Hello, and thanks for this reply.
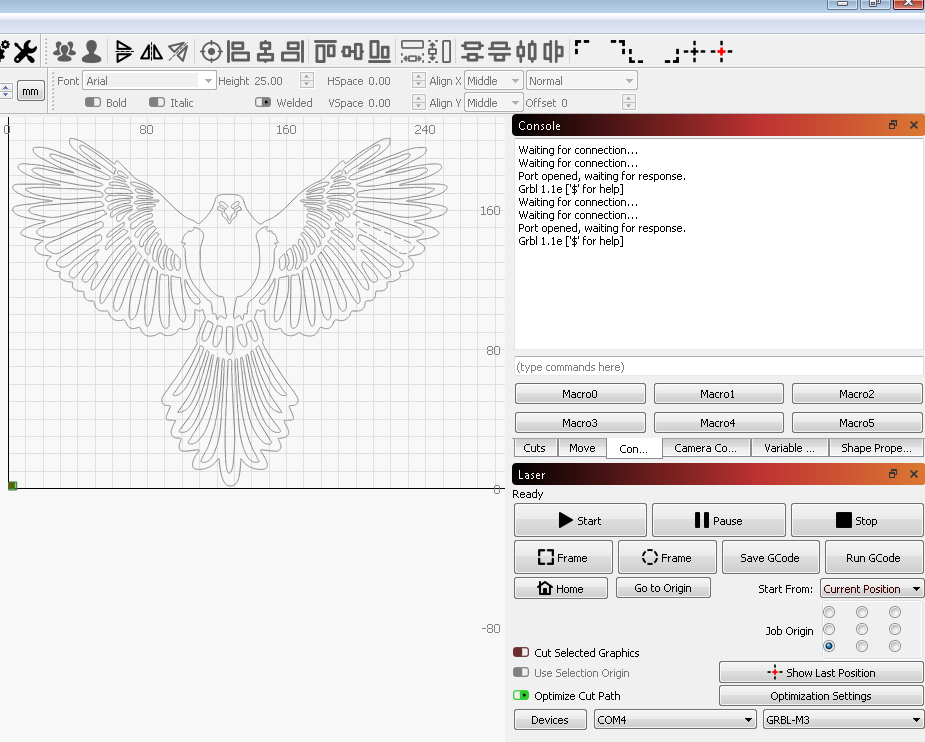
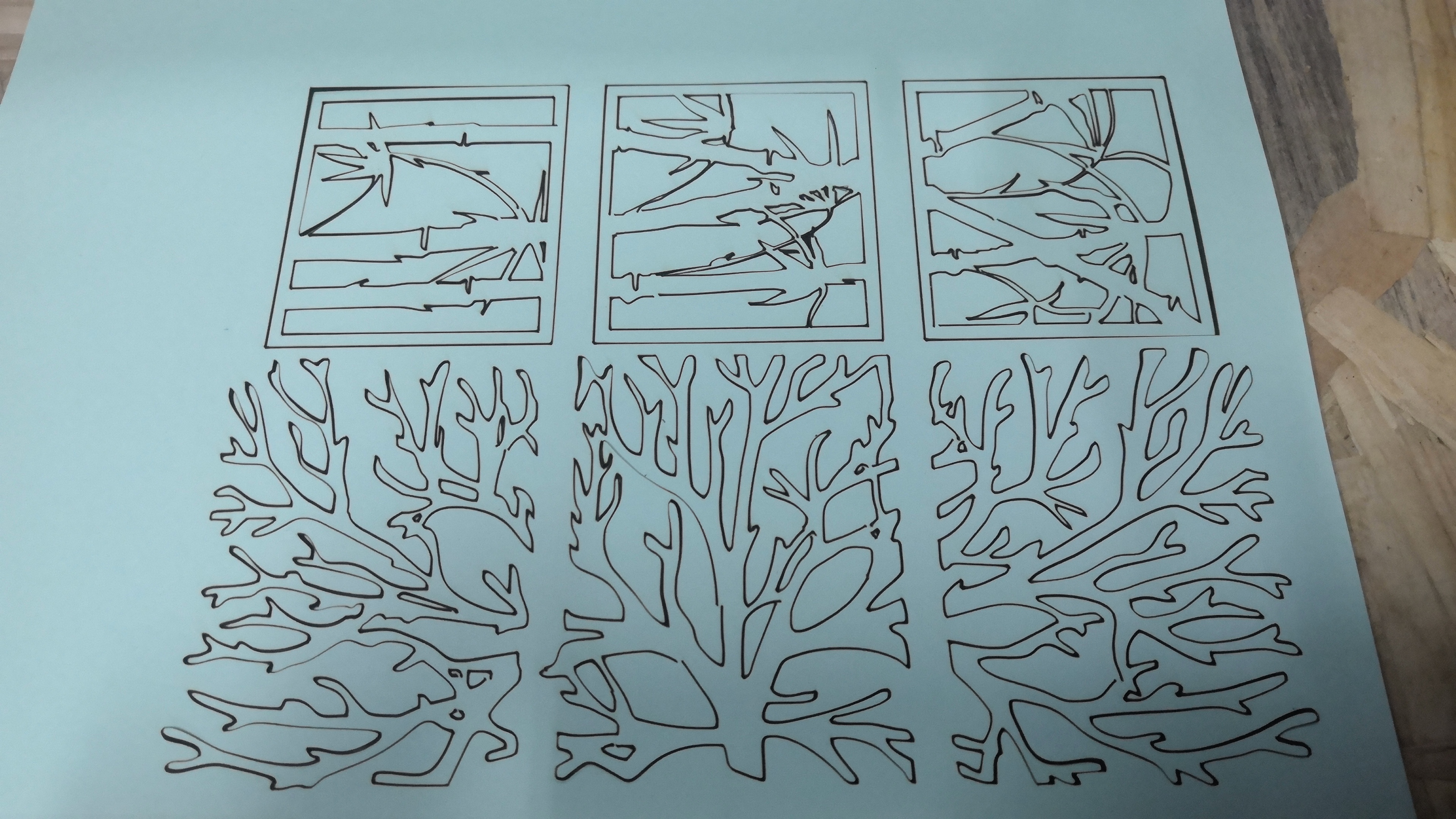
Yes I can understand it is missing steps, but I do not understand why. You are right, about the top of the image (do not mind the 2 straight diagonal lines below, it is another test), it seems like either the start or the end is not at the right place, therefore steps are missing.
