Afternoon all! Doing some initial project work now that I’ve got my Omtech MF2028-80W set up with mirrors aligned and focus height determined. Using Lightburn, I’m cutting out some small-ish geometric tokens (about an inch wide with some funky cut-in corners) with some text outlines being cut lightly on them using some medium weight chipboard (think cereal box material). Previously, I had been doing this using a 10W Xtool D1 Pro diode laser, and my settings were:
Text Lines: 75mm/s 60% Power
Cut Lines: 12mm/s, 100% Power, 2 passes
This would cut out a sheet of these in roughly 45 minutes. On the MF2028, I did some material tests and decided to go with
Text Lines: 400mm/s 10% Power
Cut Lines: 300mm/s, 40% Power, 1 pass
These settings, despite being drastically faster and using only one cut pass, result in a predicted and real-world time of about 35 minutes.
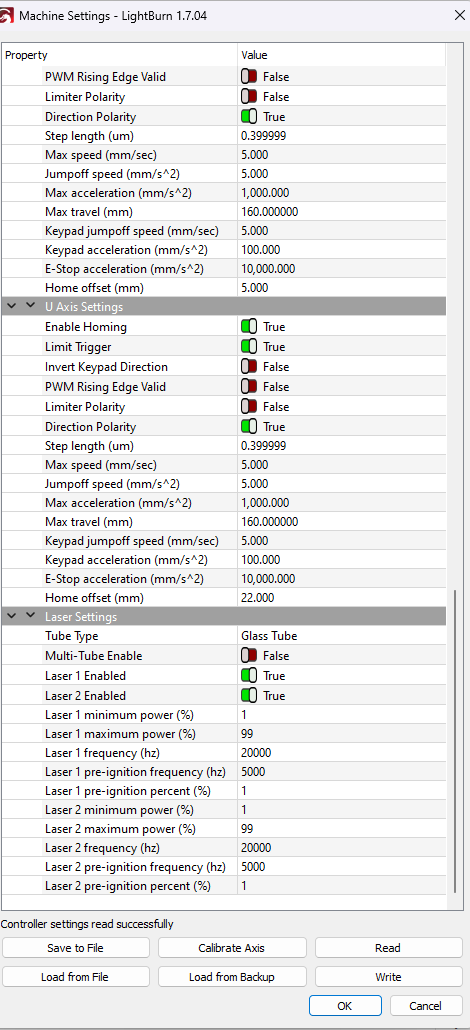
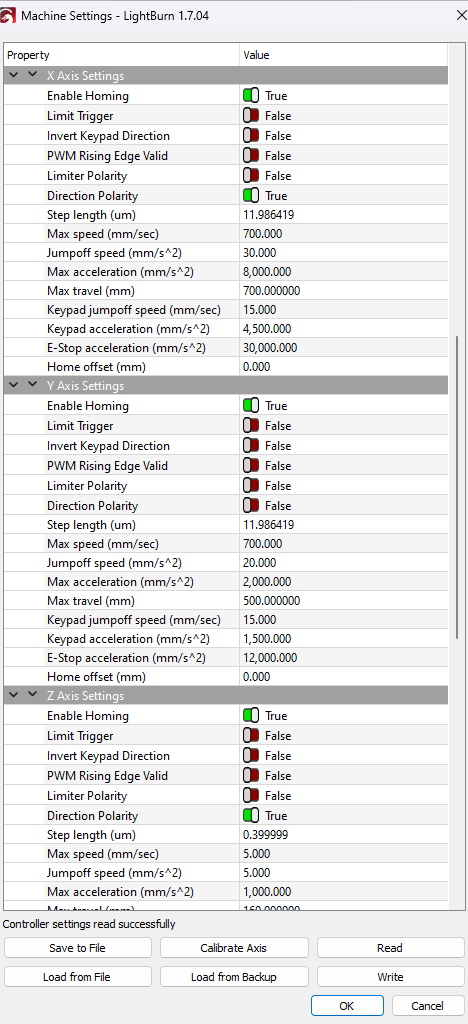
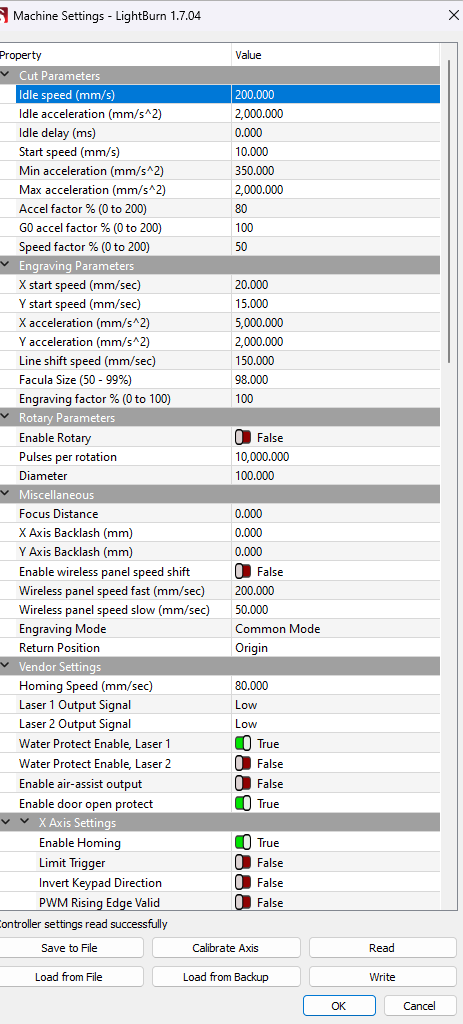
From paying attention to the laser, looking through Lightburn options, reading through the user manual, etc, I suspected last week something between Lightburn and my laser may have something like a speed cap of less than 300mm/s. Since then, I have done some research through the forums here and found information pointing me to the Machine Settings>Vendor Settings section, where the x/y max speeds were set to 400/300mms respectively. As some posts here indicated those may need to be higher to actually hit 400/300 etc, I bumped both up to 700mm/s which brought my estimate down to 25 minutes, but now that I’ve sat down and toyed with the settings it seems like the preview is estimating no difference in project time with any speeds above 100mm/s.
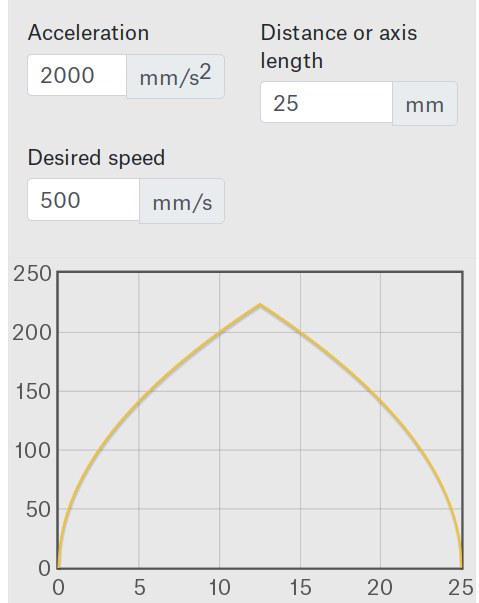
