Hi Lightburn Forum, this is my first post here! Yeeeei!
I have problems with an engraving job on acrylic, and I am out of ideas and slowly but surely loosing my mind. So I am very grateful for any idea what i could try.
First of all some data…
Machine: Noname Chinese 300x500 / 50W Co2 (half year old, less then 5 operating hours)
Controller: Ryxon KT322N
Software: Lightburn 1.1.04
The Job:
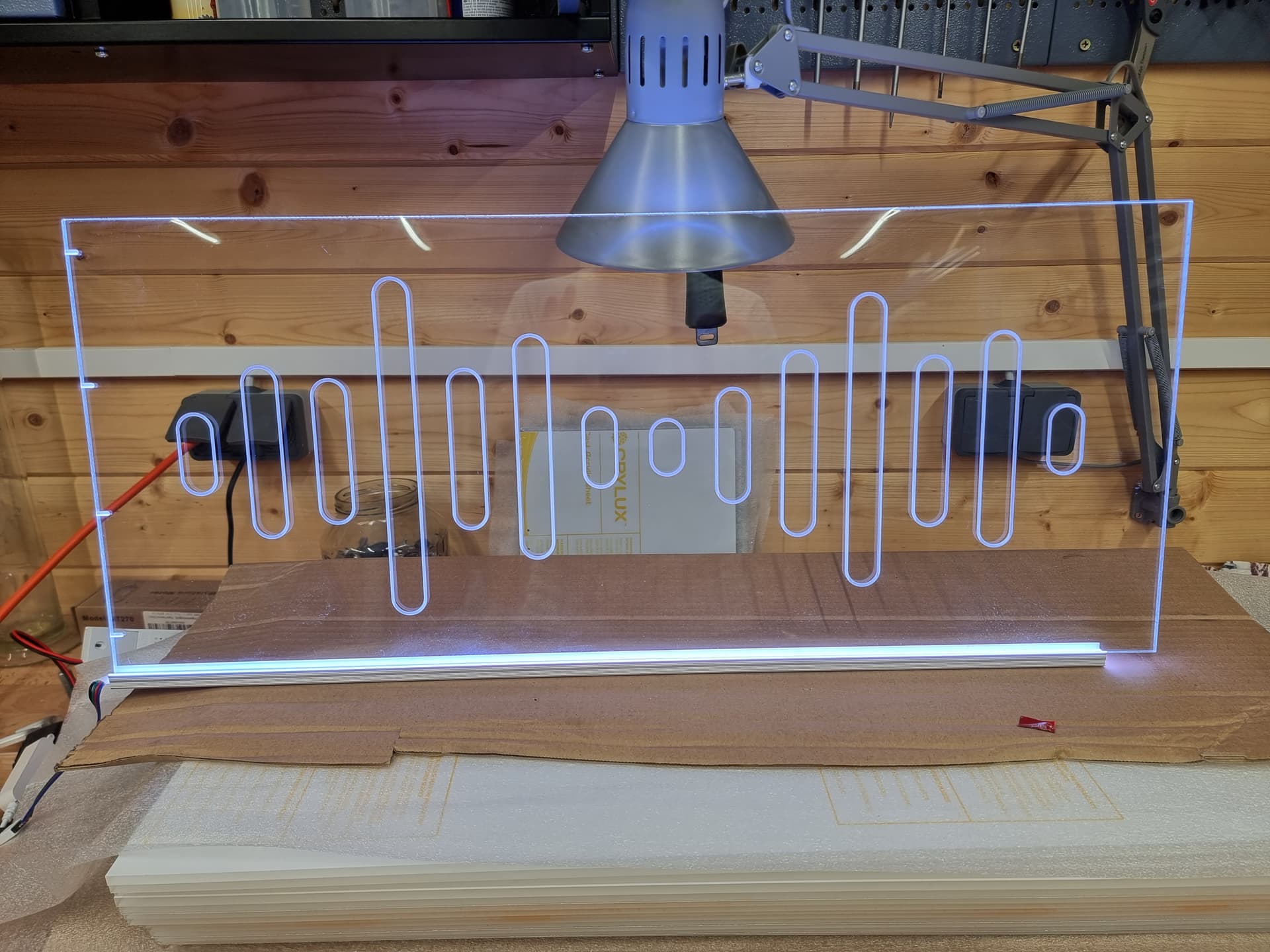
Engravings on 6mm cast acrylic. Long slot outlines, about 2mm thickness. Pic:
Settings:
300 mm/sec @ 15 % // fill // 0,15 mm line interval // scan angle: 0 // single pass // very low air assist (just to protect the lens)
The Problem:
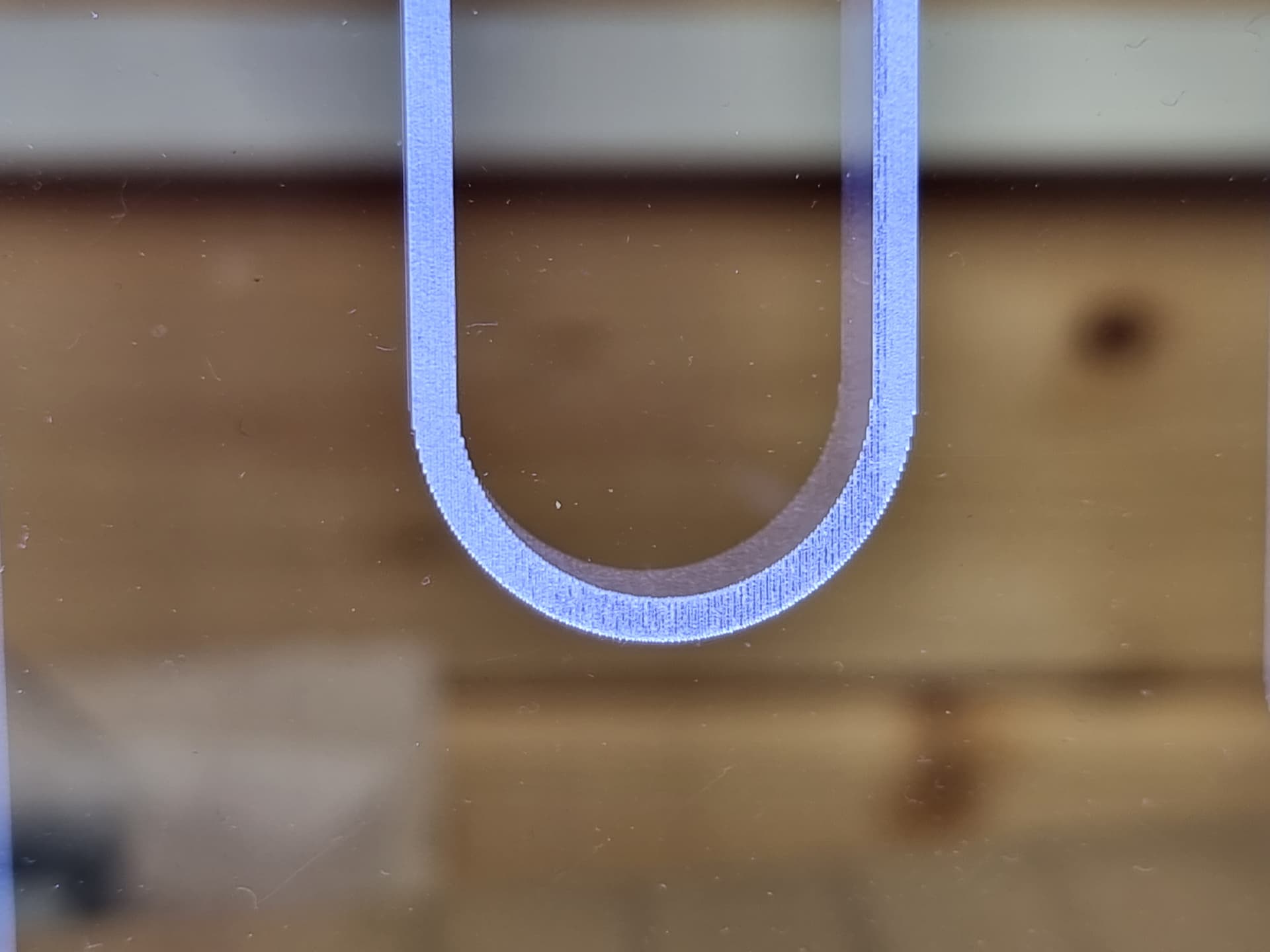
I have to do about 25 of those acrylic sheets. After finding suitable settings for the job (300mm @ 15 %) I engraved the first sheet. Everything fine, as expected, nice frosty