Hello everyone!
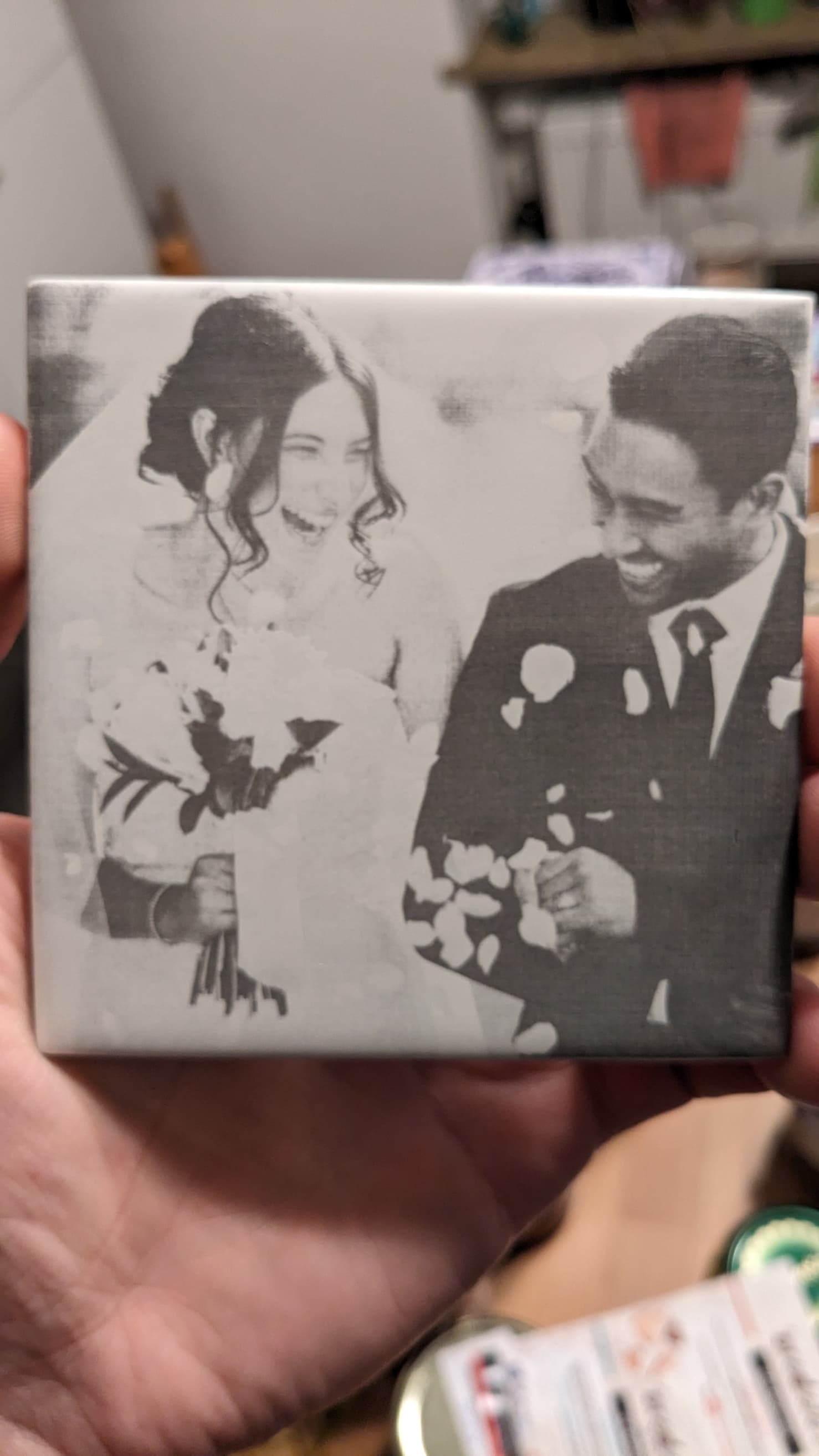
I am using 5.5W Diode Laser and Norton White Tile Method. The results are overall very nice, but unfortunately some repetitive artifacts (vertical and horizontal lines) are present. My current setup is:
90% power
2000mm/min travel speed
flat white spray
tiles hot air dryed near heating body (average 35°C hot air circulation)
Thank you for the reply! I am running some tests and it does really seem, that it was too fast.
