Hi,
I created a simple GCode (2 letters) and realised that there is a command M3 in the GCode to activate the servo motor, but no associated S code needed to define the intensity of the signal. I measured on the board: M3 without S1000 gives no reaction, M3 with S1000 gives a signal that is switched off again with input of M5.
What I am wondering: is there possibly a setting in the LB settings that would cause an S command to be inserted into the GCode and that I have overlooked?
Kind regards
Aloha
Can you explain what you’re trying to do?
LightBurn with many profiles will use M4 and supplies S values for every change in power.
If you use GRBL-M3 profile then M3 is used exclusively with S values for initial power settings. Non-burning moves are accomplished with G0.
I’ve been trying to get the servo motor that replaces the laser, which hasn’t moved yet, to move. This requires the codes M3 and S1000. To check if there is S1000 in the GCode produced by LB, I wrote the small L twice, separated by a space. There are indeed M5 and M3 between the letters, but there is no S1000 (or the fixed number after S) anywhere, but strangely enough there is an S0 at the end of the code!
“LightBurn with many profiles will use M4 and supplies S values for every change in power.
If you use GRBL-M3 profile then M3 is used exclusively with S values for initial power settings.”
I have changed from GRBL M3 to GRBL in the laser settings, created a new code, but even there there is only the S0 command at the end!
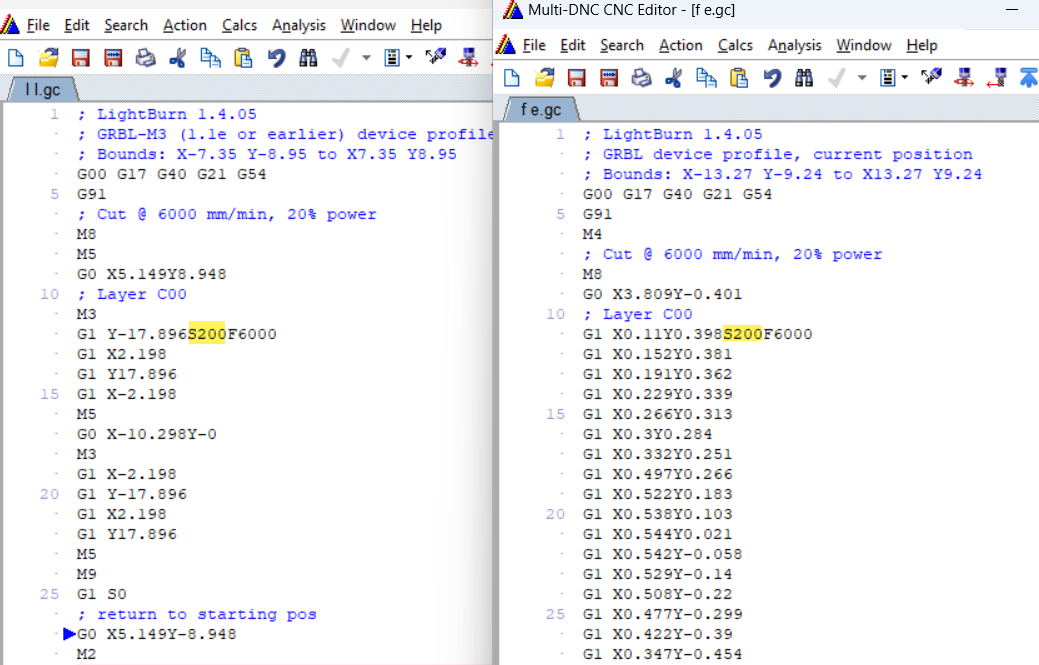
A GCode created in the M3-Profile with only S0 at the end:
l l.gc (386 Bytes)
A GCode created in the M4-Profile, still with only S0 at the end:
f e.gc (3.0 KB)
In the M4 code, M5 is missing between the letters, which is present in the M3 code!
Trying to get the laser to move?..or to fire?
S1000 in g-code relates not to movement but to 'S’pindle speed (of the revolutions), however since you are using a laser S1000 typically means laser power at 100%, and S0 turns the laser off.
The S value is present as a command for laser power at 20% in both of your files as highlighted - it’s easy to miss as it’s hidden in the middle of the first G1 command:
Indeed, I hadn’t seen the S200 command, but then there is no difference between the M3 and the M4 profile about the S command!
I don’t use a laser but a pen that has to be raised and lowered between the different objects.
I think the value 200 is not enough, it must be 1000. Where can I change that?
If you set power on the Cut layer to 100% you will S1000.
Ok, you are right.
I have to use the M3 profile so that the pen is raised between 2 objects and then lowered again.
But at the moment I have another problem, a fundamental one: I can no longer move the XY axes, regardless of the programme, whether by code command or with the arrows, and I can’t understand why.
This topic was automatically closed 30 days after the last reply. New replies are no longer allowed.