I did try to lower the speed and it does not change anything, but I did not know that a belt could be too tight, the vendor told me to tighten then at much as possible. I will the try to make them a bit looser.
The head is not moving at all (I blocked it carefully), I already checked, and I use scotch tape to avoir that the paper moves.
I bought the laser on Aliexpress, it is not self-built. I did use the settings from the vendor :
$0=10 (step pulse, usec)
$1=255 (step idle delay, msec)
$2=0 (step port invert mask:00000000)
$3=1 (dir port invert mask:00000001)
$4=0 (step enable invert, bool)
$5=0 (limit pins invert, bool)
$6=0 (probe pin invert, bool)
$10=15 (status report mask:00001111)
$11=0.080 (junction deviation, mm)
$12=0.002 (arc tolerance, mm)
$13=0 (report inches, bool)
$20=0 (soft limits, bool)
$21=1 (hard limits, bool)
$22=0 (homing cycle, bool)
$23=0 (homing dir invert mask:00000000)
$24=25.000 (homing feed, mm/min)
$25=500.000 (homing seek, mm/min)
$26=250 (homing debounce, msec)
$27=1.000 (homing pull-off, mm)
$100=100.000 (x, step/mm)
$101=100.000 (y, step/mm)
$102=100.000 (z, step/mm)
$120=200.000 (x accel, mm/sec^2)
$121=200.000 (y accel, mm/sec^2)
$122=200.000 (z accel, mm/sec^2)
$130=200.000 (x max travel, mm)
$131=200.000 (y max travel, mm)
$132=200.000 (z max travel, mm)
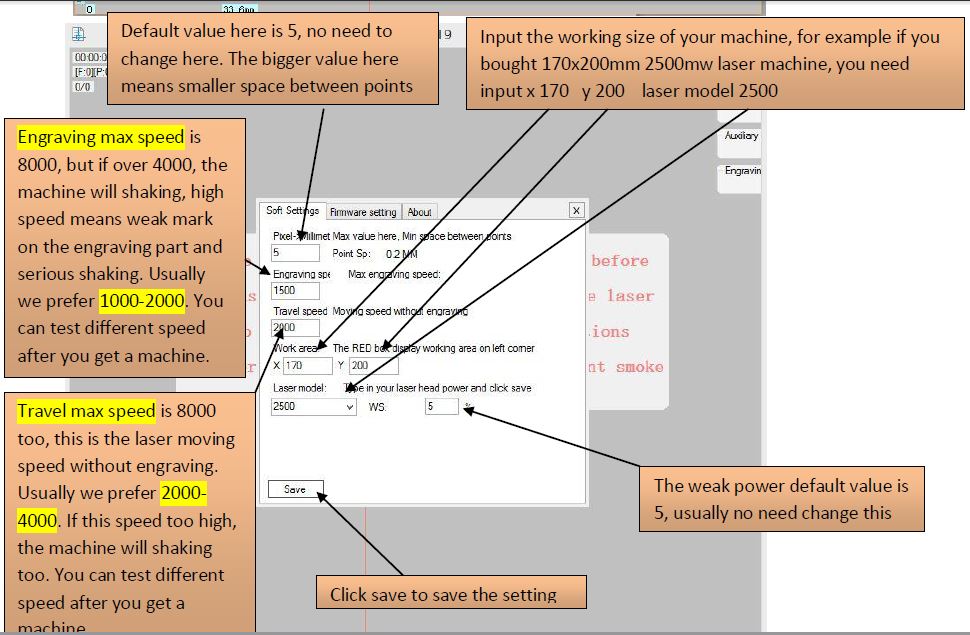
And here is the supplementary config that I did not know how to set in lightburn :
I hope it helps