following:
$i
$$
pressing Enter after each command.
Please copy and paste those two reports into a reply here.
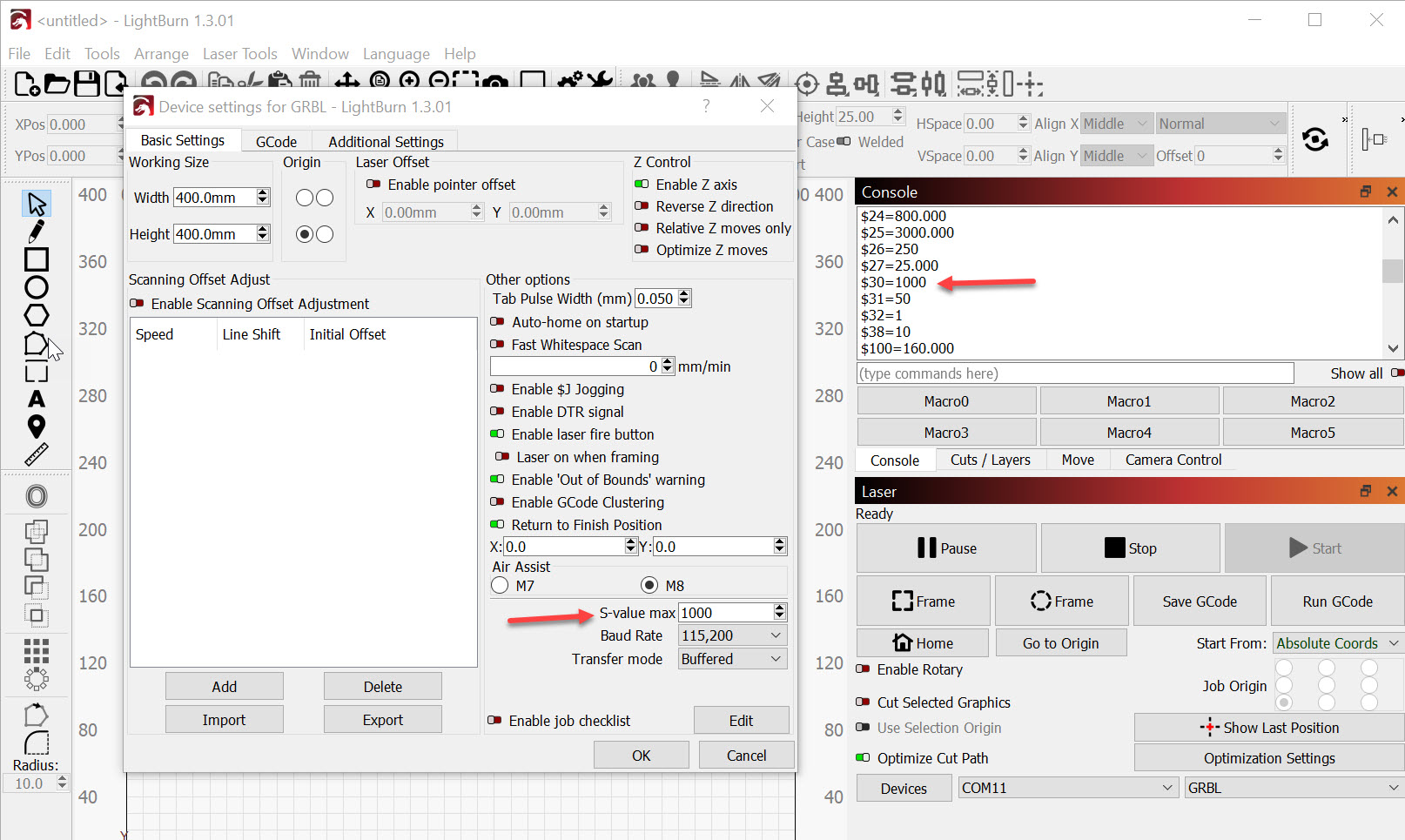
The next detail to confirm is S-value max is set identically to $30 in Device Settings.
In LightBurn, click Edit in the top row then Device Settings.
