LightBurn Software Forum
Offset-Fill Acrylic
LightBurn Software Questions
Tips and Tricks
Squid
(Squid)
April 5, 2021, 3:53pm
2
Nicely done.
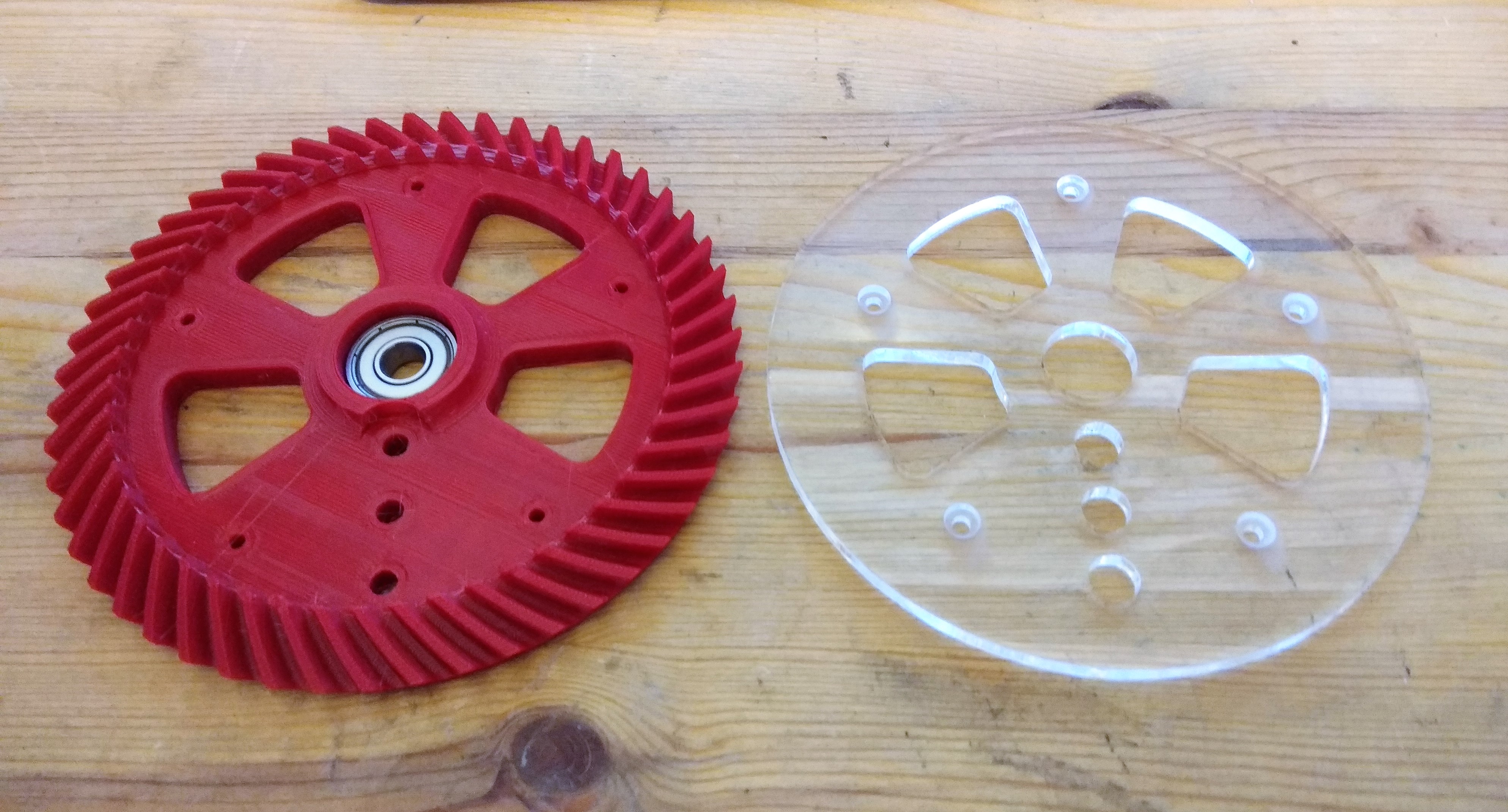
In this project of mine I made recessed drill holes using fill. works like a charm.
IMG_20210305_085540
3975×2141 1.84 MB
500624790de3ad89d6ea4150a473212d22fb4523
1173×345 113 KB
show post in topic