One question, the DPI. I checked the forum and there are no “best DPI” settings. Which makes it interesting for myself as mechatronics engineer.
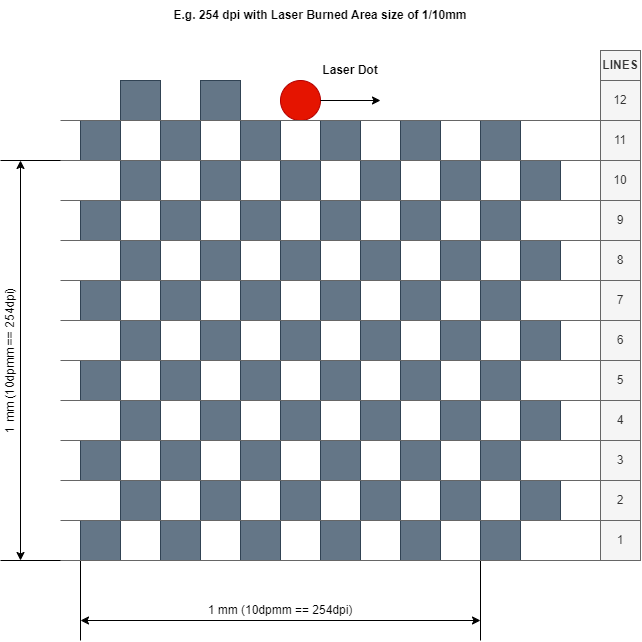
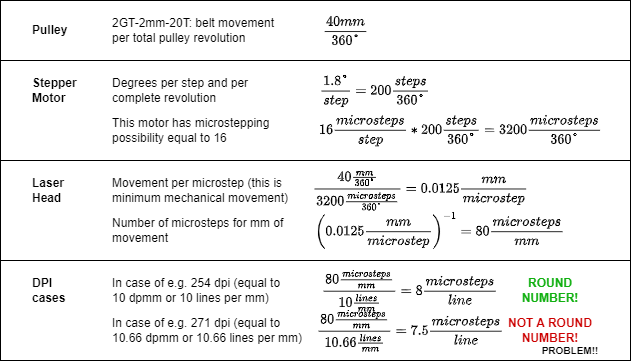
My motors, drivers and pulley system can have accurate resolution at e.g. 0.1 line per mm. So logically speaking, best DPI of an image would be 254, which corresponds to 10dots per mm. In this case, the SW needs no interpolation, rounding or whatsoever. It simply lasers whatever its been given. So no artefacts should be present either.
Can you point me out to some post on this forum (I apologize, couldnt find anything or didnt search for proper terminology), where there is some guide about choosing correct DPI.
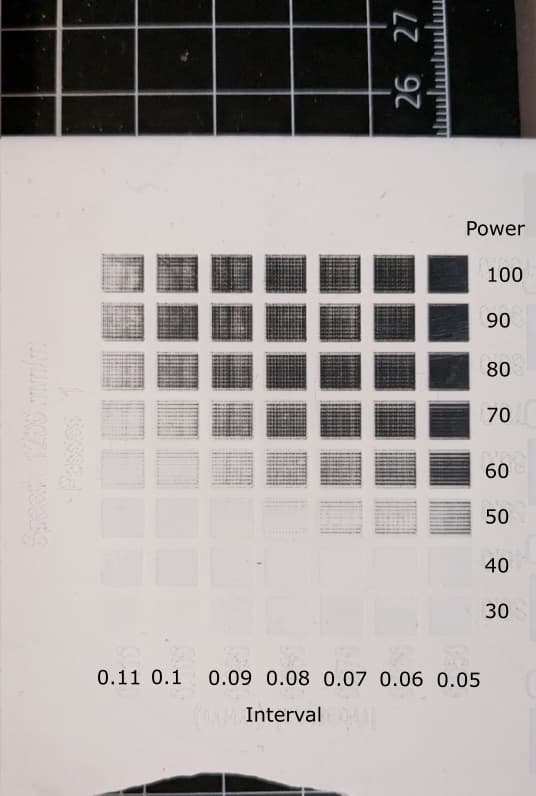
Go in to laser tools (top menu) and run an interval test from less than you think it should be to over what you think it should be and find the best you can. Rub it on a tile so you can get the best idea of what it should be.
