Hallo, bei längeren Jobs (>20m Schnittlänge) kommt es bei meinem Laser zu deutlichen Ungenauigkeiten an den X und Y Achsen, wodurch meinen Bauteile unbrauchbar werden. D.h. wenn der Laser am Ende eines Jobs auf die theoretische Nullposition fährt, ist er vom tatsächlichem Nullpunkt deutlich daneben.
Gründe dafür könnten meiner Meinung billige Schrittmotoren, oder sonstige Hardware Komponenten sein, die ich auf die Schnelle nicht ändern kann.
Das Problem habe ich nun behoben indem ich längere Jobs in kleinere Jobs unterteile zwischen jenen ich den Laser neu auf Null kalibriere (z.B. einfach ein und aus schalte).
Gibt es in Lightburn die Möglichkeit den Nullpunkt softwareseitig zu kalibrieren. Ich meine damit nicht das Häuschen!! Mit der Homing Funktion fährt der Laser nur auf den vermeidlichen Nullpunkt der ja wie oben erwähnt nach einer Zeit deutlich vom realen Nullpunkt abweicht. Ich suche eine Funktion wo tatsächlich die Anschläge angefahren werden und die Software auf null gesetzt wird. Und wenn es ein derartige Kommando gibt; kann ich es bei längeren Programmen automatisch implementieren?
Vielen Dank im Voraus Grüße Thomas
"Hello, with longer jobs (>20m cutting length) there are significant inaccuracies on the X and Y axes with my laser, which makes my components unusable. This means that when the laser moves to the theoretical zero position at the end of a job, it is clearly off the actual zero point.
In my opinion, reasons for this could be cheap stepper motors or other hardware components that I cannot change on the fly.
I have now fixed the problem by dividing longer jobs into smaller jobs between which I recalibrate the laser to zero (e.g. simply switch it on and off).
Is there the possibility in Lightburn to calibrate the zero point by software. I don’t mean the cottage!! With the homing function, the laser only moves to the avoidable zero point, which, as mentioned above, deviates significantly from the real zero point after a while. I’m looking for a function where the stops are actually approached and the software is set to zero. And if there is such a command; can I implement it automatically for longer programs?
Thank you in advance Regards Thomas"
Thank you Google.
I am not familiar with your machine or controller, so I will not be able to answer your questions. I will try to answer those where I can.
However, this does not appear to be something Lightburn can fix with a setting. You seem to have a distance error in your drive systems. If the error gets worse with additional moves (longer programs), this indicates an accumulating error with using Incremental motions. In other words, each motion adds a tiny bit of error, that adds up the more you move. I would investigate the steps per mm values for the drives.
Hopefully, someone with a system like yours will jump in to help.
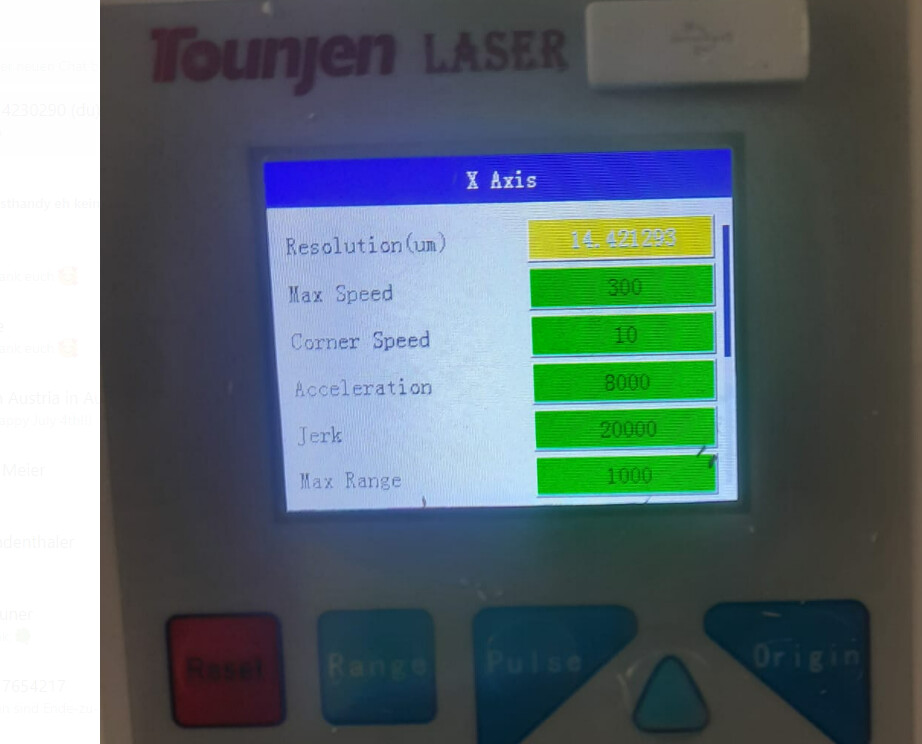
Hi Mike, thanks a lot for your quick reply. Meanwhile I found the value, where I can adapt the step/mm ratio. I have traversed a line of exactly one meter about 100 times by setting the number of passes accordingly. Actually the default settings were pretty close to the best resolut. At the end of the job, the laser head returned always exactly on its zero position. But as soon as I cut complex patterns (not only straight lines) the head does not return anymore exactly to its mechanical zero point. Can It be possible that it looses step in the curves? Could it make sense to play with the corner speed value?
