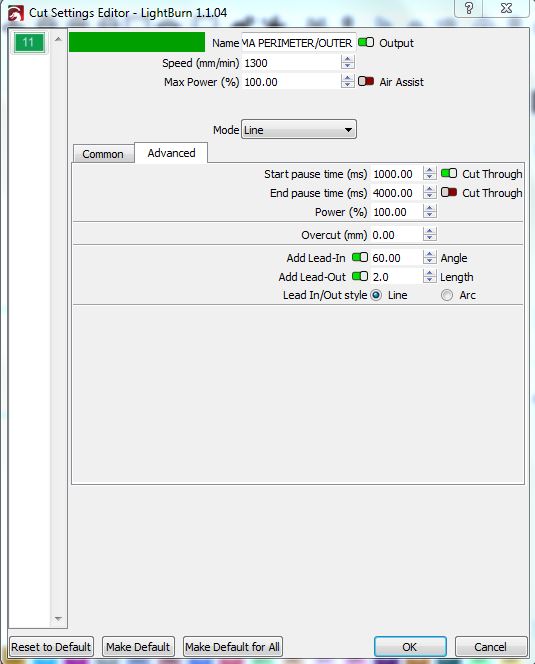
Forgive me, as i am going to write this based on memory of things that i have tried/discovered in the process of getting the plasma running…
I am running GRBL on the arduino, but i found the following:
Lightburn in GRBL Laser Mode ($32=1). M4 is 100% as control output, M3 is not used at all and M5 is only used at the end of the Layer (irrelevant of number of cuts in that layer). I can not see what regulates the M4 PWM as it appears to be behind the scenes (based on speed); but this has a hiccup after the pierce delay as well
-This did not work
Lightburn in GRBL Laser Mode ($32=1), Constant power
M4 is still used, but M3 is also used in the pierce delay code block (not sure which command supercedes but seems like a conflict of interest) ; but i believe M4 cuts the power after the pierce delay behind the scenes
-this did not work
Lightburn in GRBL Router Mode ($32=0).
M4 always has a hiccup at the end of the pierce because the laser stops (slows down) and the PWM drops to 0
Lightburn in GRBL Router Mode ($32=0); Constant power
M3 and M4 are both used and the laser turns on as soon as you hit start (regardless of position and never stops until the final position
M5 is used at the end of the code (not the end of each cut or the end of each layer even).
This means that every single cut has to be on its own layer (an issue when you have multiple holes in within a single perimeter
-This works if each cut is its own layer and they are output one layer at a time- not a realistic work stream.
Lightburn in GRBL-M3 Laser Mode ($32=1) (constant power is not an option)
Again, turns on and does not turn off until the complete gcode (all layers) is run
(there is only one m5 issued during the output)
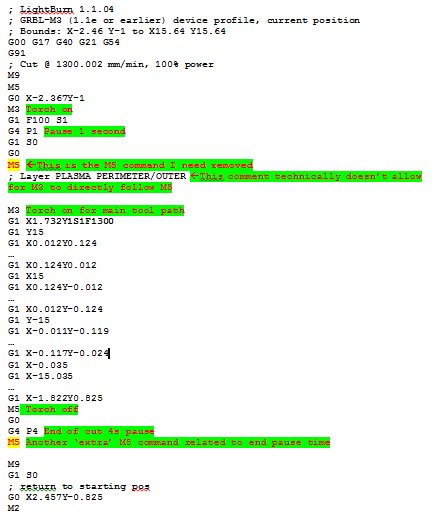
Lightburn in GRBL-M3 Router Mode ($32=0)
M3 and M5 commands are issued at all times. The good is that they are issued at each time during multiple cuts in each layer. The bad is they are ALSO added at the start and stop of each pause delay.
After going through all of the configurations the Lightburn GRBL-M3 Router Configuration ($32=0) is the closest code.
I still have to manually comment out the M5 after each pierce code block but the rest is 100%
Im not sure why you would ever need the M5 at the end of the start delay- if this could just be removed from the start delay code as a whole; i think it would be ok…
The reason being it will always enter into a tool path code because its the only way to get that code block added vs suppressed…
It looks like y’all update monthly(ish) and i just missed the big one and the little followup… I guess im going to be waiting a bit.
No problem; thank you regardless- i appreciate you taking the time.