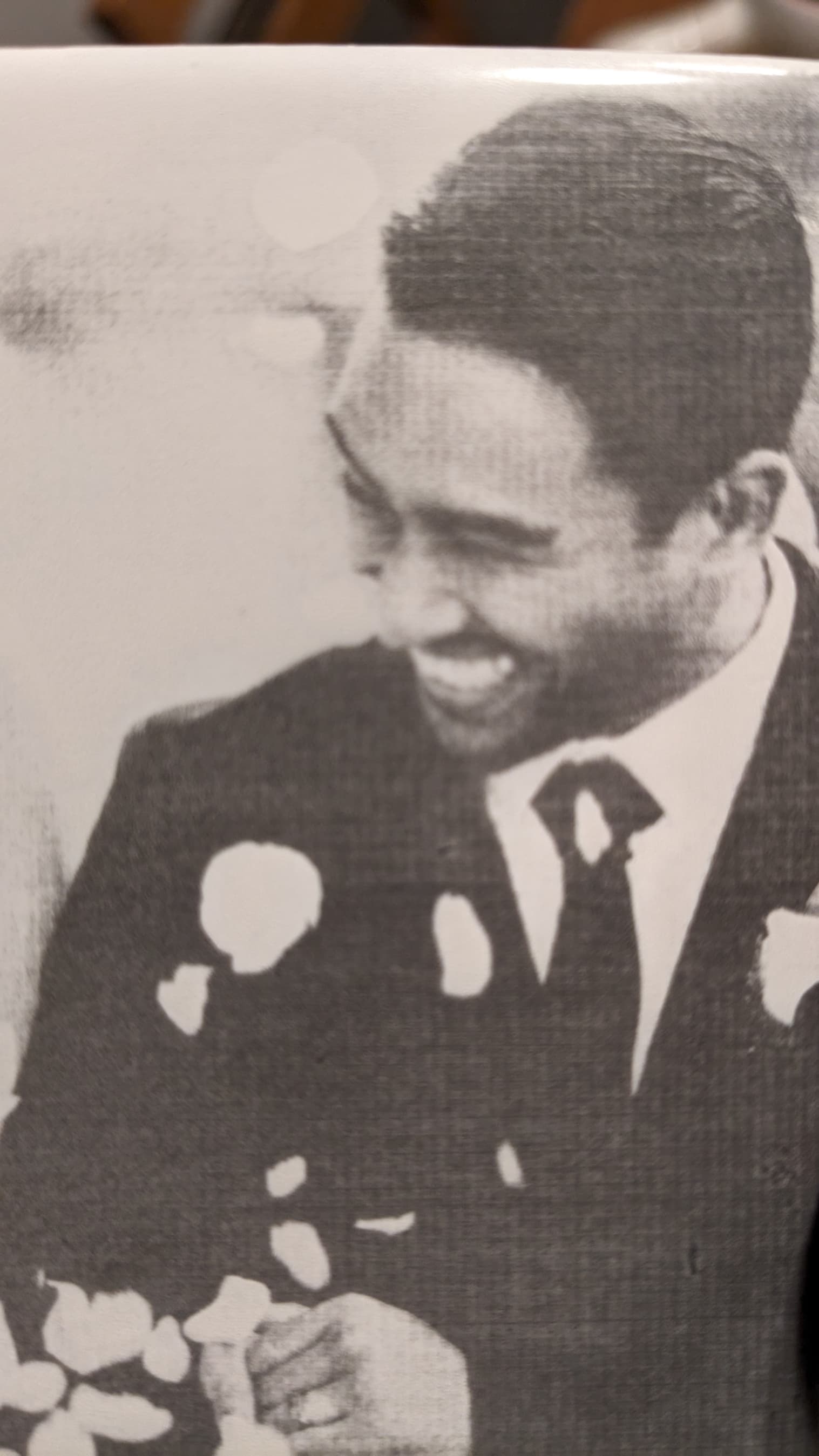
As you see, things are not okay at all. I suspected machine setup and I was right. So for this reason, I did a bit of investigation and came to following conclusions. Its better I just post the pictures.
I wrote a python script which calculates acceptable DPI settings (with warnings) for any given machine. If you also know beam width and material burning area of a single beam, then the script gives you enough information to set up, fire and go.
Based on the calculation, feasible DPIs are: 508, 406.4, 338.658, 290.293, 254. Of course, the DPIs are then rounded and instructions are calculated after the rounding. This is exactly where results are fuzzy (not round numbers).