So, to the actual question; is there a speed governor somewhere else in the laser’s settings or firmware, and if so can it be turned off/raised and/or is it safe to do so when using it to do lots of small squiggly text? Or, is there something else I’m missing like Lightburn or having some sort of control limitation based on the actual shape being cut out? Watching how much extra space the head needs when it’s whipping back and forth to do high speed fill projects, I understand there has to be some realistic limitation to line speed when it comes to tiny intricate details so the laser doesn’t way overshoot corners, I just expected the laser/software would let me make my mistakes and ruin a project before they’d have that level of idiot proofing, so I was prepped to just up the speed up by degrees until I saw problems, but it looks like instead I’m cranking the speed to get no difference past a certain point and I’d like to find out where/why that is.
If it really is Lightburn or the laser just saying “bro, slow down, you’ll overshoot these particular lines if you go any faster than 80mm/s” that’s totally fine, I’d just like to know. Seeing how much more power and how much tighter the control is on this thing than my diode laser, I’d be surprised if it really can’t do much faster realistic movement for line cutting than the diode. I’m clearly having no issues cutting through this material in one pass at a maxxed speed even down below 16%, so I was hoping to find a way to try doing some designs with it ripping along at 300 or 400mm/s at 30-40%
Attached are pictures of the Machine Settings menu, because I honestly don’t know what most of this actually entails, I’m trying to learn all this new C02/Ruida controller info as fast as possible but the materials I have don’t cover much of this.