look. With the second sheet the troubles began: I could identify inconsistencies on the engraving result when short pieces of the ovals go into the longer paths of the oval. Pic (scanning direction left to right)
Checked and cleaned path all optical elements (OK)
Laser path alignment checked and fine tuned (better than ever)
Checked cooling cycle (flow is ok - Operating temp @ about 26 - 28 °C due to warm weather and warm workshop)
leveled the table
Rechecked focal distance (OK)
Checked belt tension (OK)
Read a lot about laser tube ignition conditions, so I changed settings to flood fill to have the tube firing more regularly when it is at the short pulse region (btw. did you know flood fill completely ignores scanning offset adjustments - so i had to change to monodirectional flood fill) → did not help
Tried higher power settings (up to 20 is acceptable for the aesthetics of this job) → did not help
Unfortunately my controller does not have the “special mode”
The weirdest thing of all is: when I am making test engravings on identical material test pieces, I can not reproduce this effect. I thought, well temperature rises when engraving the whole thing. so i made tests with arrays resulting in similar job duration → did not reproduce the effect. But this may be coincidence.
I seems to occur completely random, but usually not at the first job when i switch on the laser to start a session.
So, what am I missing?
Anything helps! Thanks in advance for sharing ideas, experience or words of solace
My thought is that it appears the beam is splitting somehow. You say the path is not obstructed. Check that the mirrors or lens aren’t damaged. Look at the beam pattern from the tube and insure that it’s properly shaped.
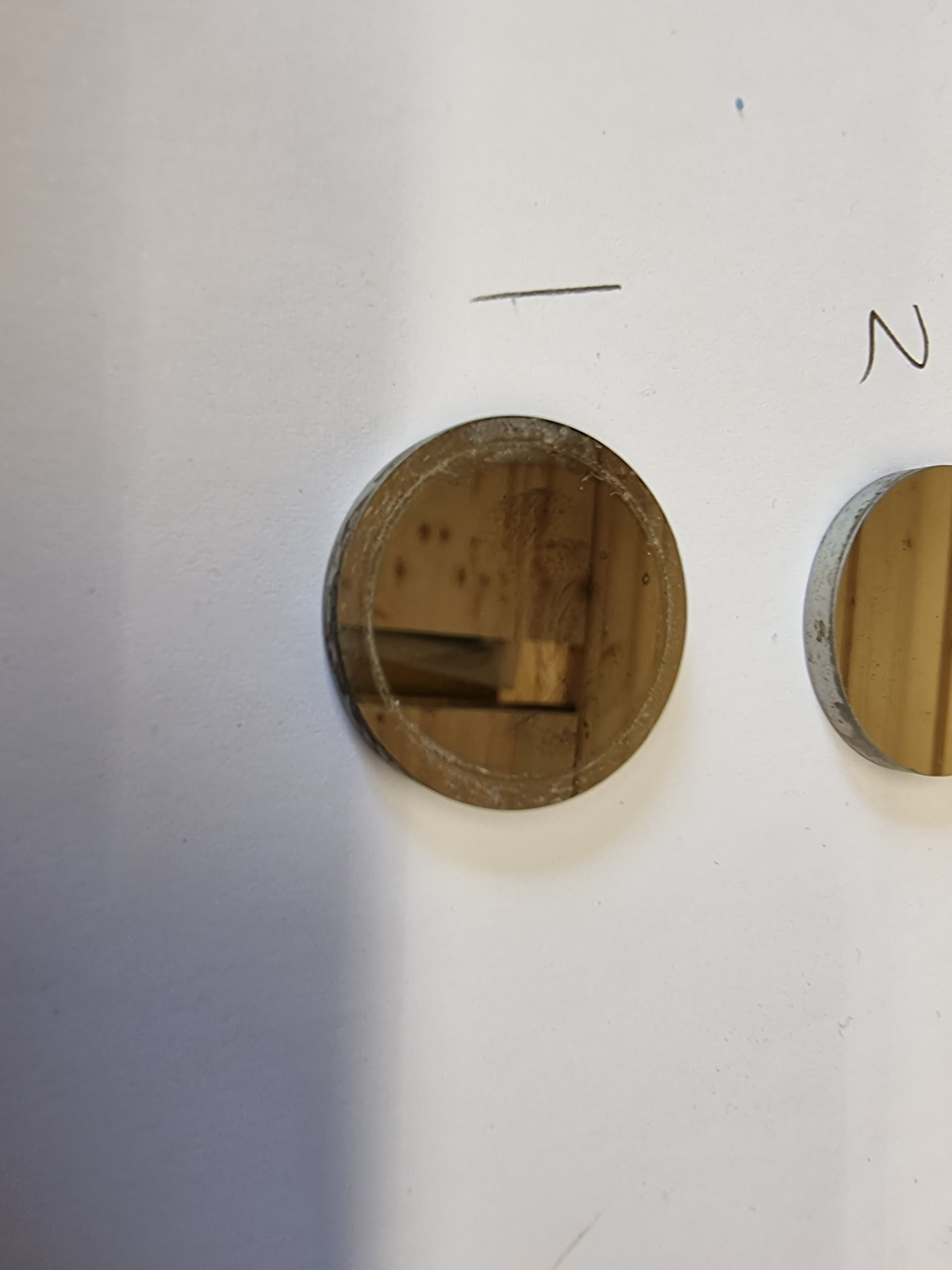
