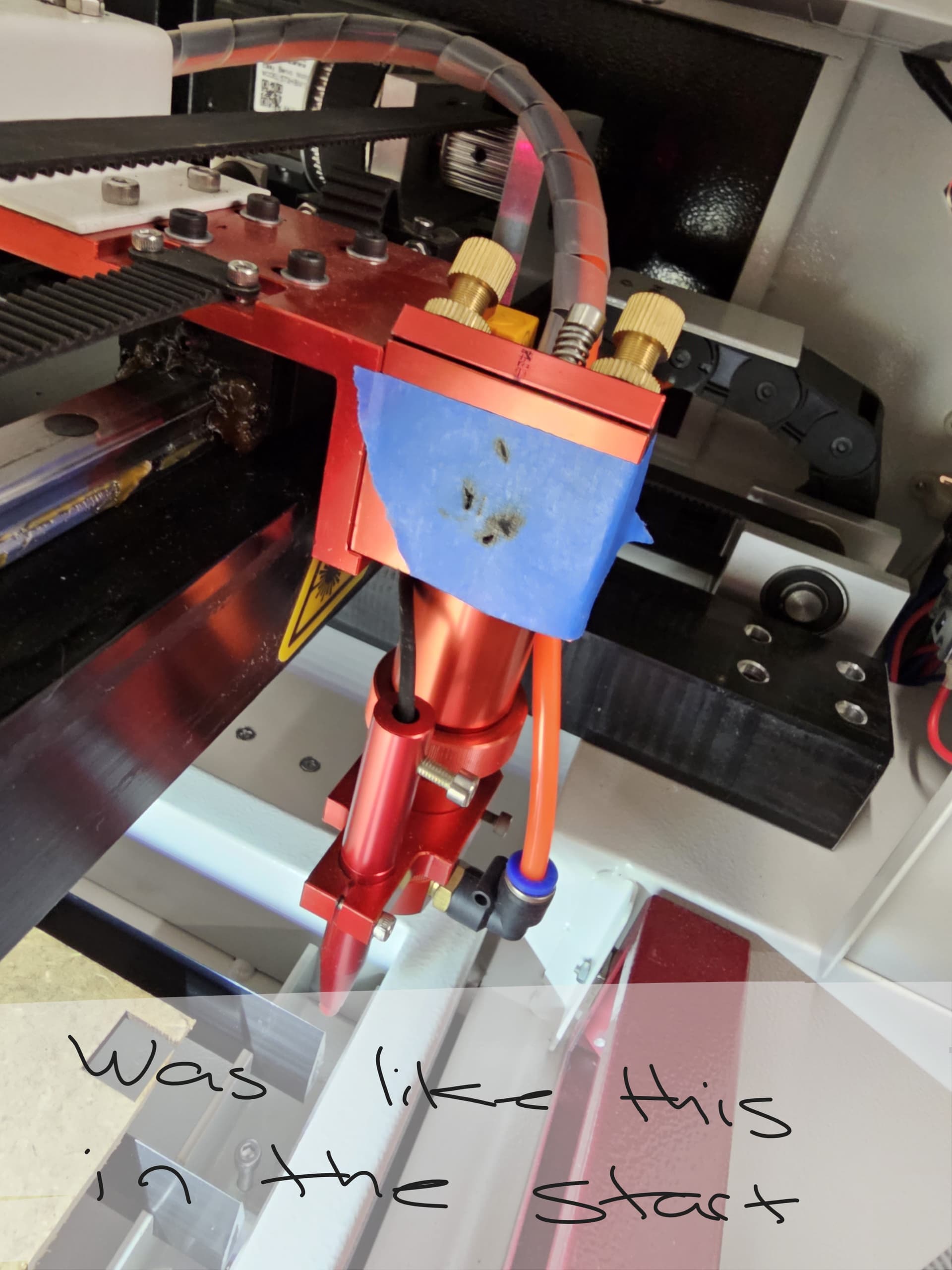
I thought it was aligned properly at first as it was working well and cutting like a dream, that is until I tried to cut something in the bottom right corner, nothing worked there. I checked the alignment by spot burning some tape in all corners and yeah the furthest (bottom right) was off.
Since then I have tried to align the mirrors and managed to wreck everything. I don’t have that nice 45° pilot hole piece on the mirror unit so I need to put tape right on the mirror. It seems that I got mirrors 1 to 2 good and parallel, the beam is constant in the center on the two with an oblong circle that makes sense as it’s on an angle, right?
