Definitely a combination as @SrayBA mentioned, but I’d say the extra air would be the biggest help, combined with slowing the speed down.
Reducing the speed and power will mean you will have a smaller kerf, with less volatility/material combustion, and less mechanical vibration, producing a steadier cut.
Regarding the skin - depending on the density/composition of the MDF you are cutting it may not necessarily be the best outcome to focus to the top surface. It’s all about testing these things, and the easiest way to find out for sure is to do a focus “ramp test” at the speed and power you settle on. Inspect the whole length of the cut on both sides, and the wall of the cut itself - look for a focus height that best satisfies a happy compromise between top and bottom cuts.
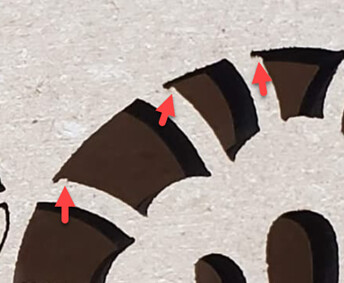
I suspect that you could get an even better result if you slow the speed even further, it will help get rid of these little cling ons:
For example, try slowing the speed @ power a lot more from 13/65/55 to 7/35/35 just to see what happens - slowing the speed should produce better quality cuts, which may save you time if you are cleaning up cuts later. Increase the speed (and power as needed to just cut through) until you notice the quality starts to become unacceptable.
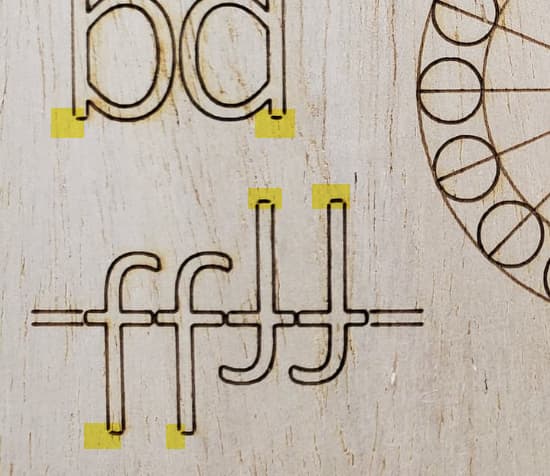
Your backlash test result was a pass with flying colours, but the other issue it raised (and the numbers in the kerf test) was that a number of the small radiused corners were not burnt. I’m not quite sure why…will be thinking about it.
Interesting. I have not done a ramp test at the actual settings I use to cut. The power is always turned way down and I just use the pulse/arrows to make my line. I guess if I think about it, it might actually make sense .
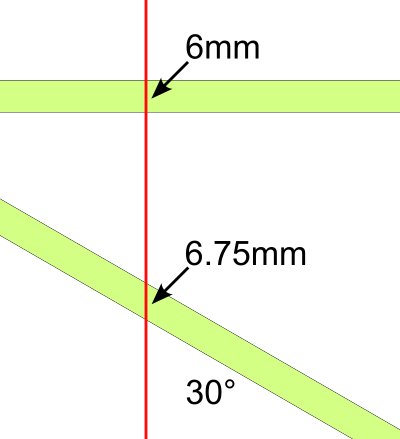
But would this really provide an accurate result? Since the scale is ramped at an angle (mine is kind of steep), the distance from where the laser enters the material on the top to where the laser exits the material would not be the same thickness as if the material was lying flat. Am I completely misunderstanding this?
I will do a little more testing.
Yeah I was pretty amazed at how well it looks. Especially with the optimizations off .
Many of these have a 2" lens which makes a spot about 200uM with a dof of 2.75mm. If you focus to the center of your material, it will be in focus from +/- 1.37mm on each side of center.
A 4" lens has a spot of about 410uM and has a dof of almost 11mm. If you’re cutting 10mm material, focusing in the center of the material will ensure it’s focused for over +/- 5mm from center and the dof will be within the material.
That could probably be the wisest choice, it’s probably an unrelated issue.
You’re welcome
When You said radiused , that got me thinking.
Could it be that the radius is so small, and the path is so short, that the controller for some reason (perhaps lead-in/lead out power compensations overlap?) pauses the beam from firing.
But it doesn’t seem to affect all the more or less similarily radiused corners ??
The reason I brought that up, is that back in the early 90’s when I was studying in Poly, we sometimes collaborated with local laser cutters.
One of the more daunting tasks -one that I don’t think was ever fully resolved because the root of the problem was kind of hardwired into the controller- was trying to cut (stackable) evolvent gears out of 10mm+ steel sheets.
The problem was that their Cad/Cam software obviously divided the complex evolvent path into multiple (100 or so) segments, and the controller just couldn’t keep up.
So either there was a bridge, or a puddle in every node.
Since the result looked horrendeous at best as can be imagined, I suggested simple arcs as the sides of the teeth, stack the individual gears, and ground just as gears are traditionally made.
That would’ve still saved a ton of money, and the evolvent path still was within’ the surface roughness of the arc so the surface hardening would’ve also been kept.
I graduated soon after that, so I don’t know what the solution eventually was, or if they even found one.
Yes I totally get the DOF. I am just trying to understand what doing a ramp test at cutting speed/power with the scale being at a decent incline will tell me exactly? And how do I interpret the results? Will I be looking at the back or the front or ?? What is confusing me is the laser will cut through at an angle. And that angled cut will be thicker than the actual thickness of the material I will be cutting.