Many thank in advance BR Tom
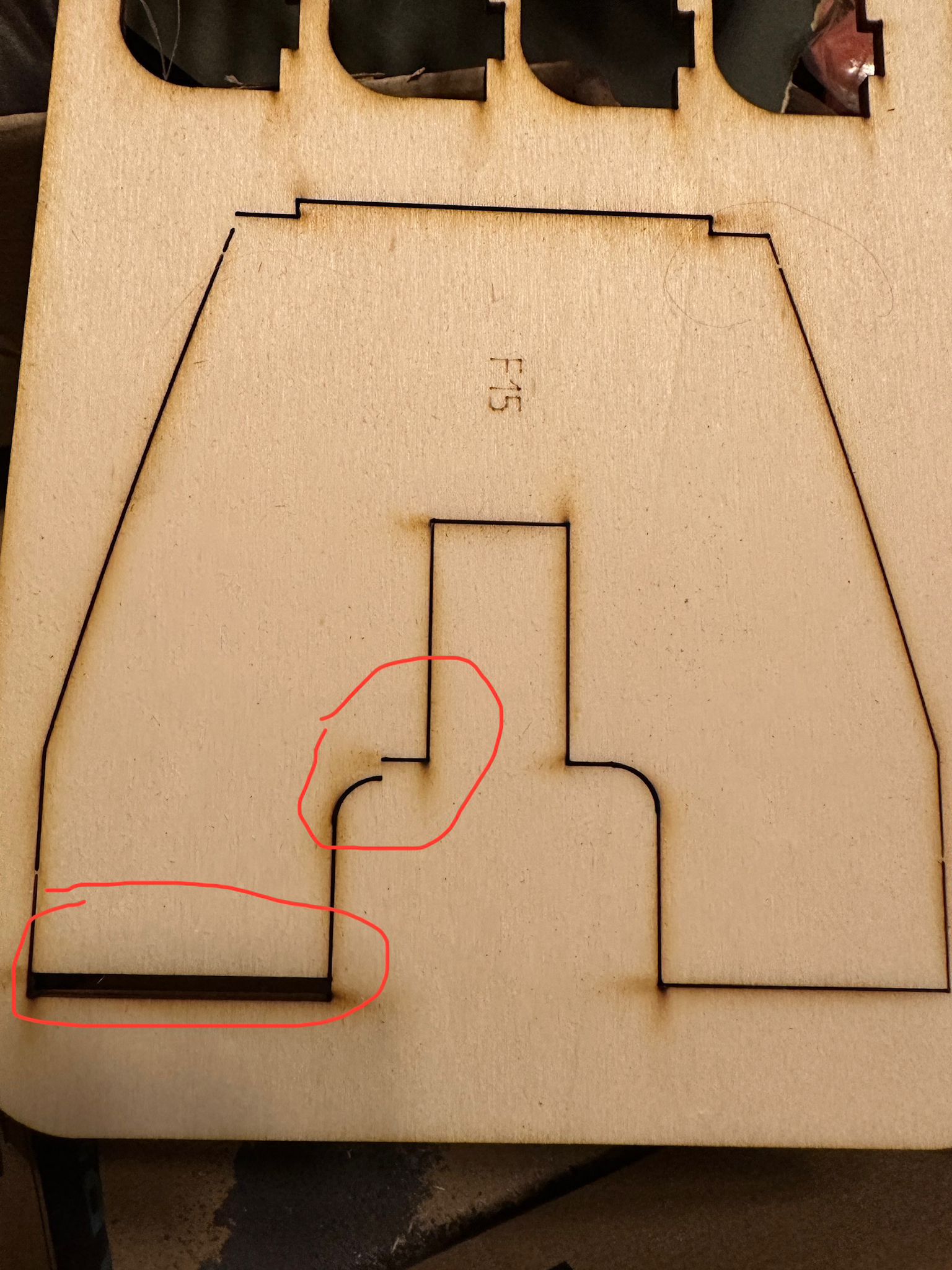
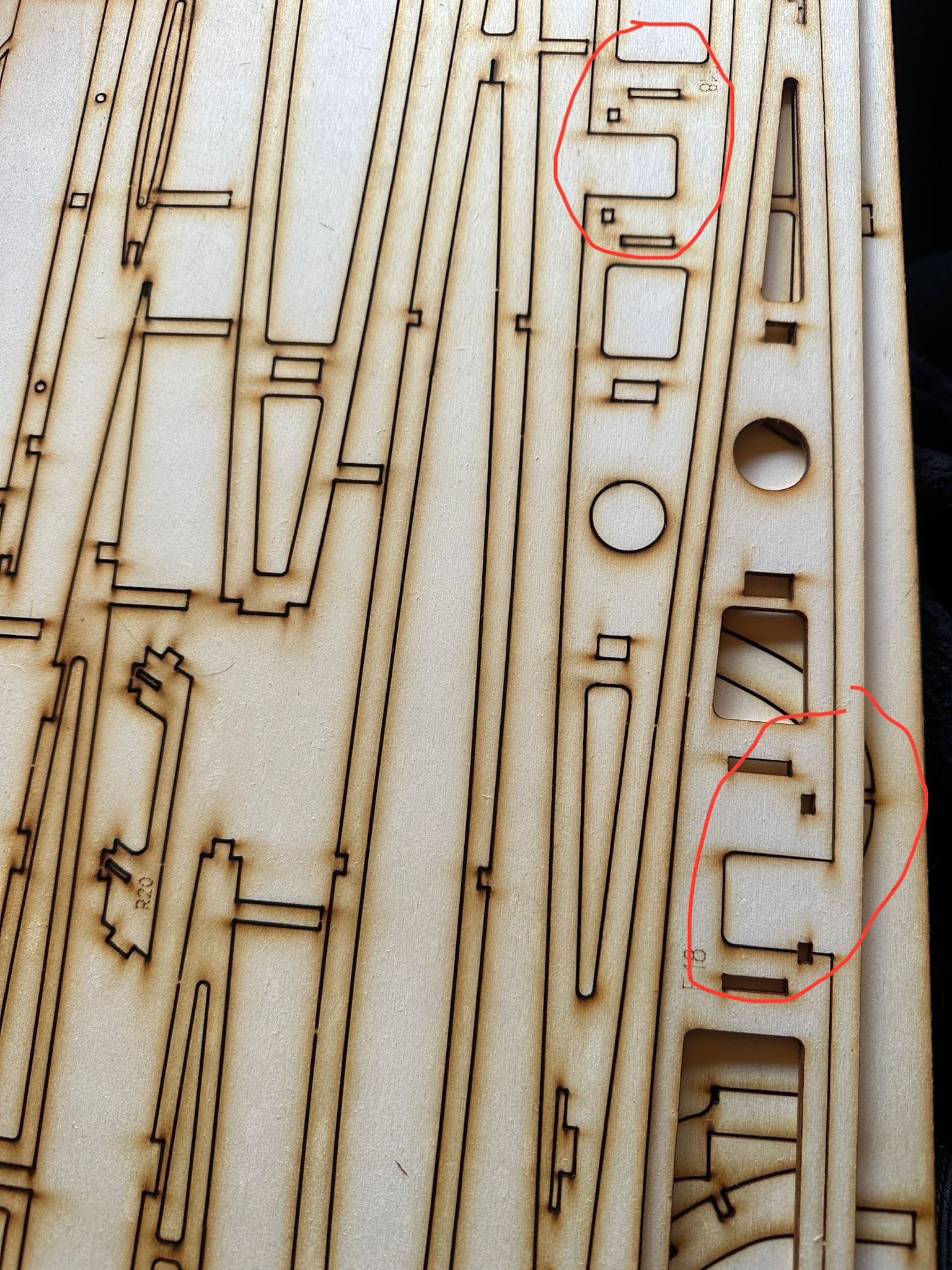
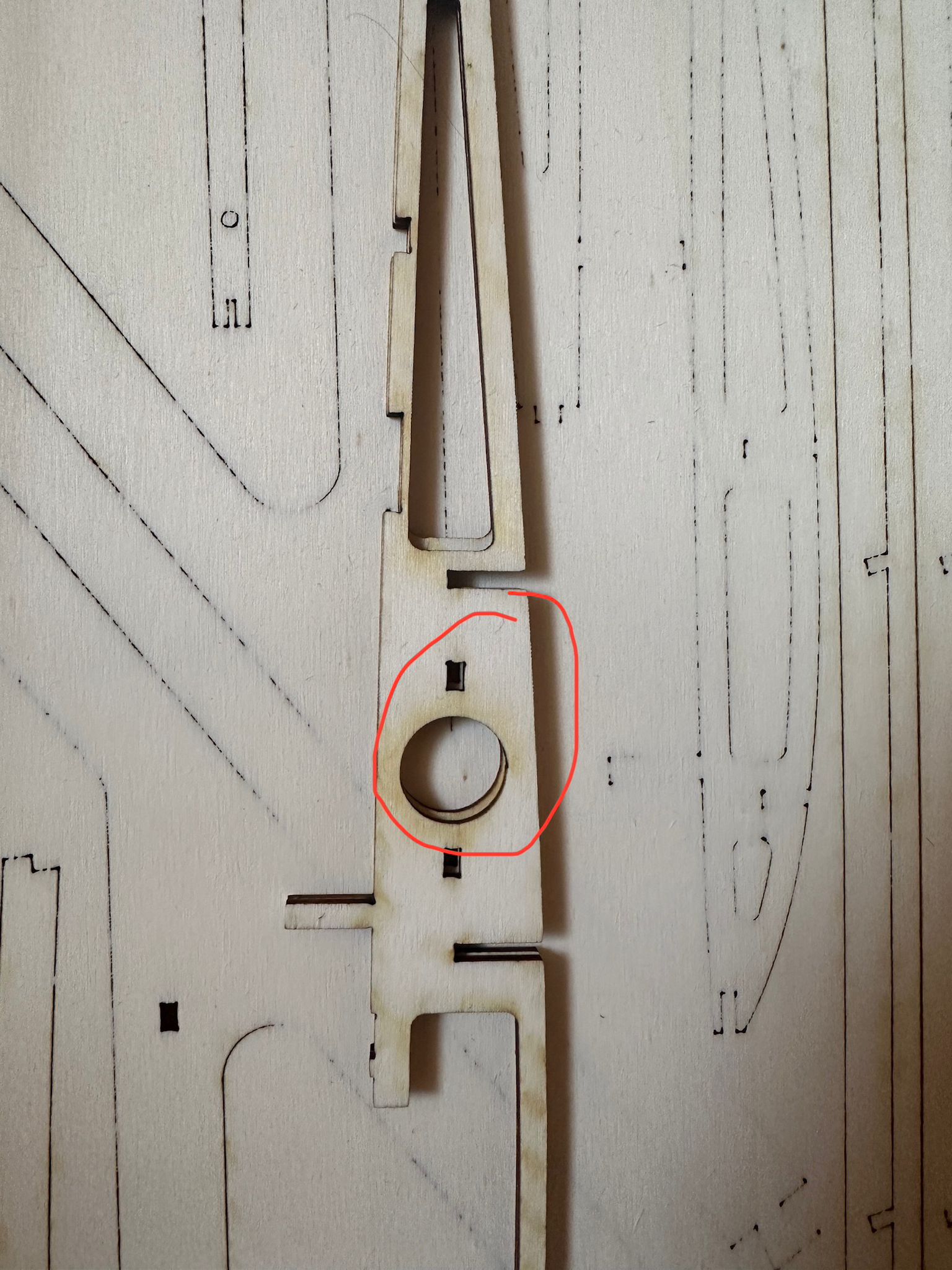
Hi Mikey, thanks for your reply. The offset at the end of longer Jobs (ca. 20min) is 2-5mm. It is independent from speed and laser power. I guess it is more depended from the shape; maybe from the amount of curves . The offset is less likely, when making only rectangles.
I think this is just coincidence. The top of the first image shows a gap. The entire left side is shifted down. I would suspect a loose grub (set) screw on a motor shaft. If X is across in the picture, suspect the Y axis. Also check there is no movement in the laser head mounting.