When I pulse from 2 over to mirror 3 I get strange burn marks. It’s usually a really big O and the center is not burned and if not then it’s a C type of form, maybe more like half a C. It feels like the beam is splitting on mirror 2 before traveling to mirror 3 but when looking at the tape on mirror 2 it seems to be in the center.
I forgot to take photos to show this but will try to align again tomorrow. I wanted to check in the meantime if anybody had any tips for me that could help.
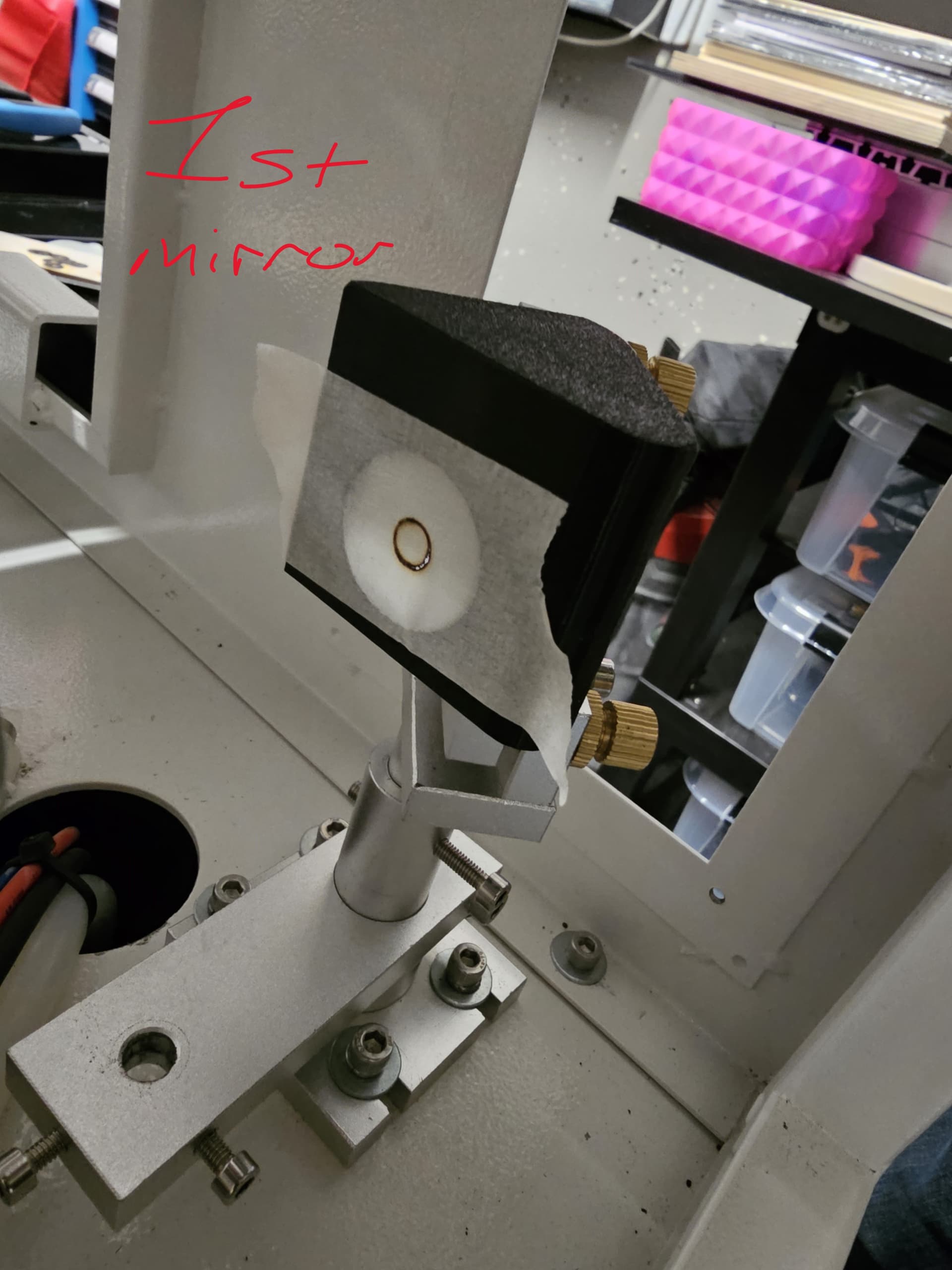
The spot looks like it is ok on mirror 1, but I just can’t get it to be centered all the way through. Feels like the core placement on the mirror units or the tube is wrong.
