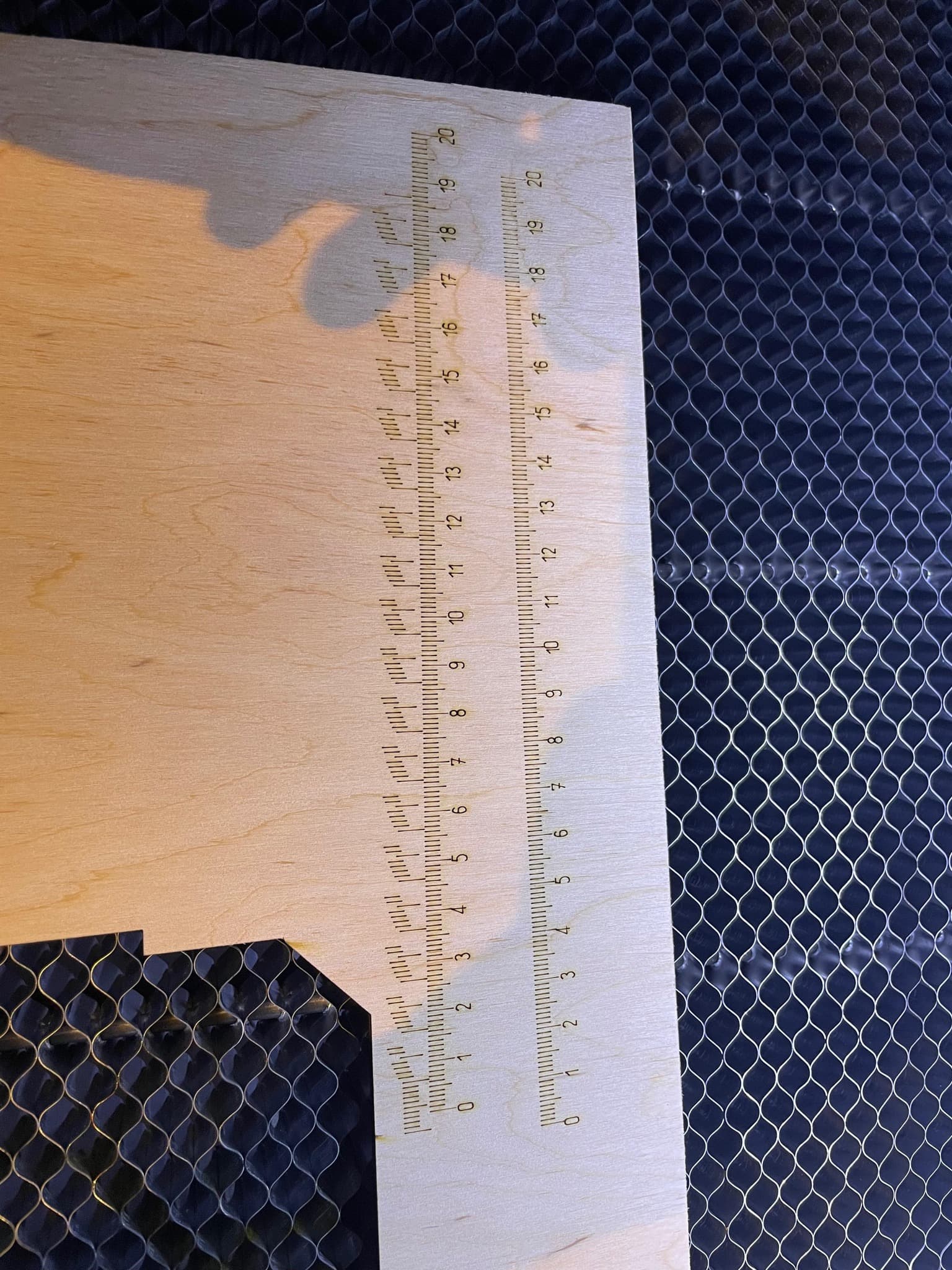
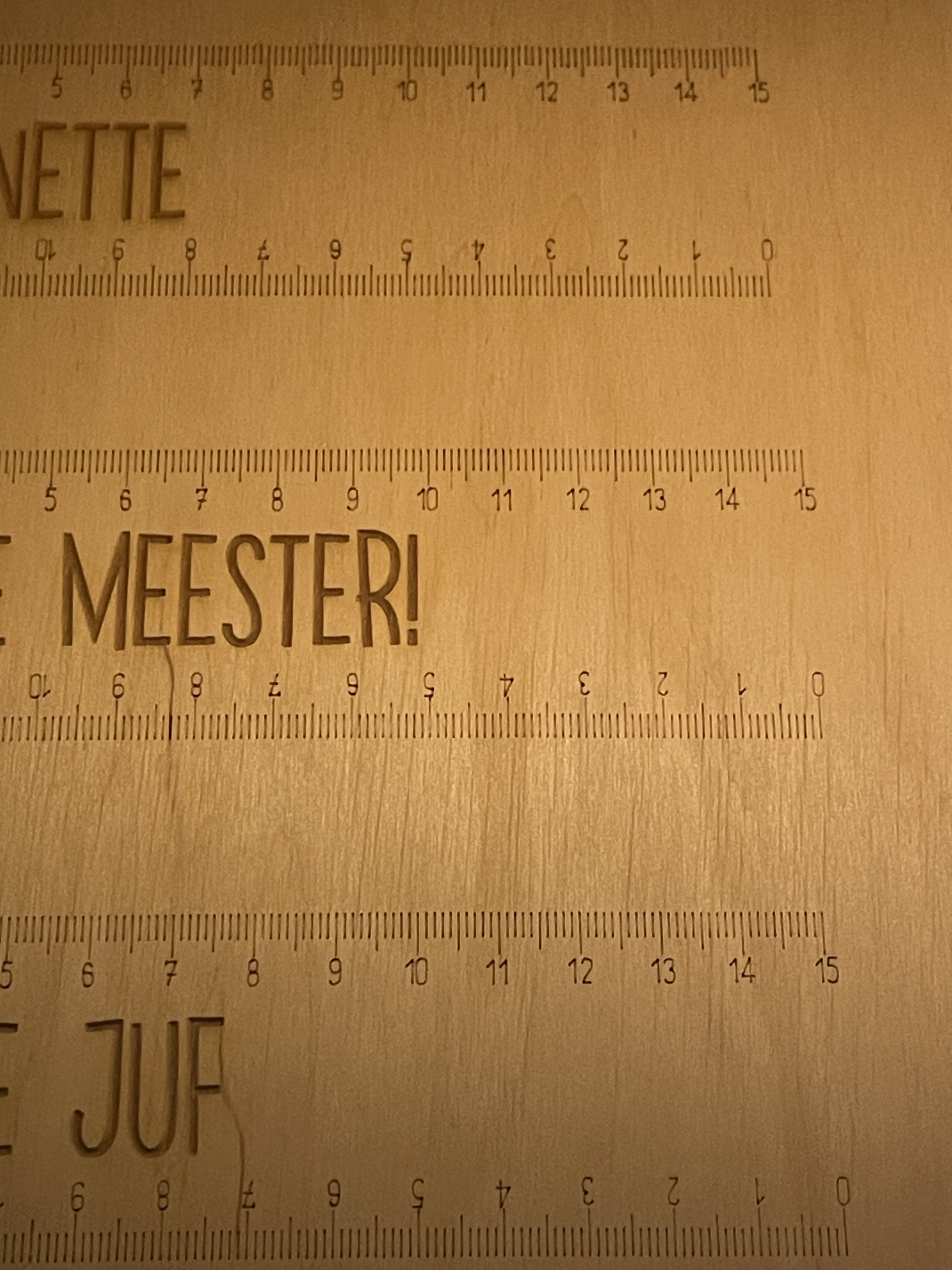
Just making some small rulers for the kids when i noticed some of the mm indicators were not the same length as the others. When checking out the engraving path it are (of course) the last groups of lines. As you can see in these images, from around 7.5cm on the ruler the last 5 mm of every cm seems to go up by a tiny bit. The last group on the 15cm is the worst. The bottom line actually never sees the issue, but is also engraved in a different order probably due the letters and optimization.