Yes, I downloaded the suggested lbdev file from the beginning and a lbset after I couldn’t get it working. If it matters, this laptop had a trial version of Lightburn on it from when I had an xTool d1. I activated it with the key purchased from when Monport was bought.
Changing the settings didnt help. Any ideas are appreciated.
With the $30 setting identical to the S-value max, and the letter V present in the build options for the Monport controller, variable output from LightBurn should be a certainty.
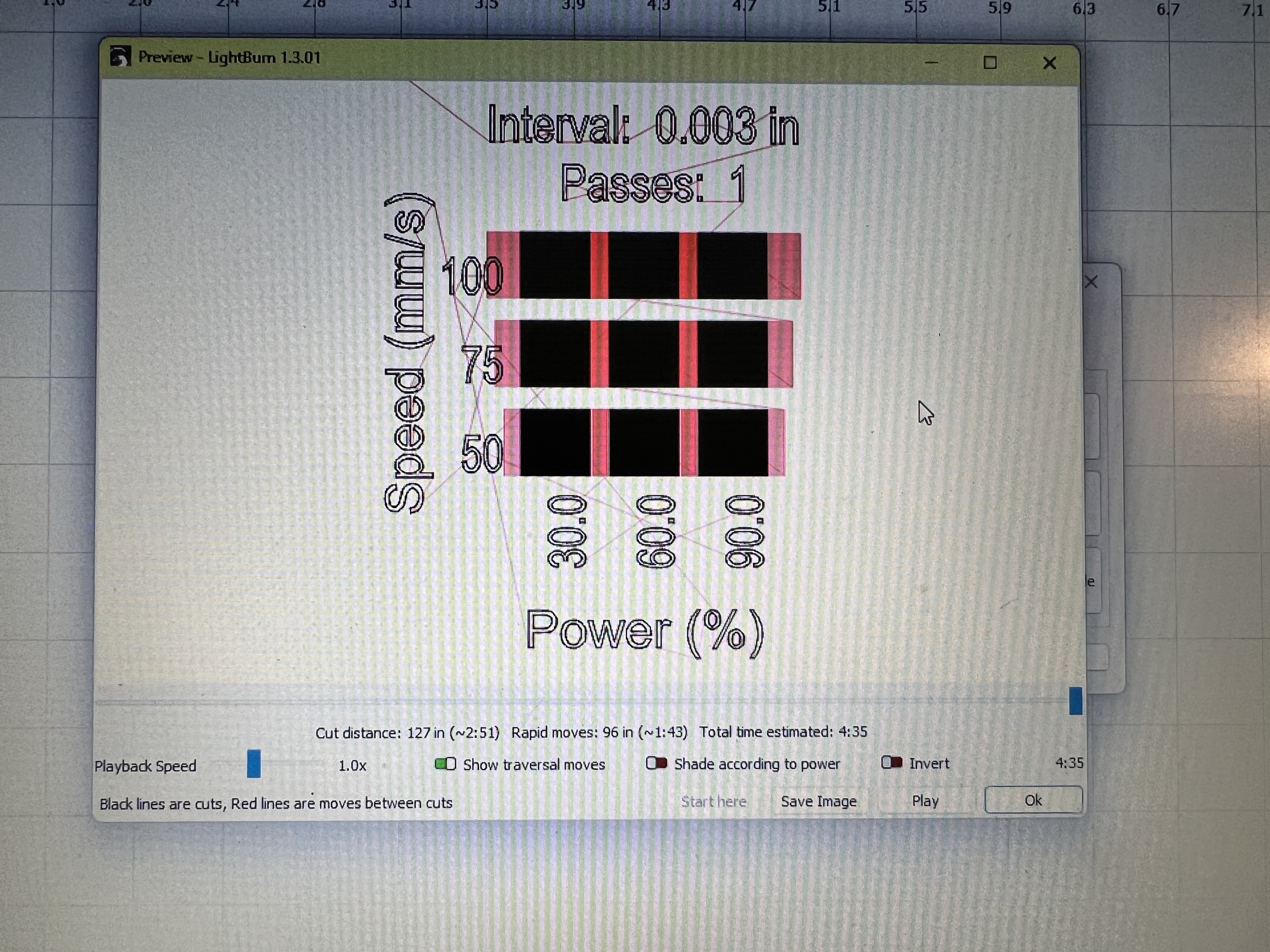
Please generate a small Material Test with a 2 Count x 2 Count or a 3 Count x 3 Count grid. Material Test is under Laser Tools.
