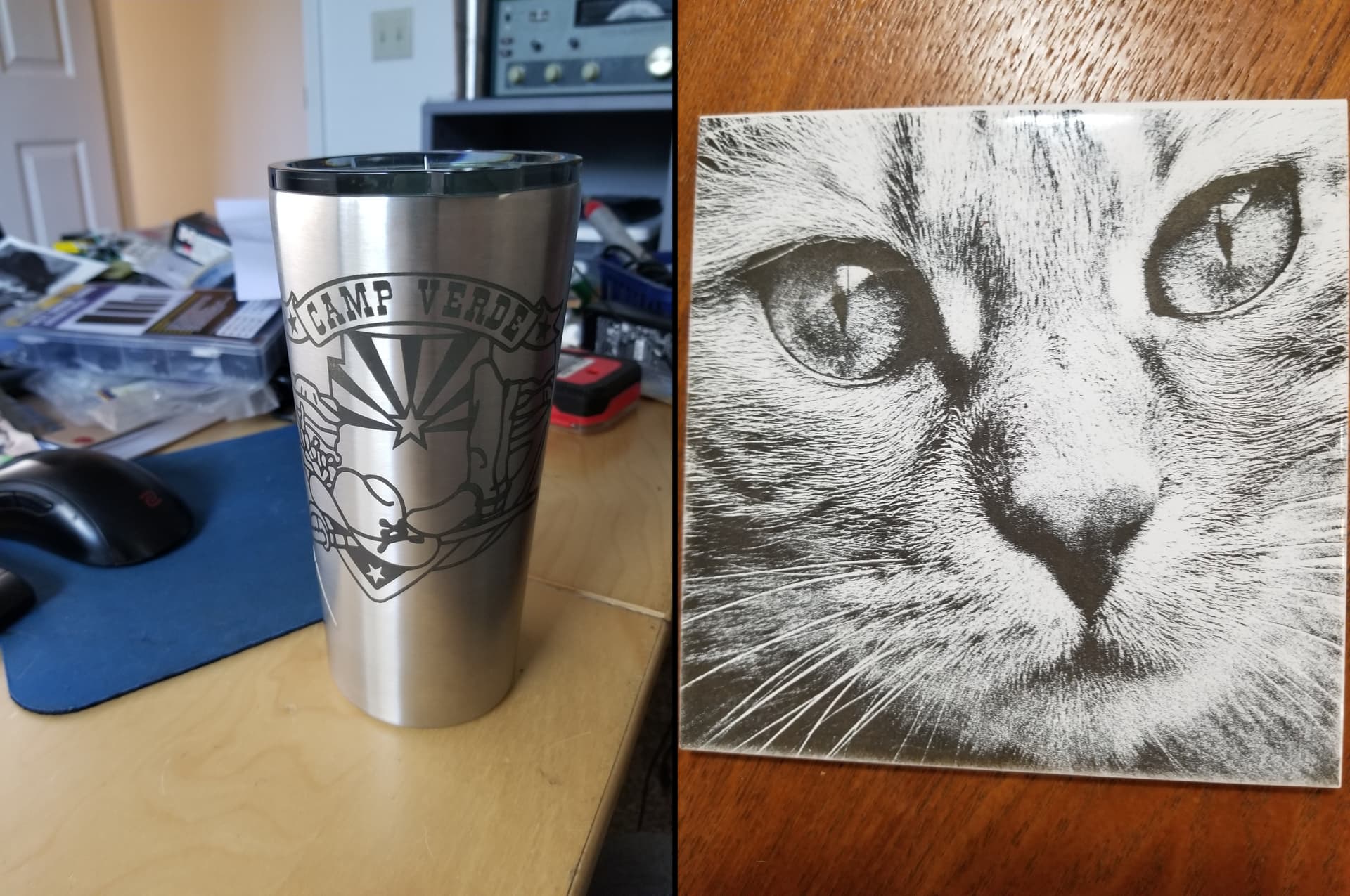
New process for me, “etching” stainless steel. I don’t think its a true etch as material is not removed, rather it is deposited and laser fused. Others may be able to explain better. The process involves cleaning the stainless with acetone, then spraying on a coating of CRC 3084 Dry Moly Lube (or other molybdenum based product), let dry, wipe excess off with dry cloth, then laser. When finished, wipe to remove unlasered moly product with acetone dipped cloth. The fused moly will not rub off, not supposed to ware off, and during testing I found it was necessary to grind or sand off if desired to remove, it seemed I had to remove metal to also remove the fusing. This is a process I picked up from @TomWS, kudos to Tom and others.
The YETI tumbler in the pic has somewhat of a brushed stainless finish (factory), and the process worked well with a deep black finish as you see. I also tried it on some 304 stainless that I plasma cut and polished with a flapper disk, leaving a swirl pattern finish, but the black did not seem to pop as much, was more of a dull gray, and the underlying swirl pattern was distracting to my eye. So I tried another with a sanded finish using 400 grit wet sand paper, and found that it too popped with a deep black finish. So perhaps the finish prep is parallel line sanding, not swirls. That sort of makes sense since you have to find a good angle for best viewing, and with parallel vs. random finish lines the reflected light is more uniform and may appear deeper black.
The laser specs were: Neje A40640 (dual diode 15W or so), 25psi air assist (not sure that’s relevant but it keeps my lens clean) 400mm/m @ 100% pwr, 0.1mm interval, raster scan, 1 pass, fine focus. For a finer image edge finish I’ve used 800mm/m at 0.05mm interval, the scan tracks are overlapping each other about 50% so its the same power exposure as the 400mm/m at 0.1 interval. I don’t like running at 100% power, so I will likely find a feedrate that can run 85% power.
Cheers,
Lou