In all the alignment videos that I have watched, they always have a tiny dot on the tape. I have this huge round O. I have a brand new Reci W6 tube.
Are you saying that it isn’t possible to align it because it doesn’t output a perfect dot on mirror 1? Is It possible that the tube is bad and needs to be replaced?
Yeah, just wanted to make sure before talking to them.
This is a laser bought on Alibaba from a company called Derek Laser. The machine itself looks good and well set up. I’m probably just really unlucky with the tube I guess.
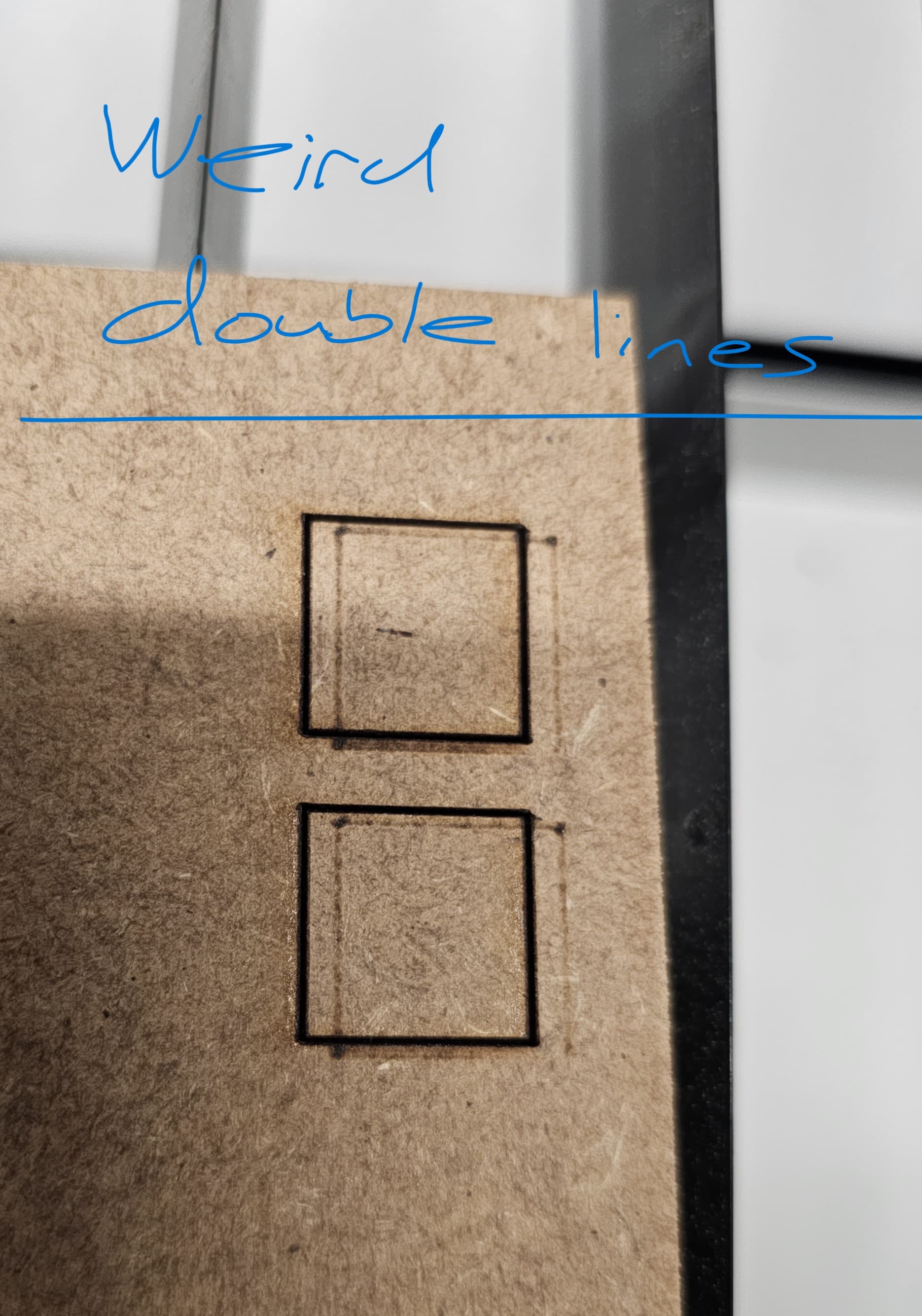
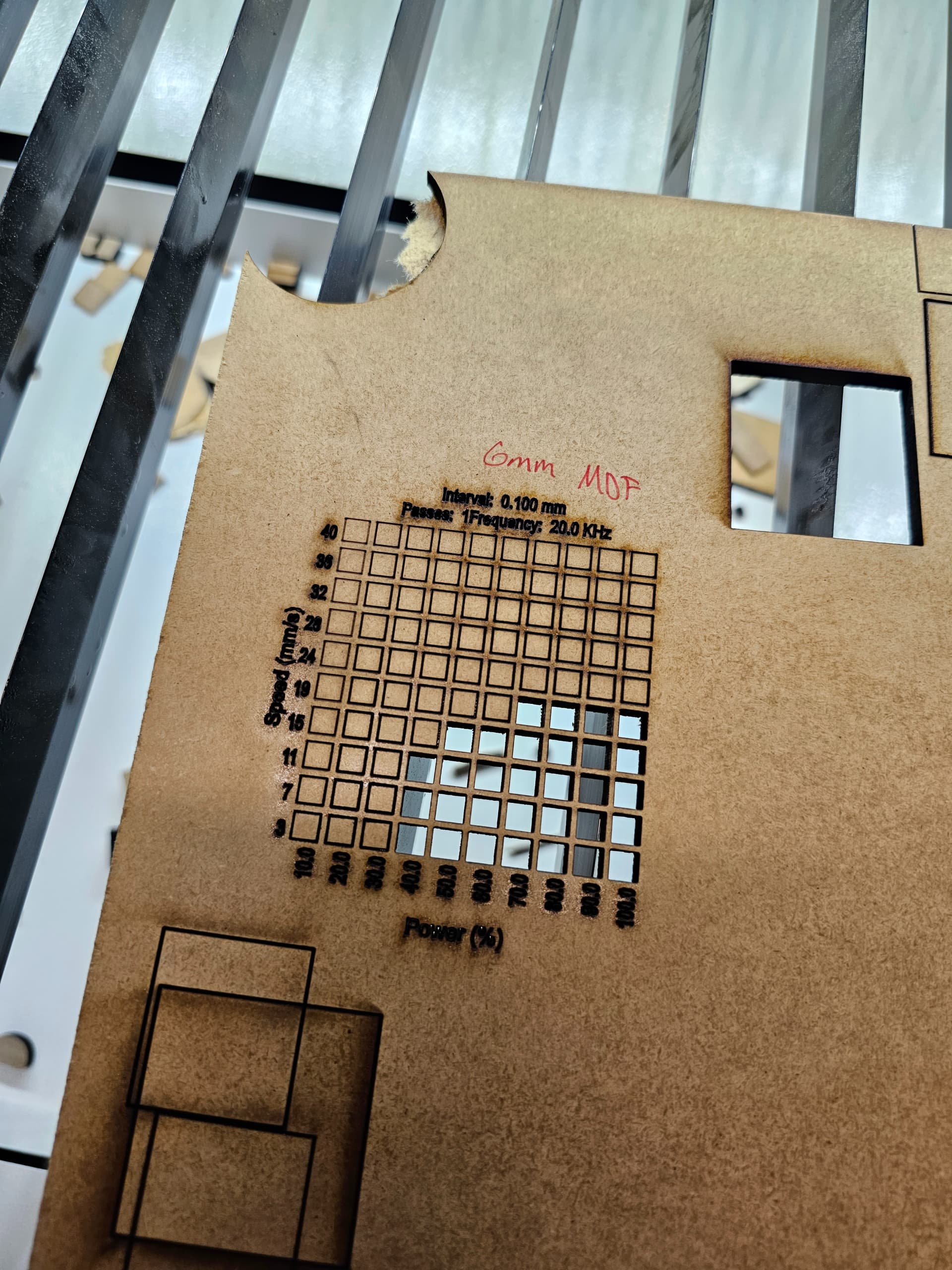
After a long discussion and showing a bunch of videos of the laser in the works, Reci decided to give me another tube. I have now installed it, aligned the mirrors and lens, and made sure everything is clean. I’m still having some problems with the material I cut before easily at 30mm speed at 50% power. I managed to get through it now at 15mm at 90% power. This is the same MDF sheet.
