It totally depends on what you are doing. If you are cutting, then they are generally set the same with the thought that a min power setting may not cut through in a corner where the machine is slowing down.
If you are engraving something delicate, with vectors you can really control how ‘burnt’ the corners are.
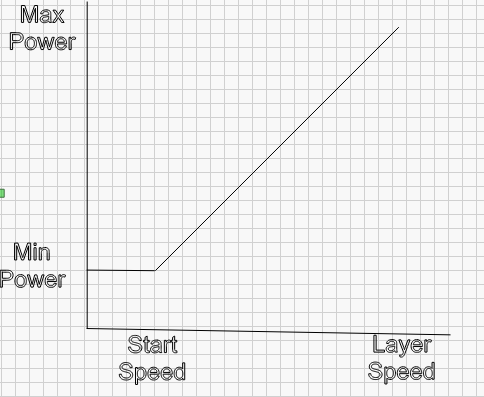
It basically is a scale from the ‘Start Speed’ to the layer speed → min to max power.
If your speed is below ‘start speed’ you will only get min power.