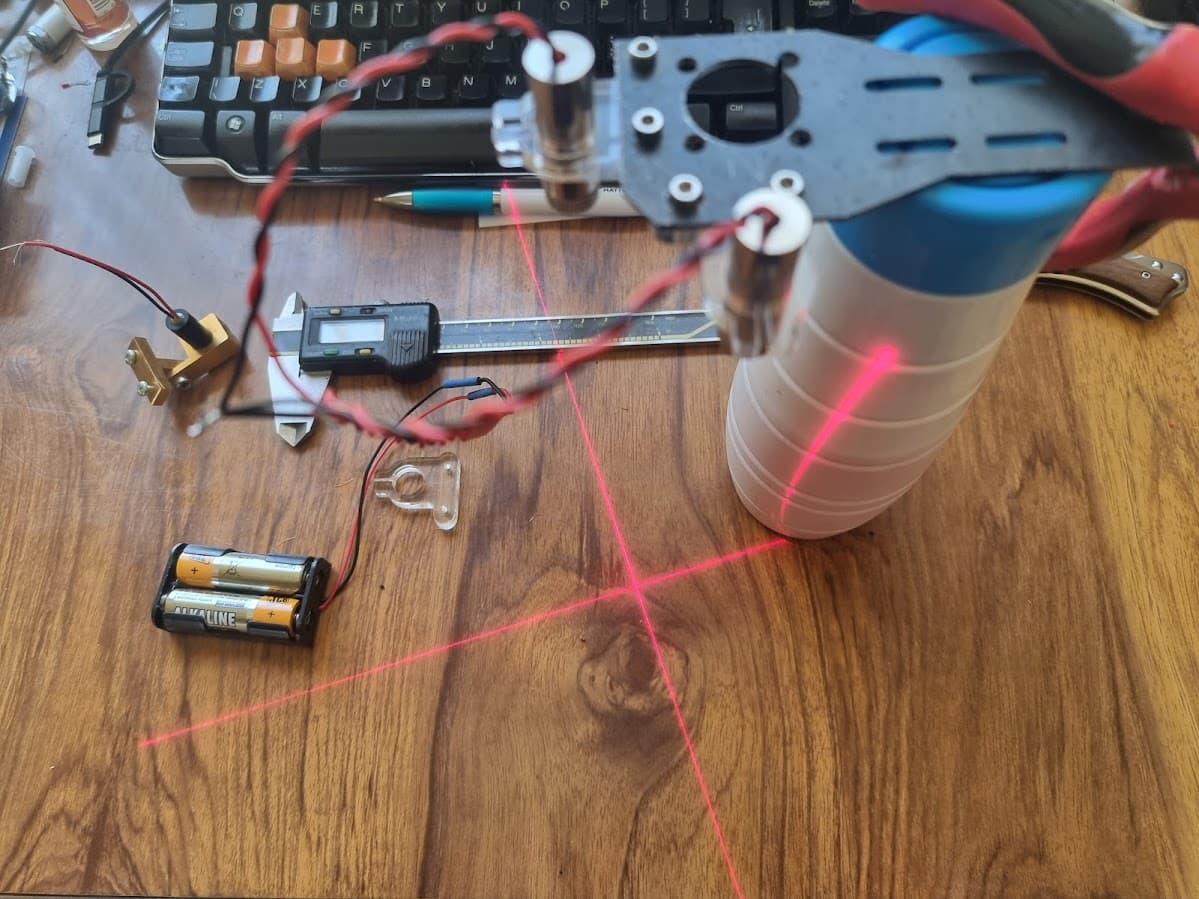
Today’s engineering day. Got fed up with single point position marker, which wasn’t functional to begin with due to rubbish wiring breaking in the chain of X axis (within 200 hours of machine operation). Decided its finally time to make a proper depth independent cross marker for my laser cutter. Lasers for my laser… Also upgrading wiring from pvc coated 10strand to silicone insulated 50strand flex wiring (i use it in my drone builds for low power distribution).
Needed another holder like the one that came with the machine (yellow part), but apparently its as rare as magic unicorn poop and no one, not even china, sell them. So, have to prototype and cobble something together myself.