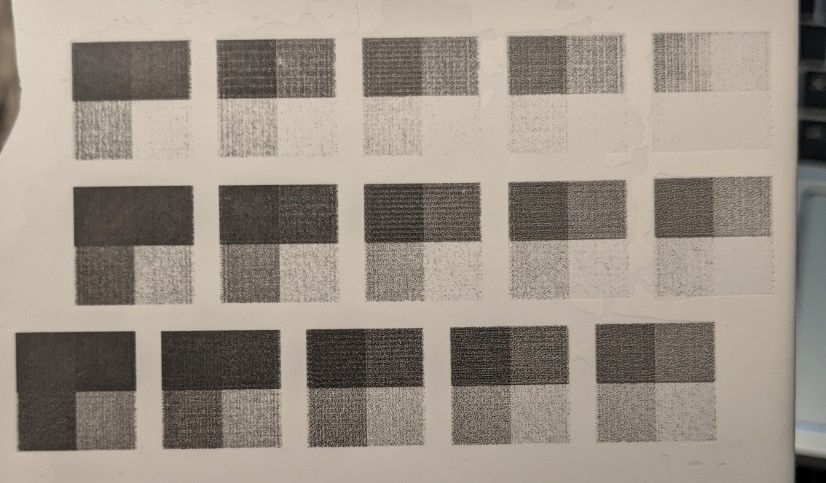
These are results, directly out of my script. NO trial and error. This is where theory meets practice
It might not seem a lot, but to me its a breakthrough. No more playing around. Theory says that DPI needs to be chosen also based on machine parameters (to avoid rounding errors) and the practice confirmed it. Now I only need to decide whether to use 254 or 508 DPI.
Or, I would buy another pulley, to adapt the travel resolution.
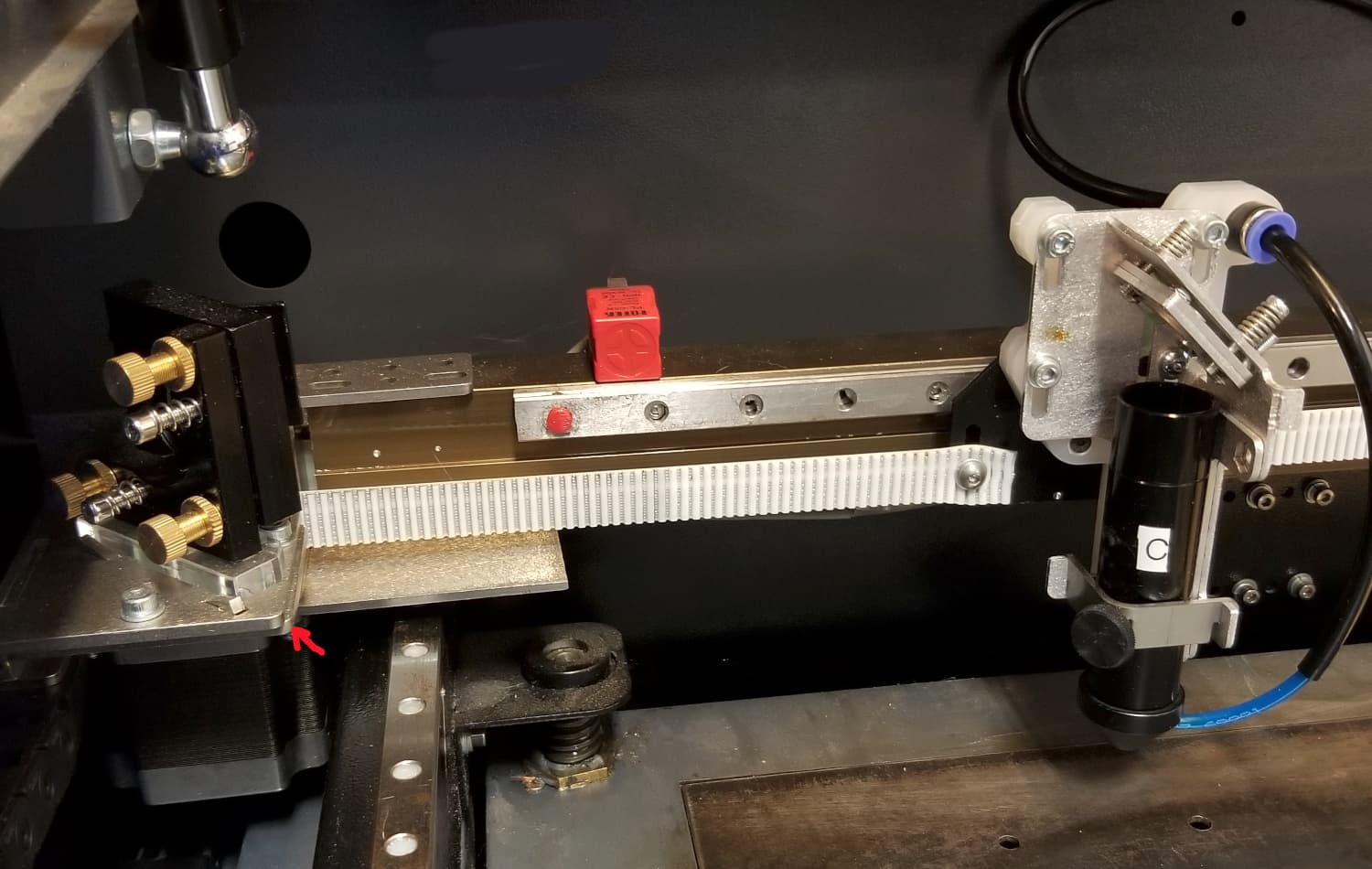
Rotate your belts so they are in the Smooth side into sproket
you must go slow, but i think what you are experiencing is the micro shift in the laser point as the sprokets touch the teeth of the belt
(THIS is just an experiment to prove the hypotesis, not to work with them like that!)
the issue with DPI is only compounding the problem
@gilaraujo this is a very valid point and the crazy test sounds not so crazy at all!
I would give it a shot, but hear me out with my hypothesis.
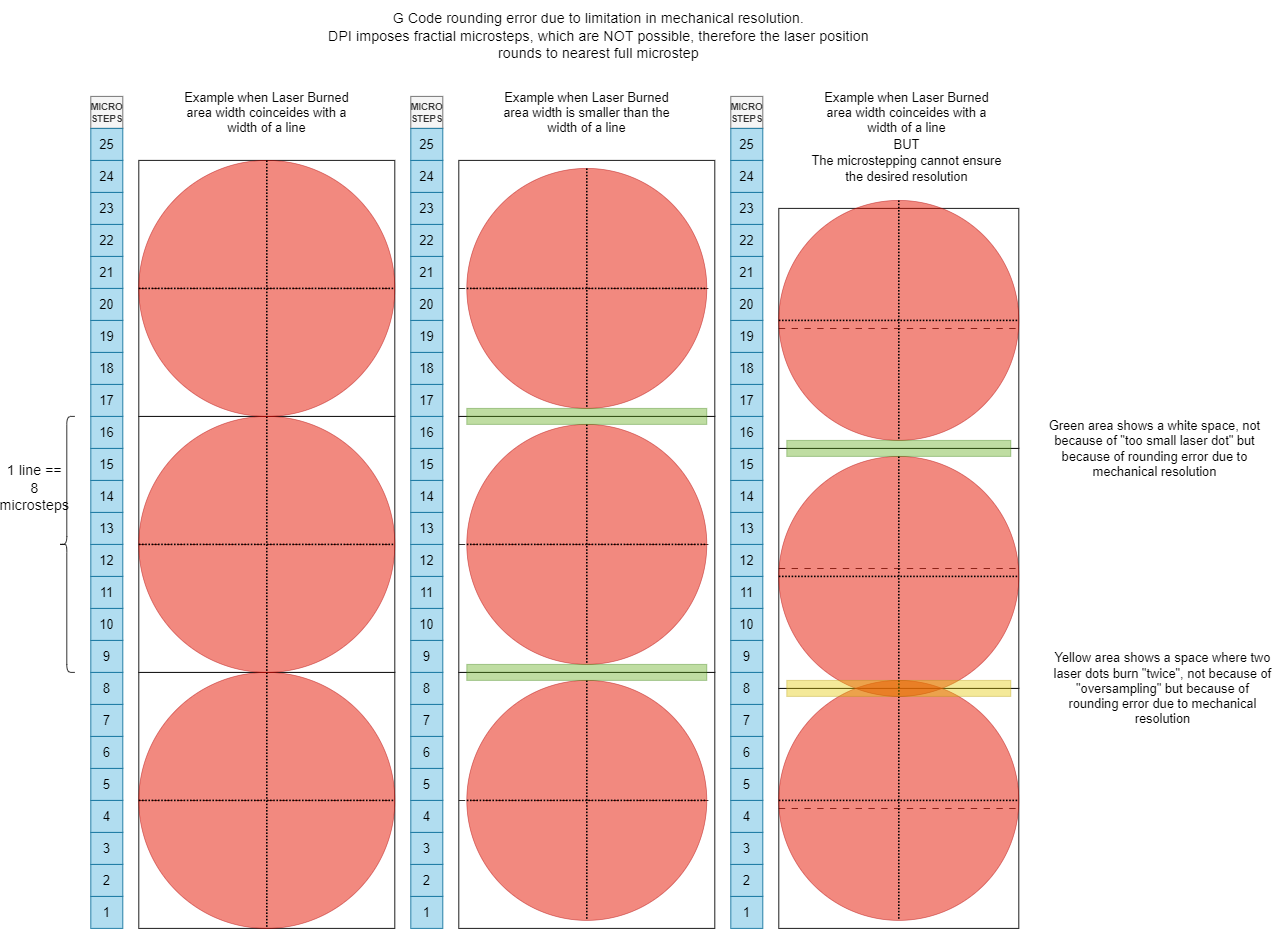
As you said, DPI error only accumulates (very good description, im gonna steal it if I may) . During accumulation phase, laser movements will be rounded down to previous microstep, so you wont see any white lines. However, once accumulation is too big (read, bigger than 50% of the width), the laser line “snaps” and jumps to next microstep. This results in a white line, of roughly 50% line width (interval width).
And I think that hyptohesis is also proven with the images I uploaded above.