I removed all mirrors and checked for defects / dust. Well there is some haze on all three mirrors, but they were easily to remove. I usually clean my mirrors regularly. To be honest, i was little bit surprised how dirty they are. BUT: could clean them all, on M1 some haze is persistent and is not removable by polishing. I used super soft microfiber cloth and IPA / Acetone. Here a before pic:
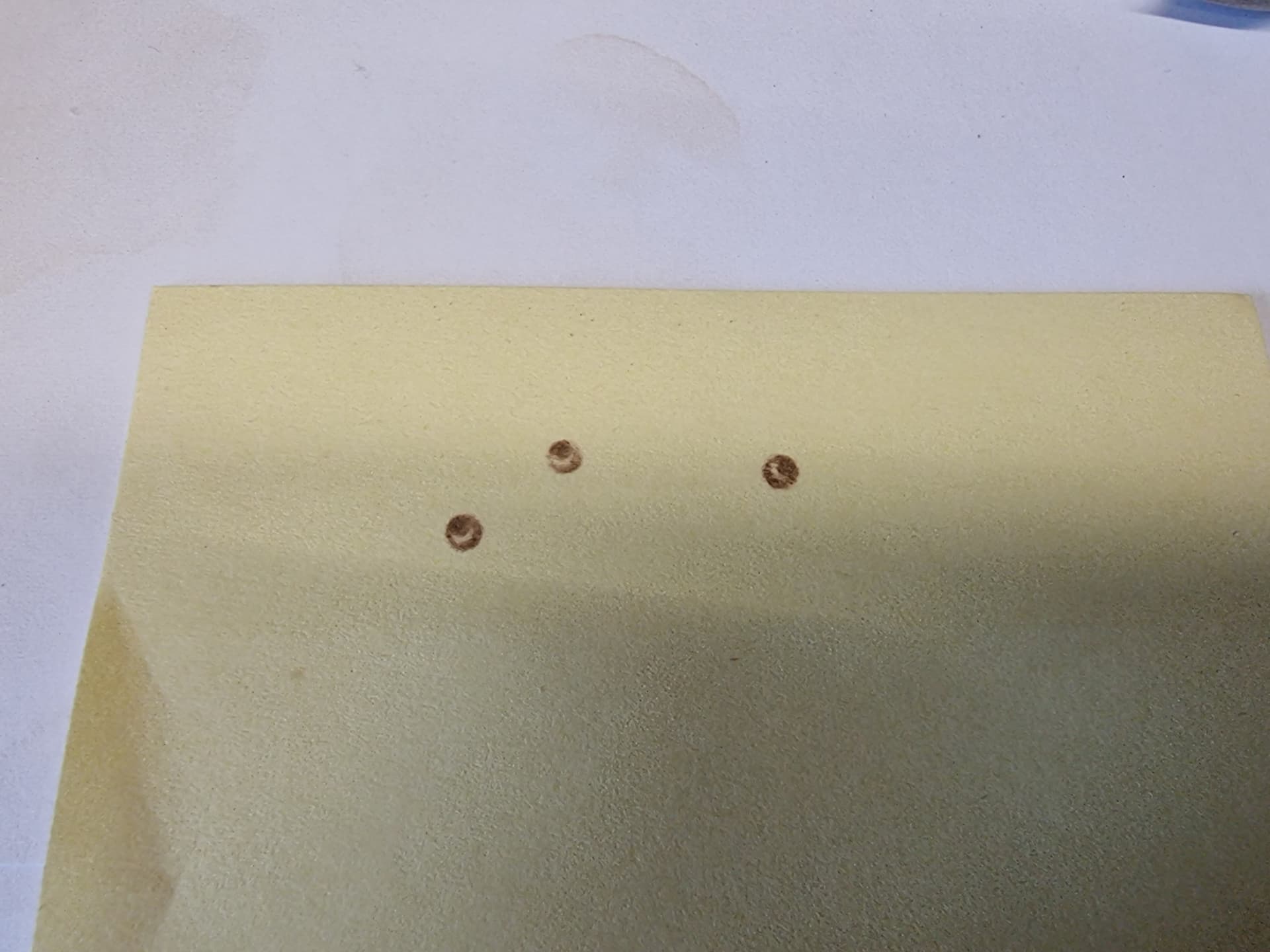
Now, I think to the bad news. Rechecked beam quality at M1 with a stack of post-it notes an 20 ms pulse duration. Well… this tube has less than 5 hours operating time and the beam imprint looks like this:
Yea not good if you want a good focus. There are a bunch of posts on that topic. It also tends to come and go for some reason. Is the tube under warranty?
You want a round pattern with the most of the energy in the center. Like a beam from an old flashlight. So you can focus the beam. Again there are posts that discuss what’s going on with a ring shape.
Dean, thank you very much for your time and for sharing your expertise.
I read some posts about TEM 00 / TEM 01 and so on. Nevertheless… I think the beam pattern i have is a sign for a new tube. Hopefully a new tube isn’t as bad, since my tube IS basically new.
I’m no expert why they go by bad but improper cooling or power way over the tubes capacity will do it. I run my tube at 19 C using a compressor style chiller. Try to stay under 80% of the tubes rating.
And a cw5200 compressor style cooler is on its way since last week. I realized a tight temperature window is also the key to consistent power output / engraving results with this acrylic job.
Well, i think we can close this topic.
TLDR: Inconsistent engraving results caused by bad tube and or bad temperature management.