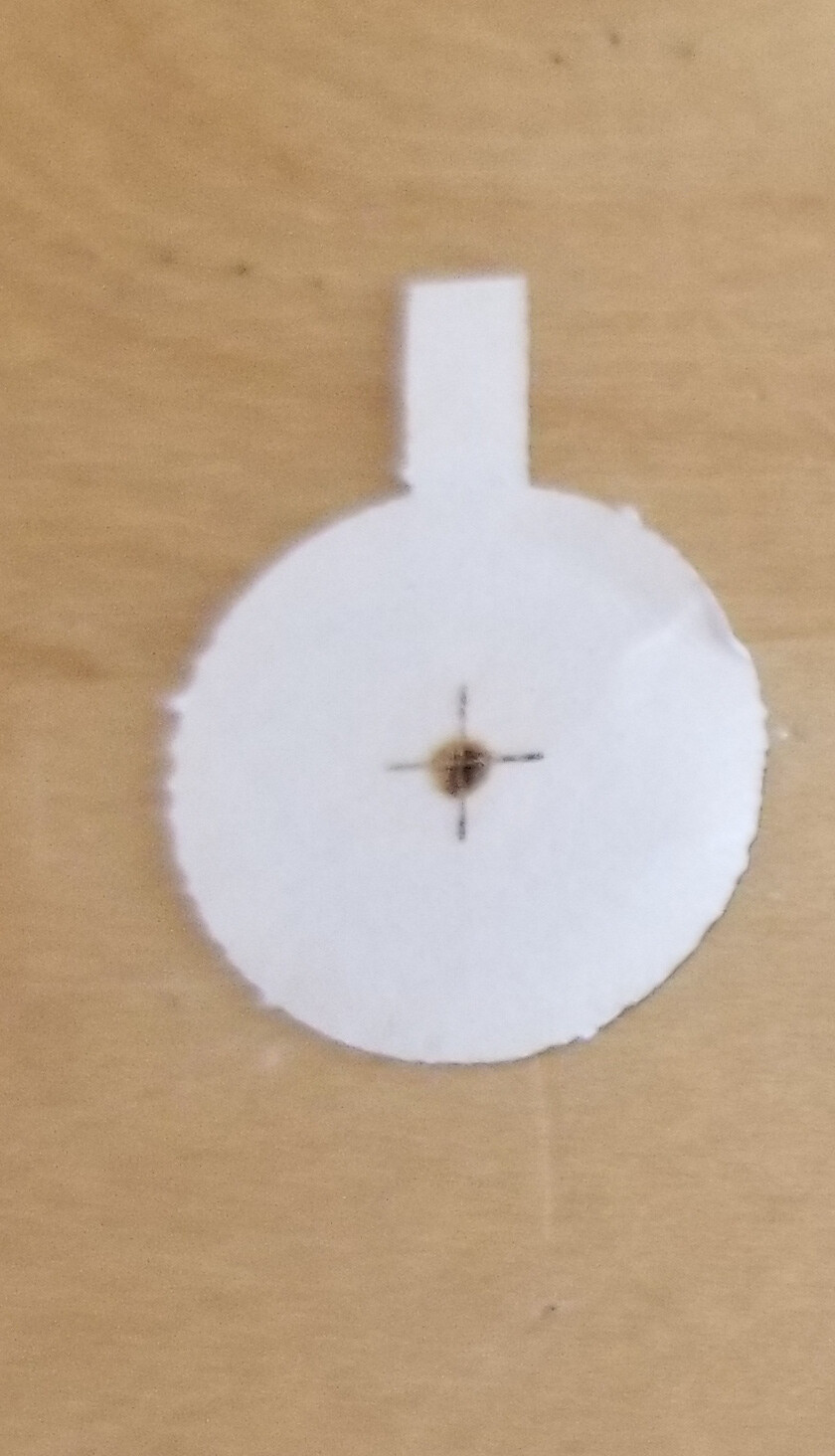
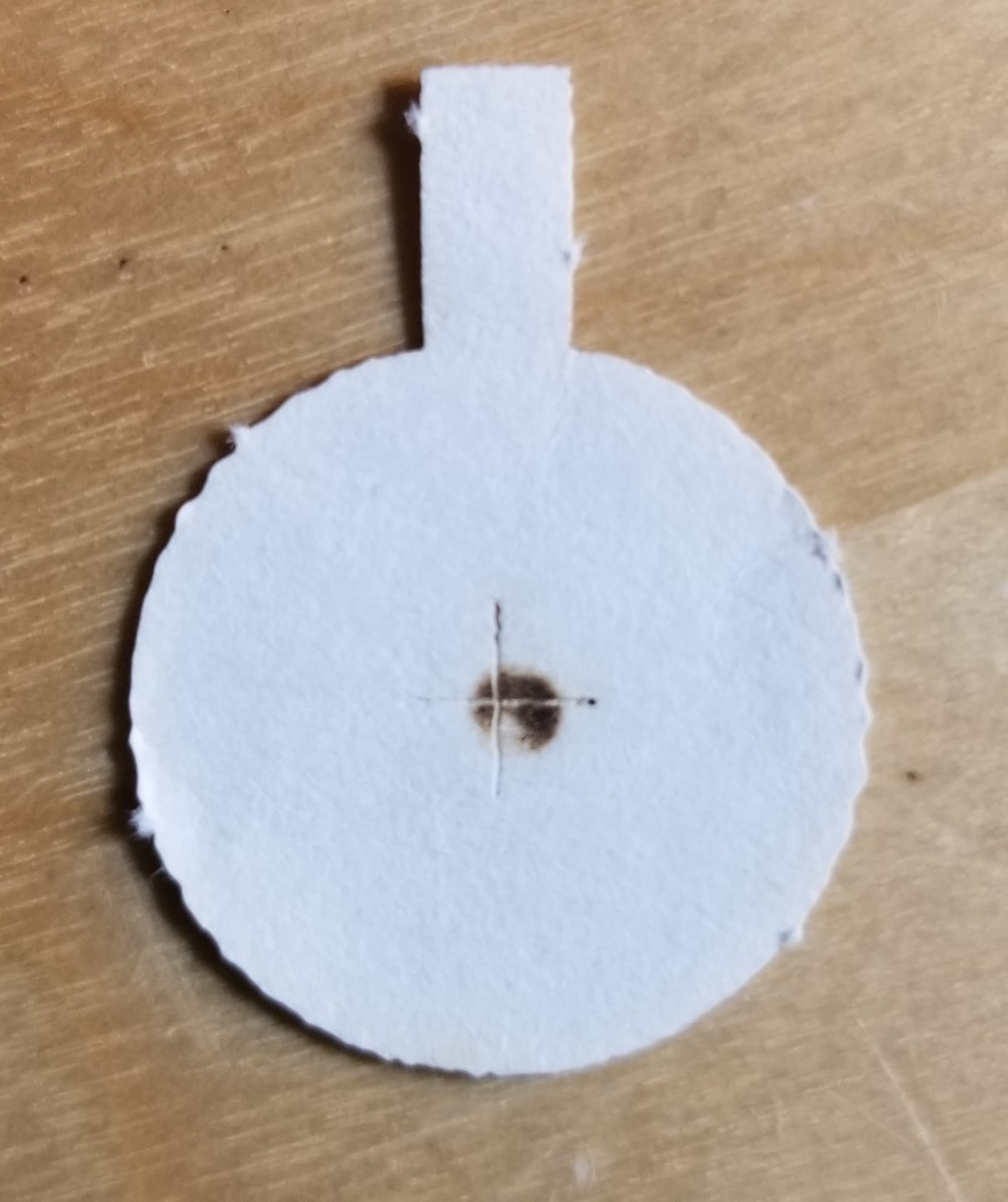
The first mirror is at 35% power. The other is the dot when firing from all four corners at 35% power. The dot is much better than before, it isn’t as crazy round as before. To get any dot out of the other one I had to go about 50-60% power.
Then I have the material test. I was making stencils from this same sheet at 30sp/55% but don’t seem to get that now. Far from it.
If your machine is set to continuous it lases until you get off the button… so 35% power is hard to relate… without duration… I’d expect more to be there.
My tube is clearly dark in the center and gets lighter in color as it moves towards the edges… which should fit the Gaussian power distribution of the beam…
Do you have a mA meter on the machine?
That is the only place I can think of to check for proper operation… and I don’t know if that will help…
LPS do sometimes go bad, but I think there are a lot more tubes lost than the lps…
I have it set to pulse for 35ms so each hit isn’t going to burn through like it was when using continuous.
Yes I do have a mA meter. I don’t remember what 35% power was but 90% was 30.8 mA.
I will recheck tomorrow how it looks but both tubes are functioning similarly but i feel like the dot on this one is smaller and more focused.
The beam down on the table seems to be in the center if i do two heights and shoot down. I will get a gaussian round shape but i will need to pulse couple of times to see it or turn on the continuous and hold down the button.