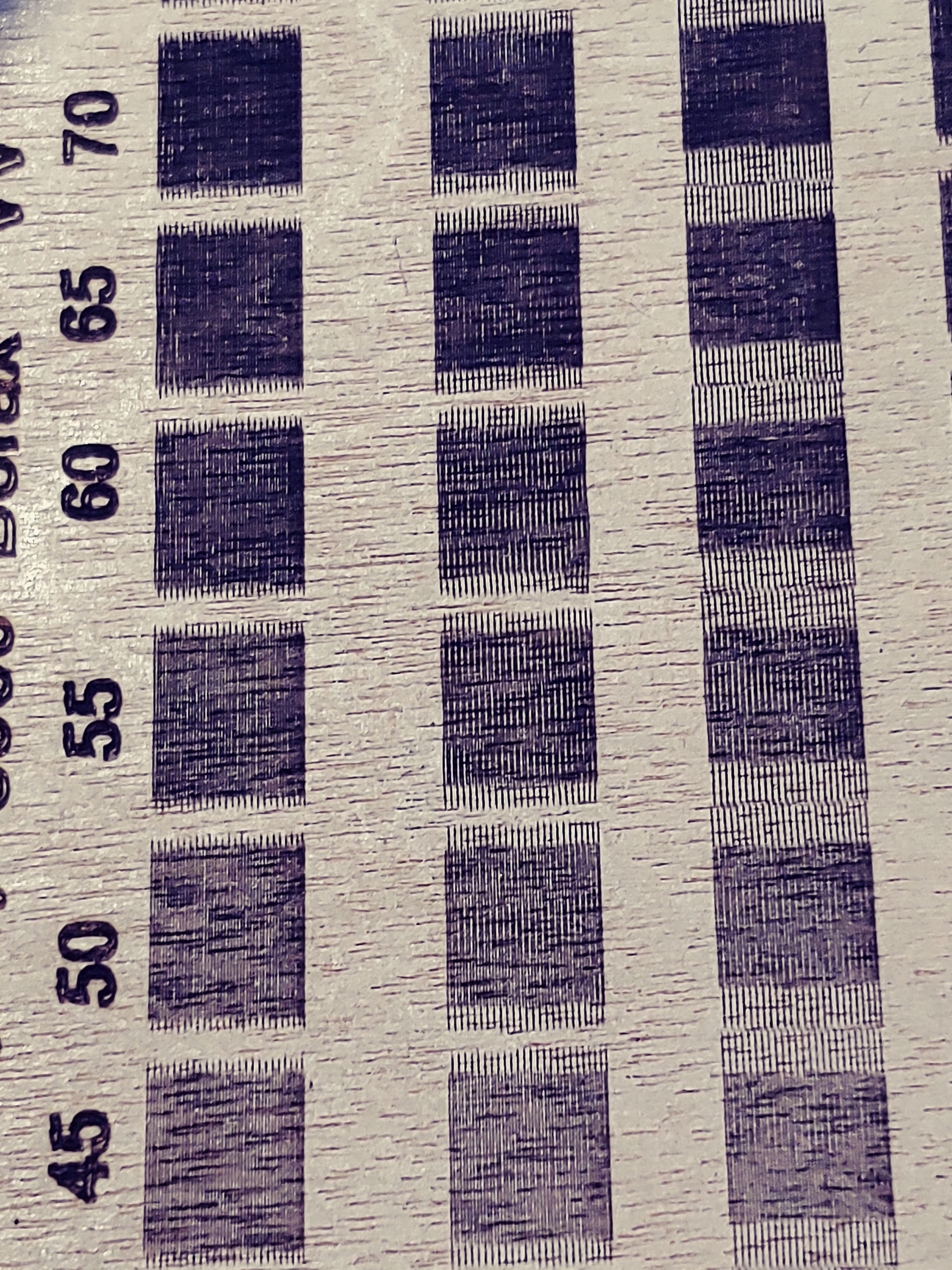
Hi, im trying to calibrate my diode laser with the offset scan but im not sure what to input for the categories. The LightBurn documentation doesn’t go into specific details on what to enter so I’ve been trying it out with 3 speeds to varying effects.
The left is the original, tthe middle is 0.5mm line offset and the right is -0.5mm for a single speed. I’ve tried about a dozen variations with 3 speed setting variables with decreasing offsets at slower speeds but the uneven edges are still there.
It is a pity that you do not write at what speeds you have run this test in the picture. It will give others with the same machine, a sense of the values are within the normal, and better opportunity to answer your question.
The thing is, there isn’t really much point to me giving out the speed as i don’t even know what i need to look at. It’s just random trial and error testing at this point to see if it eventually lines up. Even the numbers in inputting are a ballpark to see the effect on the lines until i figure out what the input variables mean.
maybe you start too fast and do not see it as a “wrong” starting point. Is it 10, 100, 1000 or 10000 mm / min? … In other words, what does the result look like with 1000 mm / min?
My question was what does the line shift and intial offset columns in the overscan adjustment entry menu do, not what exact numbers to input. I’m confused on whether to use one column or both.
If you really must know, this particular test was 8000 mm/min with 5 mm squares. Possibly 5.57 mm high though. It was only the initial scan and not the tests.
I do not need anything from you, but if you do not want to provide the most basic information, it is just not really possible to help you.
Now you write after all that you are trying to drive at 8000 mm / min on a distance that is 5mm long! On this short distance, the machine does not even reach the speed you ask it to, rarely not asking if the machine has time to stop in time with the associated deceleration …, that is why we ask for data.
And to clarify, overscanning has nothing to do with it, you can not compensate for the selected speed.
Your amount of offset to correct the jiggles is going to be small and you will be the best with a 30 to 100 power microscope to help.
on the slow end 2.0 inch/s or 50mm/s or 3000mm/min my correction factors are only like .001 which is .0254 mm.
on the fast end 25in/s or 300mm/s or 18,000mm/min my correctin factors are like .012 in or .3mm
So i got some help from a Facebook group and it reduced the issues. He said to use the line offset column which worked, while i test trailed 8 data points starting at 0.25 mm offset at 8000mm/min with a decrease of 0.03 every 1000 mm/min. For the record, I’ve done extensive testing and there is a marked difference in performance every 500 mm /min up to 9000mm/min which is the GRBL limitations of the machine. A power test array can easily show the machine can run at 8000mm/min.
That overall reduced the offset error to about half or less to the extent i would need a USb microscope to further estimate.
What value are you incrementing it for each test. 8000mm/min then 8500mm/min, 9000mm/min?
Not a grbl limitation and 9000mm/min (150mm/s) is not what I’d call fast. My little CNC3018 will run 300mm/s with a woodpecker grbl board. Also, those limits are set within the configuration registers such as the $110 through $112 are ‘max rate’ or the speed limit set on your machine by the factory for each axes.
You can change these, make sure you back up the original configuration.
Usually what limits you is the mechanics. Even the slowest processor can spin the magnetic fields on the motor much faster than the motor could ever respond.