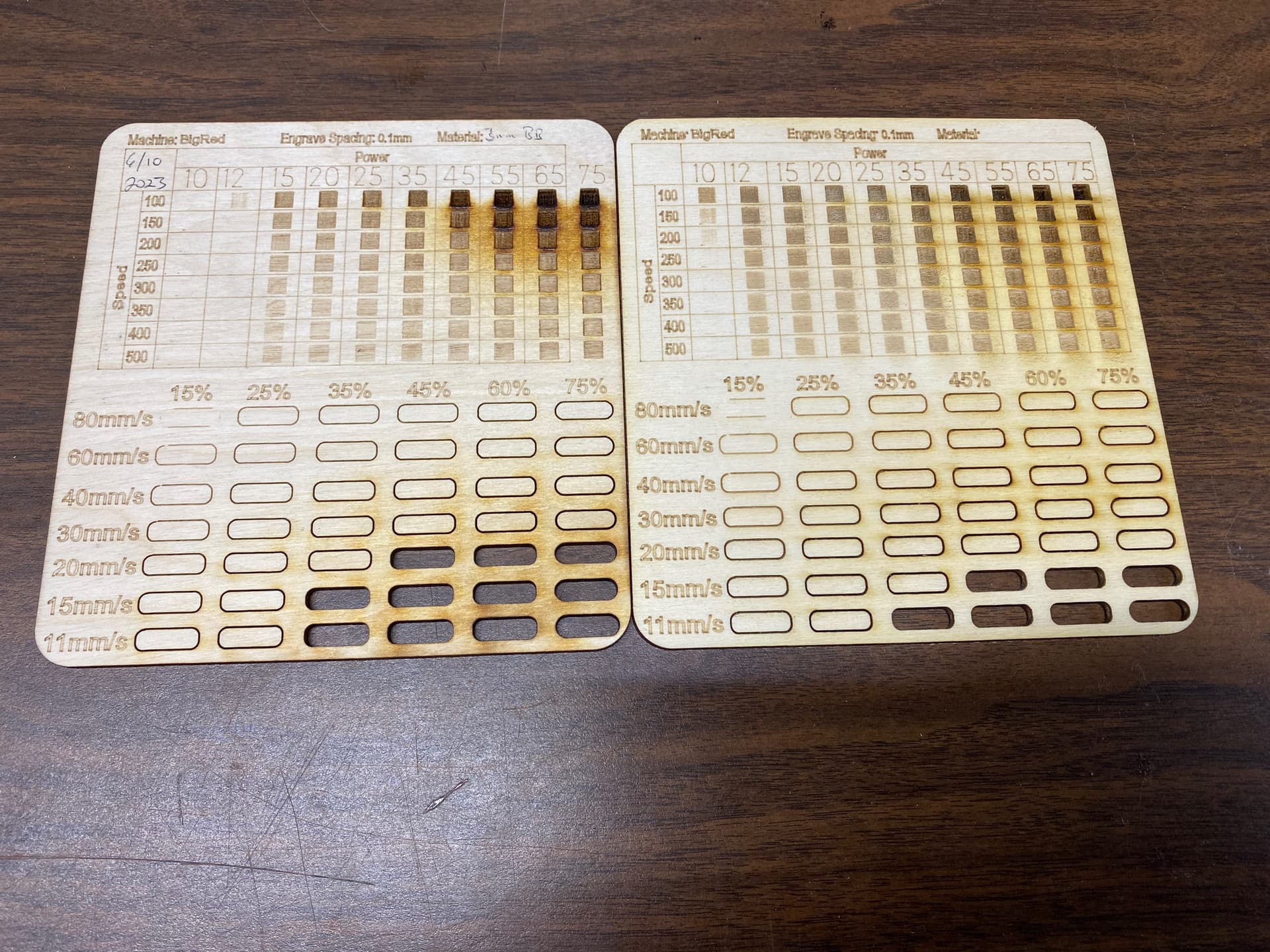
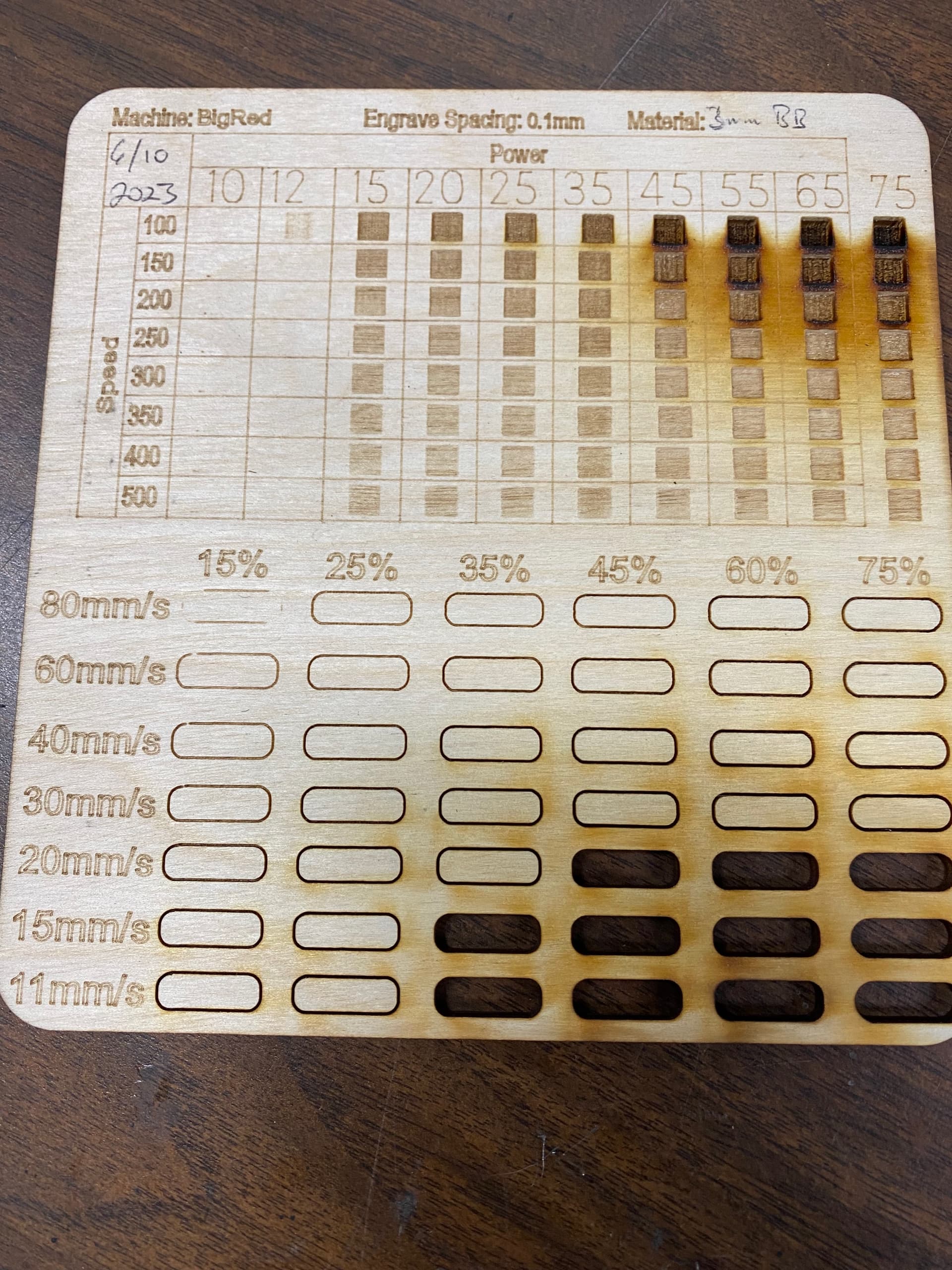
I picked up one of these test grids a while ago and run them on different materials on the different lasers in our makerspace. In each row, all cut or engrave shapes are set to the same speed with power set to max 100% and min 0%, then each shape is power scaled by column. The numbers at the top of the columns are equal to the power scale number of that column.
I get better results on the test grid than I do in real life. For instance, in the photo uploaded, it looks like you should be able to cleanly cut through 3mm baltic birch at 20mm/s @45% power. In reality, I can reliably cut through the same material at 75% power at about 18 mm/s
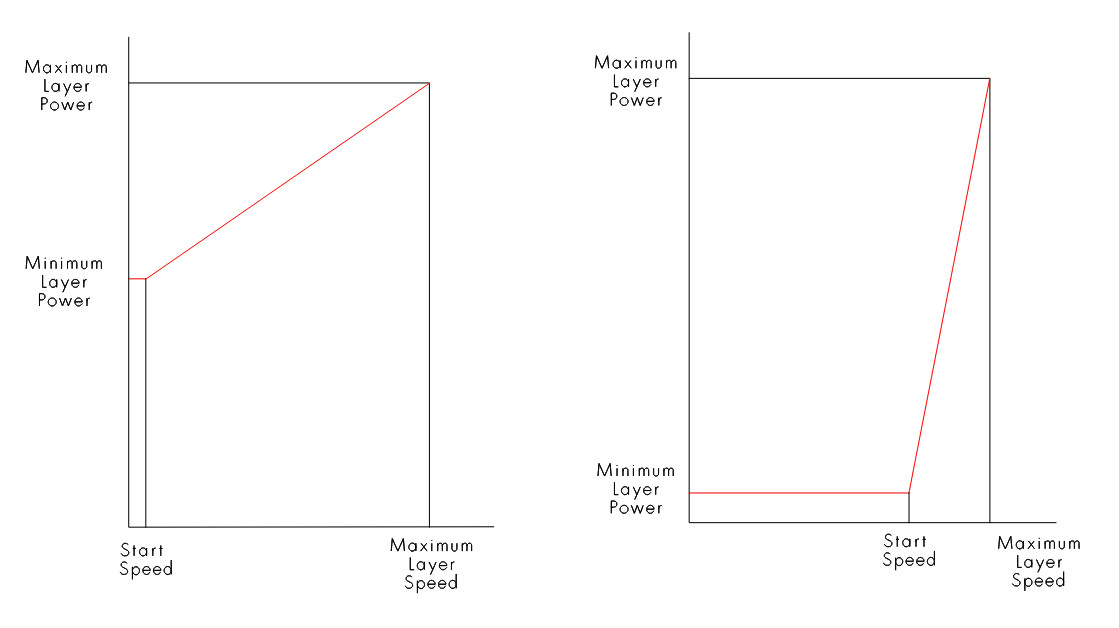
Via Lightburn, I’ve set the max power allowed on the controller to 75% in order to cap the amperage at 25mA. (We’re in a busy makerspace, so I need to keep the parameters enforced.) So I’m wondering if this may be the source of my problem. My power scaling range is between 0-100%, so when it cuts at 100 max/0 min power, power scale 75%, is it giving me the same power output as it would if I set it to 75 max, power scale 100%? If it’s not, then what would be the best way to get a more accurate result?
Laser speed and feed test file_BigRed 75max.lbrn2 (337.4 KB)
EDIT:
As I finished typing the previous paragraph, I realized that I could temporarily set the max power allowed on the controller to 100% and run the test again. That seems to give me results that are closer to our “real world” results. Anyone have a better understanding of power scaling they could share so I could understand just what’s going on? Thanks!