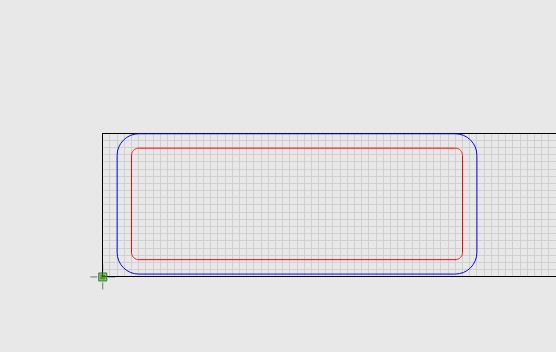
as can see in pick pocket is centered 20mm right round
once pocketed out it is approx. 3mm out one side and one end but the internal measurements are correct inside and out ,didn’t notice it on the bigger sign but once measured it.
yeah nah, if excess deflection on 1st pocket which is likely due to depth and roughing tool the finishing pocket pass of 1mm with a dif bit would of been noticeable they ran the same path with no over cut.
also the final tool pass being a chamfer profile lined up with the pocket , and outside profile sweet as
have done 3 test runs on same board with a v bit and its cutting same line every time ,
maybe when changing tool and re tightening collet, pressure of spanner may have moved axis just enough to put it off ,which when thinking about it direction of spanner when tightening is Y + and X-
axis are belt driven so there is that slack/ free play
If I ever suspect I moved an axis myself on the CNC mill or laser, I do a Home operation (I always 99.6% of the time use Absolute coordinates). I had to add limit switches to my mill so I had this repeatability.