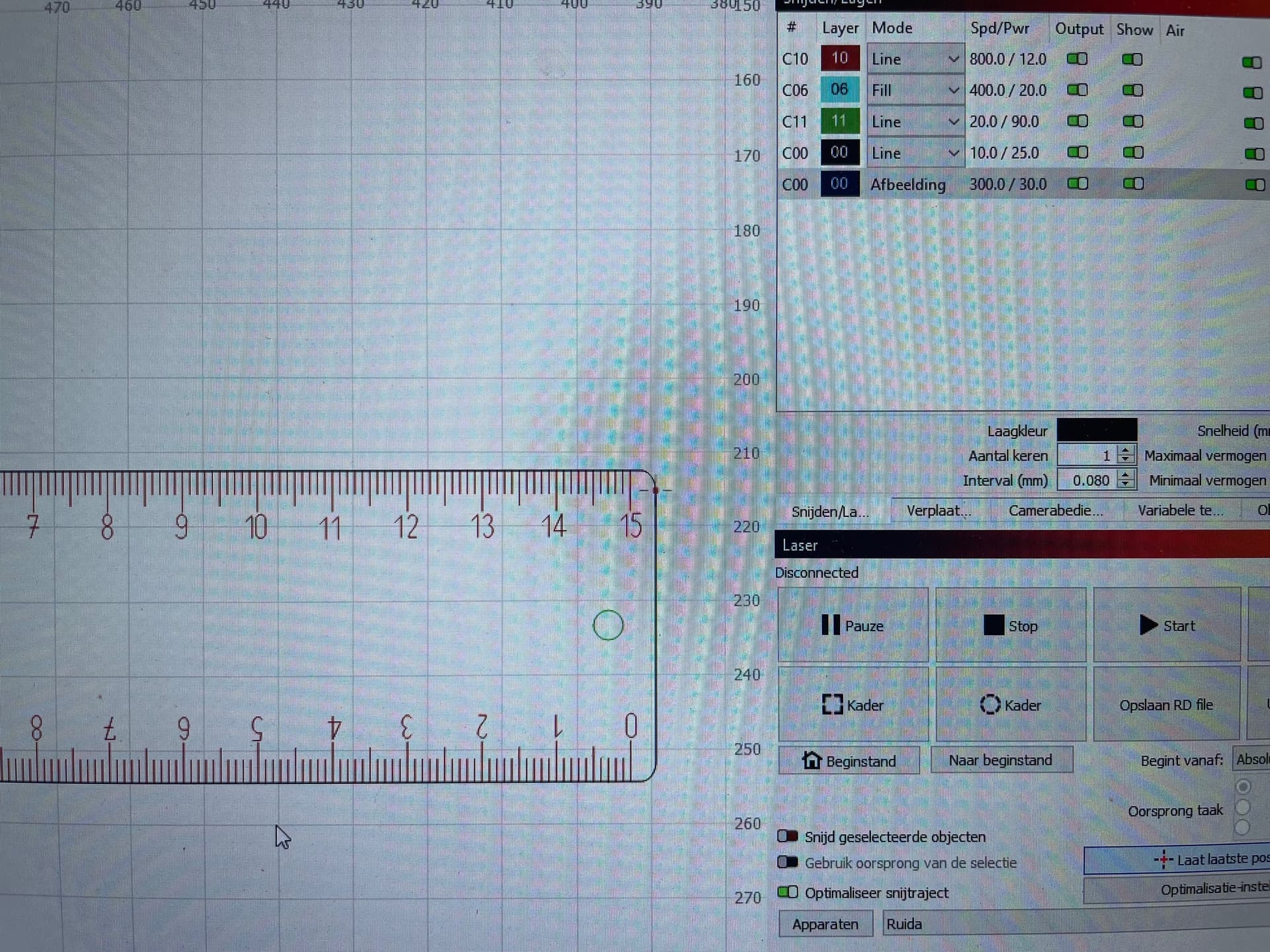
So i thought maybe if i play with the optimization parameters i can get rid of it, but first i tested what it does without any optimization. Then it first engraved all the CM lines, then the next round it does all the first mm lines, next round 3rd mm lines and so on. When it does this, after every horizontal line it seems the Y axis jumps 1 tick or mm. ( Image is 90 degrees turned, but its the most left line with all the mm indicators jumping. I stopped the job halfway through since it didnt got any better )
Now my guess is im missing some steps due too fast movement somewhere?
Which parameters should i look at and which should i lower to test first, im not too familiar with the parameters in the ruide yet.
I just have this machine (Omtech 70w blue gray 70x40cm) as upgrade from my Atomstack A5. I’ve alligned the mirrors already. Checked the belts after i noticed this issue, they don’t seem loose or anything.