I just went with 30° as a quick example. Not sure exactly how steep my ramp is.
Sorry for my ignorance. Just wanting to understand.
That is an interesting thought. It clearly is a setting or something since I have the same controller as so many others and not all seem to have this issue. Maybe others that are more knowledgeable can jump in?
It’s not for cutting, it’s for looking at the line it produces for it’s most thin range. Measure from the material to the nozzle and you have your focus distance. If you look at the resulting pattern, it will be fat at the top/bottom and skinny in the middle.
The range of skinny is it’s dof.
All a ramp test does is confirm focus position… and give you an idea of it’s dof.
The vertical distance difference will be on the order of 10 mm, maximum, and the length could be 300 mm if that’s the piece of plywood / MDF you have on hand. The angle will be 2° = atan(10/300) and the thickness will be 1/cos(2°) = 1.0006 times the original material thickness = not a problem.
But, as @jkwilborn points out, you don’t want a cut, you want a line on the surface so you can examine the width scorched on the material to find the narrowest section. Paper will work when you throttle the laser down enough to just mark it, although you should tape it down to keep it flat.
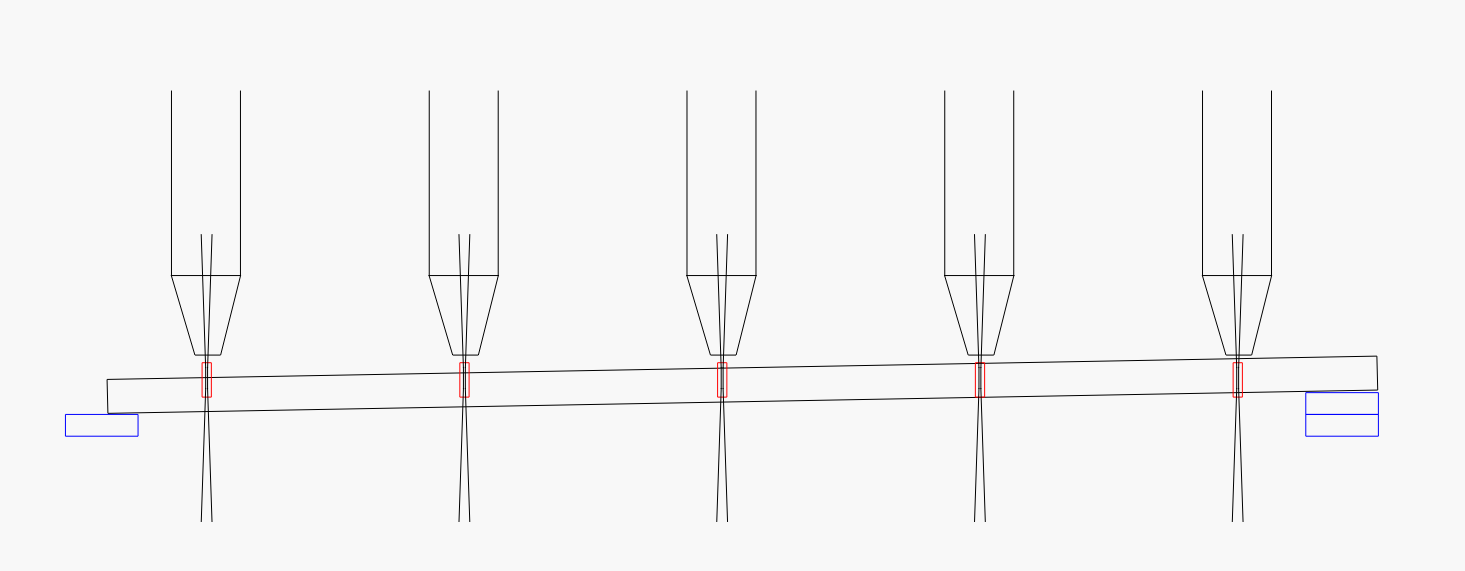
The ramp test I was proposing was to observe the characteristics of the cut (top, bottom, and middle) as the depth of focus (in red) slowly moves down through the material.
The jagged lines at the bottom of the cut are the result of the focus slightly flaring at the bottom (due to both the lens and deflections in the material), and so should improve as the depth of focus moves to include that area, but at the cost of losing quality at the top.
The ramp angle is very slight (1-2degs), the blue rectangles in this pic represent the rough height of a focus spacer you would normally use between nozzle and material surface, the ramp length roughly 300-350mm long. The ramp is lifted at one end by 1x focus spacer (just to avoid flashback) and at the other end by 2x focus spacers:
The reason for this test is to determine (by observation) the best overall focus height for cutting your job given your requirements and all the unique factors of your setup … your air, your MDF, your focus lens, etc.
As usual, make sure your optics are nice and clean before running the test and that your focussing lens is also correctly oriented (curved side facing upwards).
Another test I would recommend is to pulse a pinhole spot on a piece of scrap at focus height, then lower the z-table about an inch or so then pulse again, and check if the pinhole and the larger pulse spot are concentric. This is a quick test to see if the beam is perpendicular to your work (if not perpendicular - that might help explain (along with general flaring) those cling on artifacts on the underside at the very end of the cut).