Set the % Power to generate results like 30%, 60%, 90% or 45%, 90%.
Click the Save GCode button and have that GCode file handy for the next step.
When you run the material test, you should see drastically different power output on the meter and ideally, different engraved results.
If the engraved results vary and the meter reading didn’t, It’s possible that you’re seeing the meter read peak current instead of average current.
If the varied output is not readily observable, please share the GCode file. We can confirm that the Laser is receiving instructions to vary the power in a significant and observable way.
If the GCode instructions to vary the power are present and if it’s not observed by either the meter or the Material Test, the High Voltage Laser Power Supply may be the next line of inquiry.
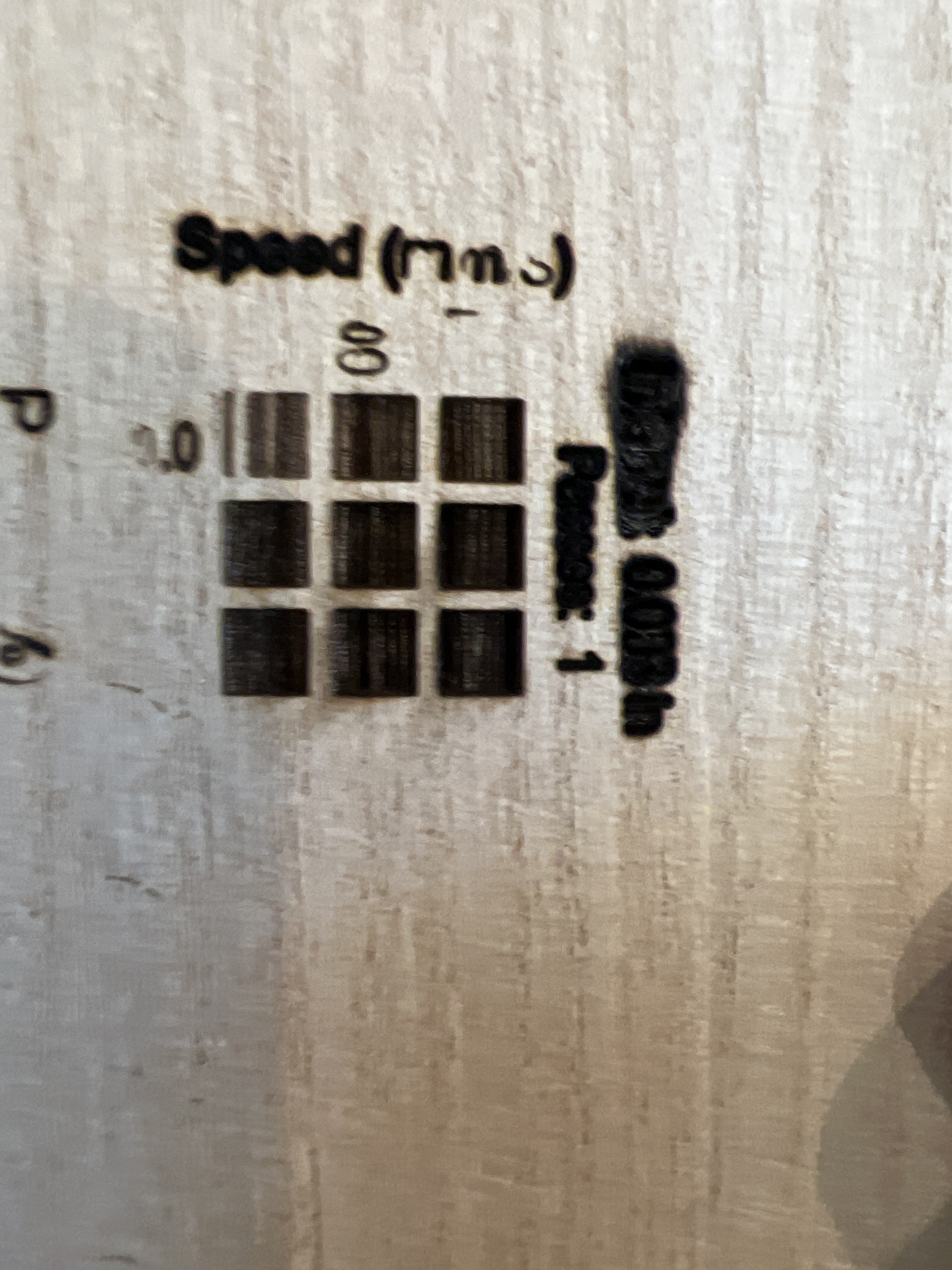
This is an excellent test result and it is very informative.