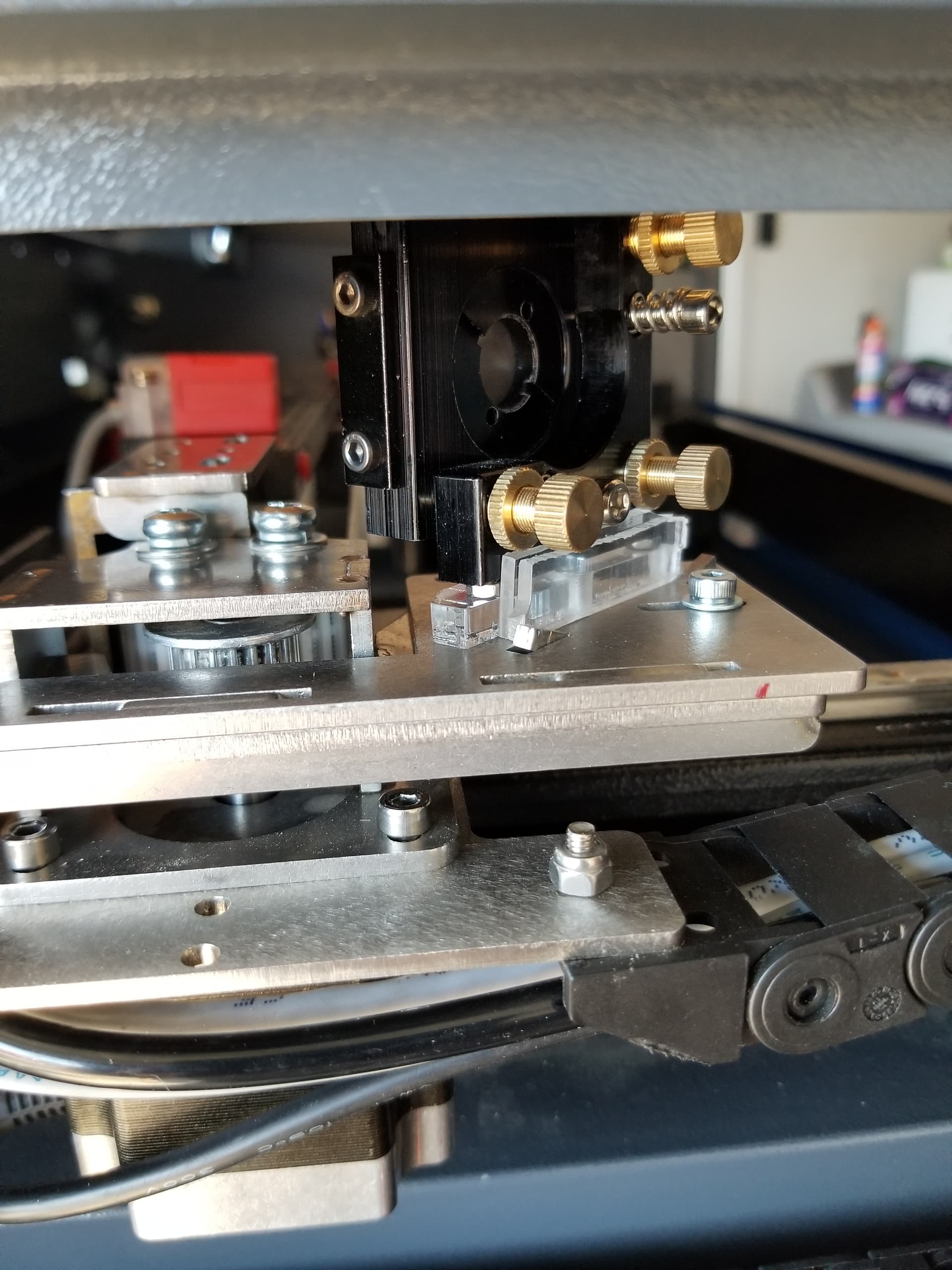
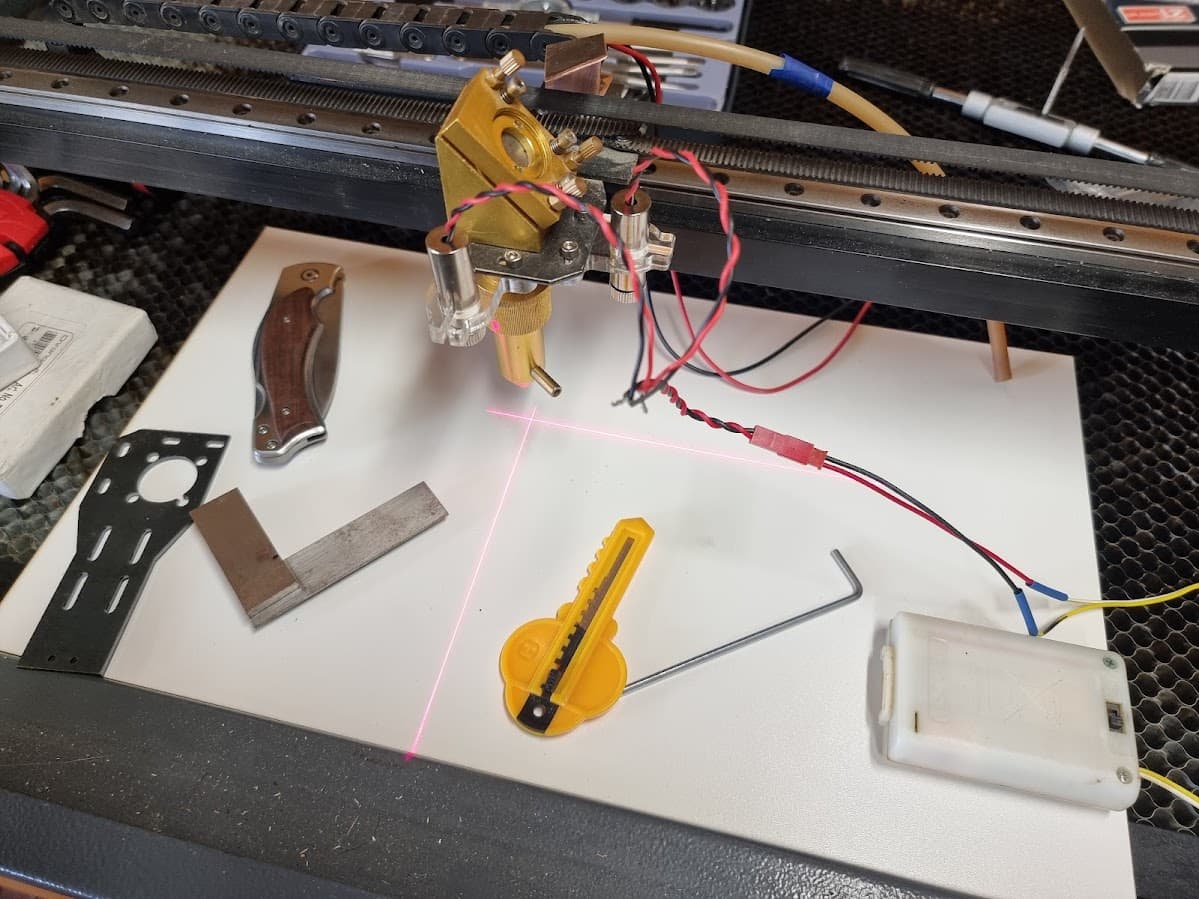
Head mounting plate is also custom made by me (2mm steel) as original was made of 1.6mm chinese aluminium cheese. Added holes on the front for second line pointer to form cross mark, which is independent of bed Z position.
The pic with pointers powered up is just a test - alignment/focus and centering can only be done after i install the lot on actual head plate and laser draw an alignment pattern, so for now its just to see if it powers up. Using spare plate just to see how things fit.
If things work out the way i see them in my head i’ll have a bed wide material alignment tool, as honeycomb on my machine is not fixed so absolute positioning for registration is not really possible. Plus, being height independent it wouldn’t need head to be “in correct focus” for actual indicated position to be correct.