E.g. the 406.4 and 338.658 DPI. The DPI rounding accumulation is different in these two cases. In both scenario it is repeating with same frequency (length), however the frequencies is different.
In e.g. 406.4, the “white artifacts” happen less often in comparison to 338.658 DPI. Which also makes sense when you think about it.
theoretical DPI 406.4 (for 0.0625mm step, which equals 5 full microsteps) LightBurn rounds to 406, which results in 15.9843 dpmm, which is 0.0625613884mm per dot, which is 5.00491 microsteps per line (interval), where the error (of 0.5 microstep) accumulates for roughly 102 intervals.
theoretical DPI 338.658 (for 0.075mm step, which equals 6 full microsteps) LightBurn rounds to 339, which results in 13.3465 dpmm, which is 0.07492601mm per dot, which is 5.99508 microsteps per line (interval). In this case the error (of 0.5 microstep) accumulates in just 85 intervals
This logically means, that in second case, the DPI error accumulates faster and therefore the white lines appear more often. Which is the case.
Of course, I cannot base my assumption on such a small set of data, I might do some more testing in the following week.
But as you see, the hypothesis is speed independent, same scenarios occur at different speeds.
Oh I also order TiO2, I want to finally do some good contrast pictures
Run this file on a tile in the orientation it is in and post a picture.
You should get at least one bar without the lines.
Speed and power should be good for your setup.
Hi Mike, thank you Ill give it a try.