I expect the text to be engraving at the same speed. The text is engraving at 100% power. This could be a matter of ‘just warming up’ or a focus/alignment concern.
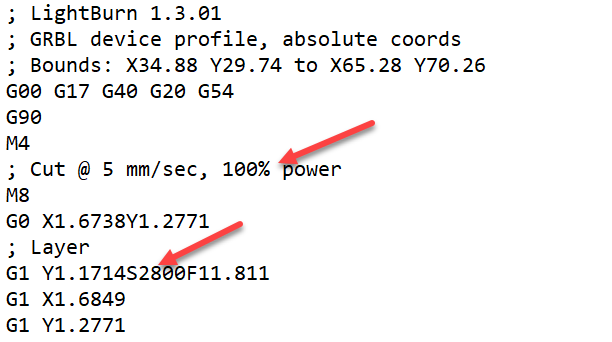
The GCode was also informative.
Please confirm the S-value max setting and the value assigned to $30 are the same. I have to admit, I’ve missed the ‘OK’ button once in a while.
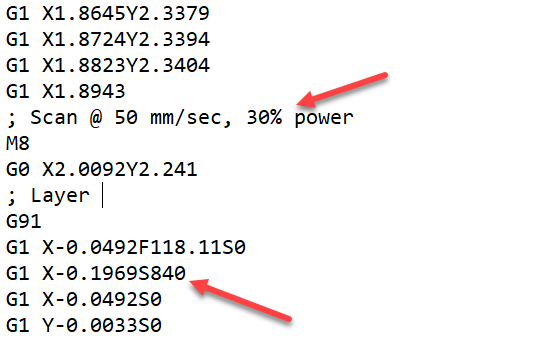
The GCode sent by LightBurn is scaling the Spindle (laser) power on a scale of 1-2800. The engraver is expecting a number between 50 and 1000. The GRBL controller in the engraver will assign the bottom scale number (50) to spindle power commands under 50 and the top scale number (1000) to spindle power commands over 1000.
When LightBurn called for 100% of 2800 the command S2800 was issued. The controller will apply the maximum (S1000).
When LightBurn called for 60% of 2800 the command S1680 was issued. The controller will apply the maximum (S1000).
When LightBurn called for 30% of 2800 the command S840 was issued. The controller will apply S840 or 84% of 1000.
That’s why the test looked so consistently overcooked.
Good thing I didn’t bet money on having hit Ok . Ok, here are the results with S max actually set at 1000. I saved the gcode and looked at the same lines you referenced above and they show s300, s600 and s900.
Set up a larger grid between:
40% and 80% power (9 count) and 60mm/s to 140 mm/s (9 count)
(I can’t quite read the speeds and units so I’m guessing - but we’re aiming at this range)
Much better still need to dial in the text settings. But first time I’ve felt it may be ok. I will check alignment tomorrow after cleaning lens and mirrors. Your thoughts?
I checked x and y alignment and its ok, cleaned mirrors and lens. Ran a 3 by 3 from 5mm/s to 15mm/s 70 to 90% power (set to line not fill) and unfortunately none were cut out.