Amount of mods in my terribly “engineered” machine is increasing…
Things done so far:
- Replaced bed mounting brackets (bent out of the box, thin cheese metal, wrong sized holes, incorrect number of holes),
- Head mounting plate, was too thin and wobbly (1.6mm alu to 2mm steel, added holes for second pointer, for this project specifically.),
- Replaced X motor (nema17, overheating, unknown spec, not driver related),
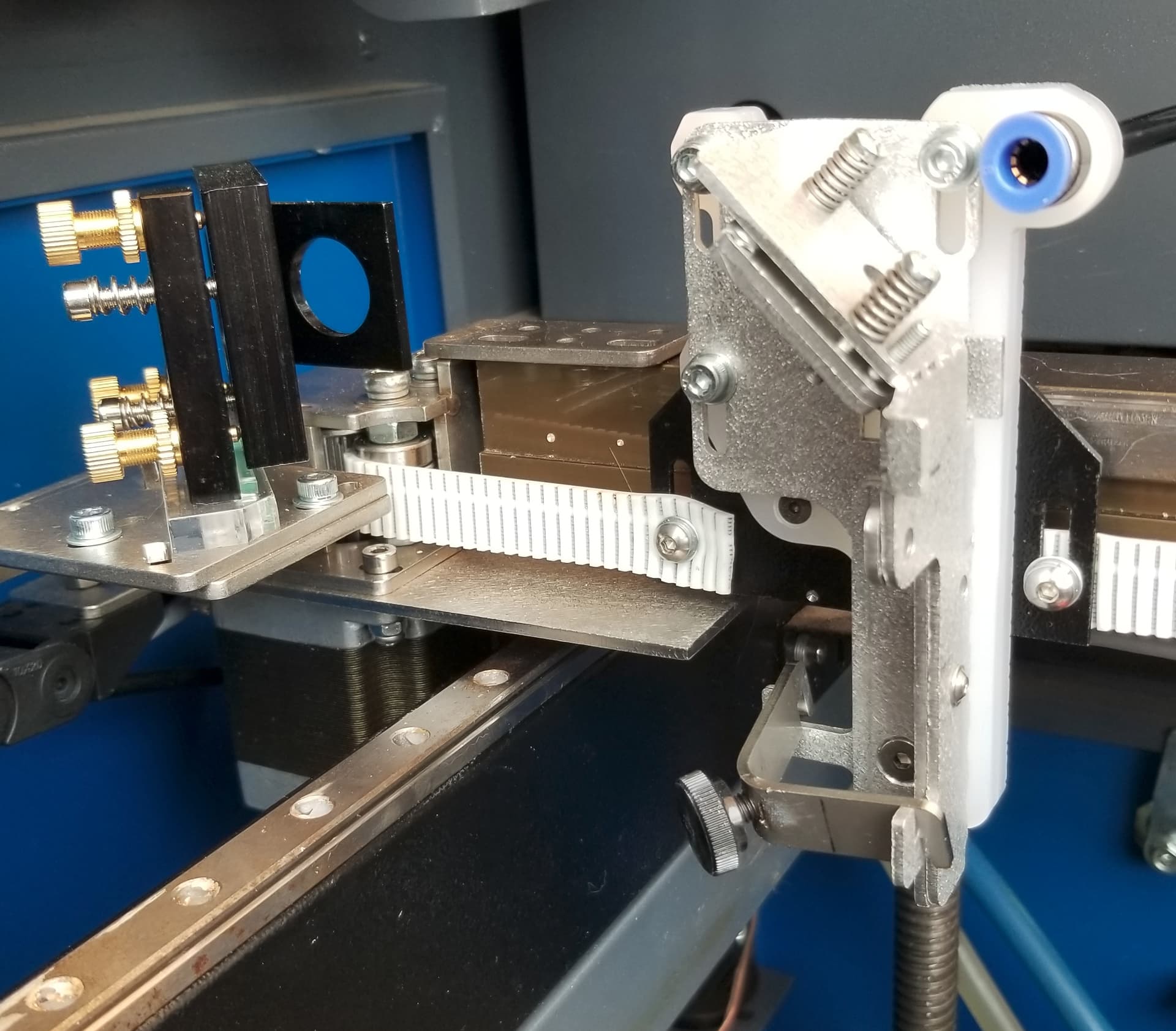
- Modded incorrectly drilled X motor mounting plate, - Replaced wobbly linear bearing block on X,
- Reworked “tensioner forks” (if you can call them that) to take 4mm bolt as axle for proper metal idlers, originally plastic with ONE bearing, wobbling all over the place on a needle thin axle,
- Replaced MXL belt to GT2 belts, due to motor replacement which had MXL gear pressed on, needed to get available GT2 pulley onto bare motor shaft, hence belt change,
- Replaced spiral cut motor to drive shaft couplers on Y to proper spider couplers.
- Replaced HV PSU, it blew flybacks within 50 hours of operation (ZYE MYJG100W),
- Added digital power meter as machine came with NO METER at all. If i didn’t study my thing i would have blown the tube in 2 months (80W tube, 100W HW-PSU). To this day my 100% (22mA, being safe) power is actually 42% in Lightburn.
Things still to do:
- Replace dumb ac motor on Z to stepper, problem being Z is chain driven, not belt, looking for a chain sprocket to fit shaft of nema23 (6.35mm ID?),
- Replace nema17 to nema23 on Y, preferably with reduction, which will be extra tricky because of stupid “engineering”, no standard widely available belt reductors fit the space available…
- Replace mirror no1 holder, as the current one is the most atrocious K40 type.
- Replace some other bits and pieces…
Thinking back i should have just added another grand and gotten myself a better machine…