Few questions tho, can I reduce the speed? And also, I see that you use the “Overscanning”. Should I keep it or was a mistake and I should remove it?
Regards
Exactly where my inspiration came from! lol
Different problems though but same type of visual representations
My theory is - specially on tiles - the sublimation of the glaze of the tile is hyper sensitive to focus, so the lightest variation will affect it
However different level of solution, i just want to see if the theory is right
The solution he suggests is hard to implement on small frame diodes
granted but he has a 5.5W diode. whch needs to be hyper focused or it wont sublimate at all (as is low power)
so the miniscule variation on height might affect it.
In fact i KNOW it does from Ortur master 2 and 2 Pros plenty of users had this issue because the spacing betwen sproket and wheels was tiny
I thought sublimation meant solid to gas with no liquid state. NWT heats the TiO2 beyond melting, but not into a gaseous state, this causes a molecular bond between the TiO2 and the glass.
Correct me if I’m mistaken…
Follow what you mean… my fiber with the short lens has a very critical focus point and a very shallow depth of field… That’s why I commonly use a longer lens
you might not be. sublimation is the best word i found to describe the chemical process that happens when you zap the TiO2 into the glaze of the tile
Clearly is not a “engrave” or a BURN as such so is chemical
Probably a different more exact name but sublimation serves me well lol