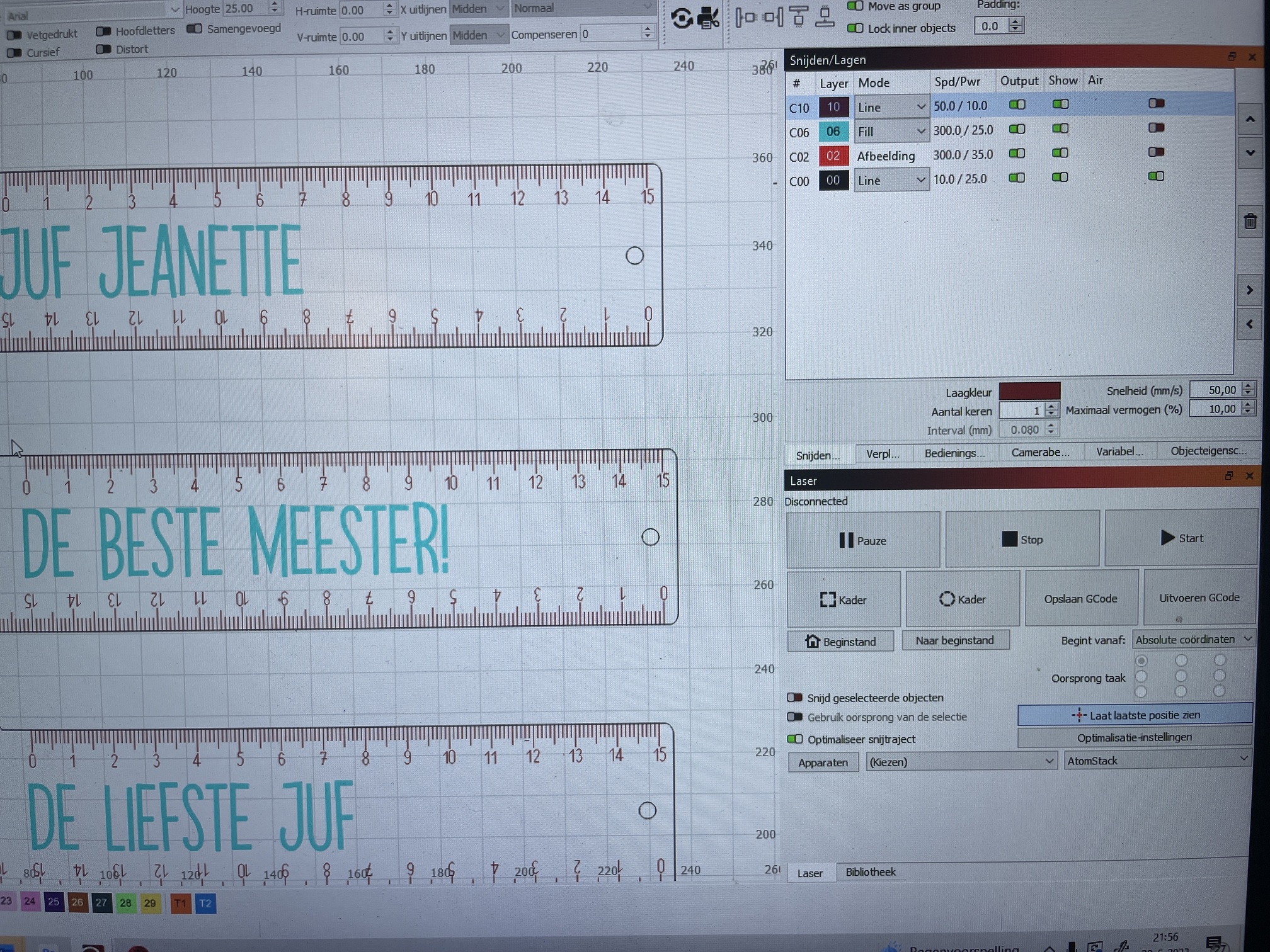
I can’t see the units in your Cut settings but I’ll assume you’re running mm/s. If true, that would make your speed settings quite fast. In fact, likely faster than your machine is currently equipped to move. If your machine is typical it likely has a max speed of 300 mm/s. Try lowering your speed settings well under that to see if anything changes.
Correct, this is at mm/s. The ruler with the unicorn was done at 300 and the crocodile at 300mm/s (out of my head) for the line. Just made it faster at the Rainbow one so it doesn’t burn through the wood since it doesnt do anything below 12% output
I thought machine could go up to 500mm/s but not sure where i’ve seen it, so you could be right!
I will give it a try today to see if the output changes when i go way below the 300mm/s, thanks!
The maximum speed the controller will allow is visible in Edit → Machine Settings, usually in the vendor settings… This is a speed limit to protect the machine…
You could enter 2000mm/s, and the controller would limit it to it’s internal settings…
I think I have to ask the same question that @berainlb has, are these different in the project file?
Haha well forgive me for entering lightspeed there Whole project only has 4 layers indeed, 1 image layer, 1 line layer for the indicators, 1 line layer for cutting and 1 fill layer for the text.