Nah, you explained it fine. It’s certainly not normal.
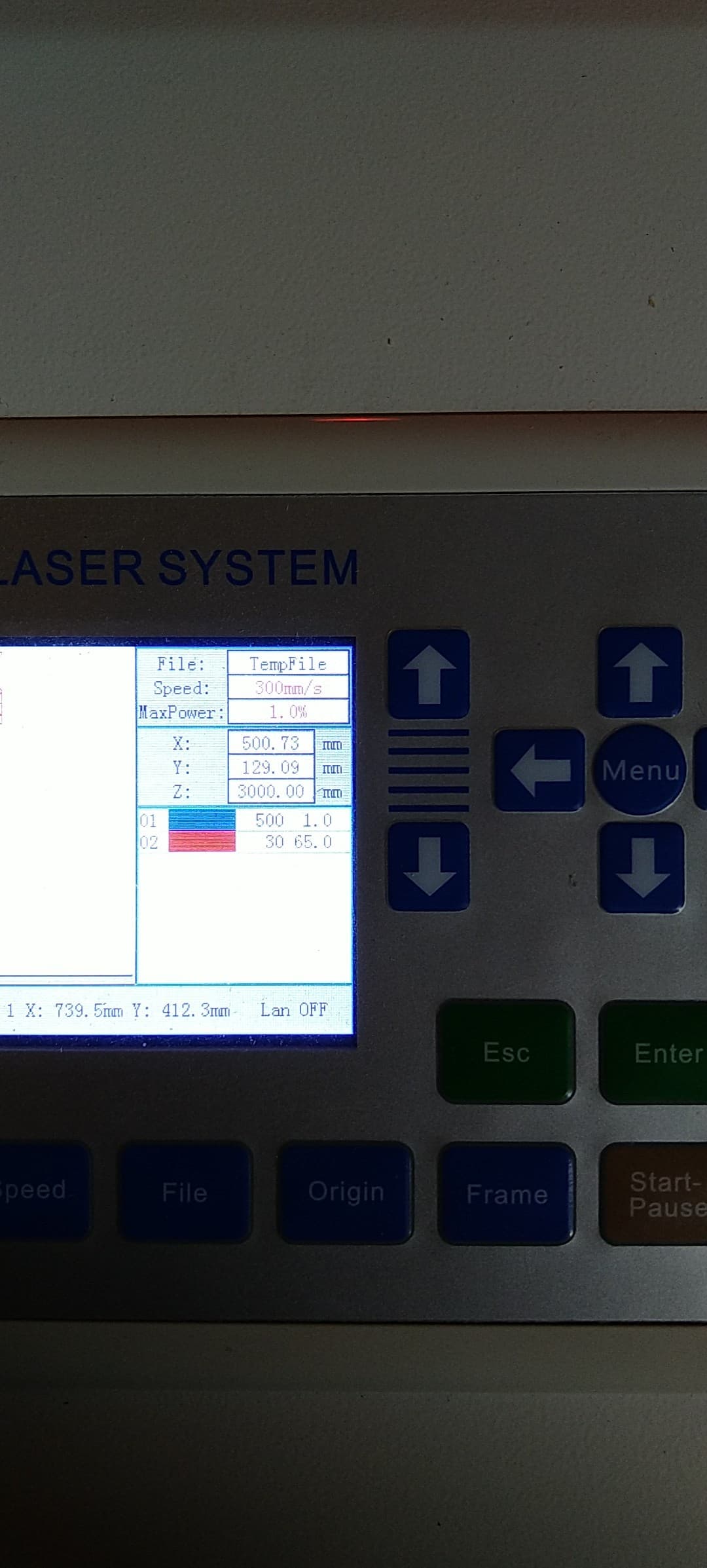
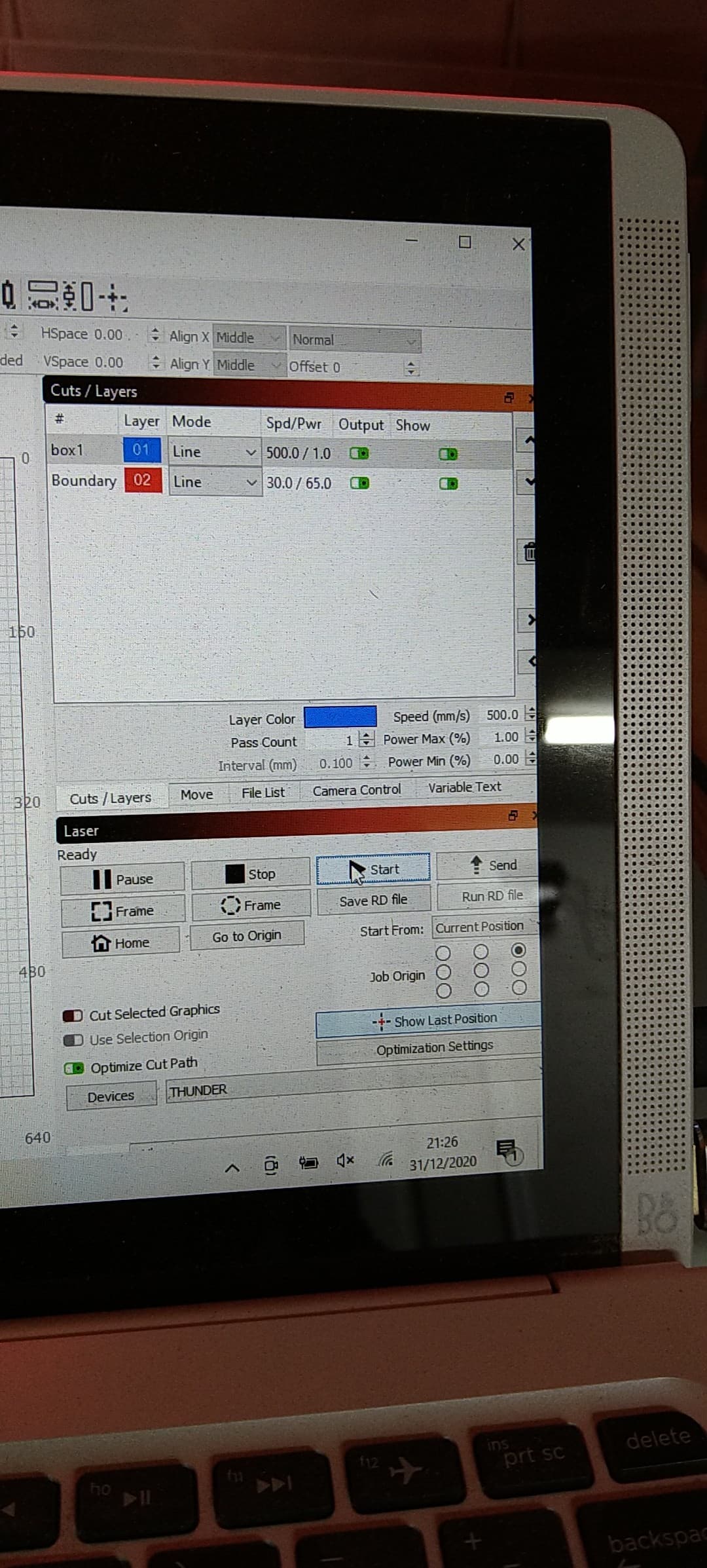
That you get anything burned at 1% is not normal and would indicate a hardware problem, not a software one - the file is being recognised as 1% / 65%, so LightBurn isn’t the problem.
The next test is to do a material test - say 10x 5mm x 5mm boxes of varying 5% power from 1% up - 1%, 5%, 10%, 15%, 20%…
If there’s no visible difference, for some reason your machine is not handling power variance.
‘Cut’ for line engraving is fine. Most people say that, and it was what I inferred from your post.
I’ve (literally) worked on hundreds of Ruida-controlled machines and haven’t seen this problem. If I had, the diagnosis would follow:
- Check all electrical connections, especially grounds on all devices
- Check chassis ground is solid through the centre-pin of your power lead (should be 0.001 ohm or better on a digital multimeter)
- Check HT lead from the PSU to the tube, making sure your fitting at the tube is both firm to the anode and completely insulated. Make sure the cathode is solidly grounded to the chassis, again, you can check with a multimeter.
