Thanks for chiming in. Focus is the most important setting there and it should have been brought up first.
I try to use the 4" for cutting.

Thanks for chiming in. Focus is the most important setting there and it should have been brought up first.
I try to use the 4" for cutting.
There is some interesting discussions by Russ at SarbarMultimedia on YT on focal points and cutting I would recommend at least viewing the last few that he has done.The latest videos are I think informative for making adjustments for cutting versus engraving.
You’re 180w should tear though that material I would think unless the glue is really reflective/transparent to the CO2 spectrum as some have noted might be the case.
No one mentioned the lens or the laser tube.
I had a substantial decline after cutting a few pieces of ply. Cleaned the mirrors, no change. Then I cleaned the lens — suddenly cutting like a new machine again — check the lens and see if it’s cloudy. A good clean with lens cleaner can work wonders
For reference, I cut 1/4” MDF on my 80W at 8mm/s and 45% (15mA). I have mediocre air assist (the stock air pump in an OMT unit). I assume all three mirrors are aligned and lens is clean? And as Oz said, minimum power is equal to max power? Ignore what the person said about 4”, even on a 1.5” lens, you should have no trouble cutting 1/4” MDF on a 180W! Like I said, I cut 1/4” at 8mm/s@45% (15mA).
I cut fine with my 50 watt that size with the 1.5" stock lens. I tend to like the 4" better for cutting.
If I recall, I found that with a 3” with 1/4” MDF, I had to actually step up my power a little bit, sort of negating the point…. Or it certainly didn’t seem any lower. I did see an improvement from 1.5” to 2”, however. Perhaps air assist was playing into it when I tried a 3”, since the nozzle was further away, air assist may not have been “assisting” as much…. My main point to the OP was that with a 180W, they should be able to cut through 1/4” like paper!
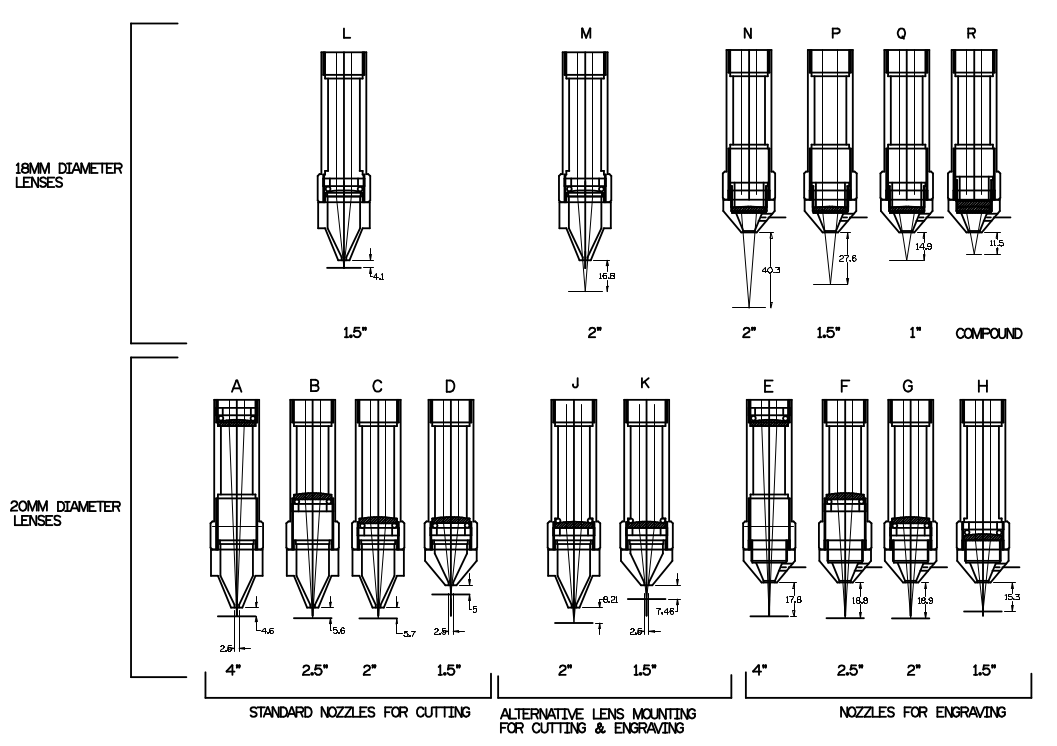
I have ‘C’ type tubes, so my 4" is at the top of the tube and a long nozzle. I use these configurations.
Have all but the 2.5" lens.
Whatever works for you is probably the best bet. The 4" lens setup for cutting is less than 5mm from the material and I run about 30 lbs air assist for cutting plywood.
Agreed, at almost 4 times the power I have…
![]()
Are you using different nozzles for engraving and cutting ? What is a “C” type tube ?
I’m using the 2" lens from the vendor and as I wanted to have more space between the nozzle and the material, I bought a 4" lens to mount on the bottom of the tube, but could not manage to cut with it, whatever focus I used.
After going back through the thread I think it’s time to look at your beam and it’s alignment.
Can you post a photo of the beam at m1 ?
Maybe a trip back though your alignment procedure…
Depends on what I’m doing…
If I’m engraving 6mm and have the ability for a small dot, I will engrave with the compound and cut with the 2 or 4" lens.
Most of the time with 3mm, I just use the 2" for both, configured like J in the diagram. I can only get a 0.2mm dot with that lens.
![]()