- Check the signal wire from the controller to the IN pin on your power supply.
If I was presented with this as a customer problem, the first most likely culprit is that the signal fed to IN isn’t PWM - it’s giving it full voltage, thus making any setting for power level moot.
Easy to check.
Method one:
Disconnect your laser power supply from the mains, but leave the controller connected. This means the laser won’t be powered, but the controller and CNC components are working as normal.
A simple and safe way is to unscrew the AC and GND leads at the PSU and insulate them. Ideally with a spare bit of shrink-wrap, but you can use insulation tape. Just be sure they’re not going to contact anything - each other, metal or flesh 
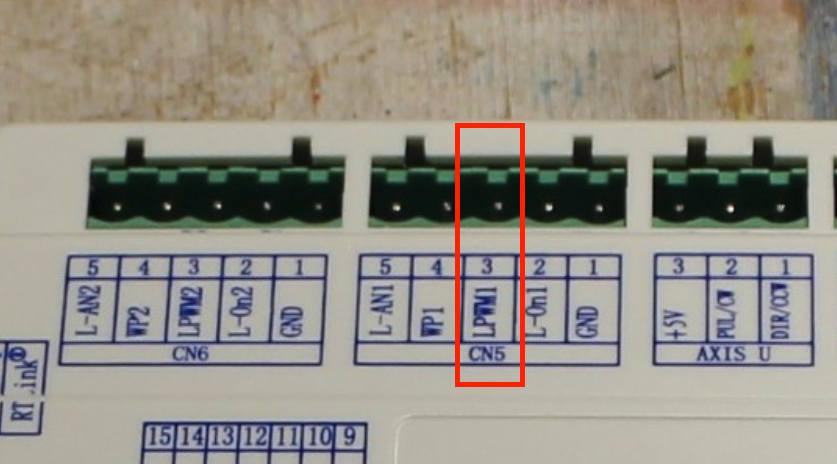
Run a variable power job, while monitoring the IN pin with a multimeter. If the signal goes up and down from 0V - 5V, PWM is working. If it’s at a steady state, you have a problem - either the signal wire to the PSU is coming from a pin that isn’t correct.
It should be the centre pin on connector 5 (CN5).
Method 2 is to meter the PWM pin at the controller. I prefer to take the laser PSU out of the equation, because it’s safer, even though you have to handle mains power.