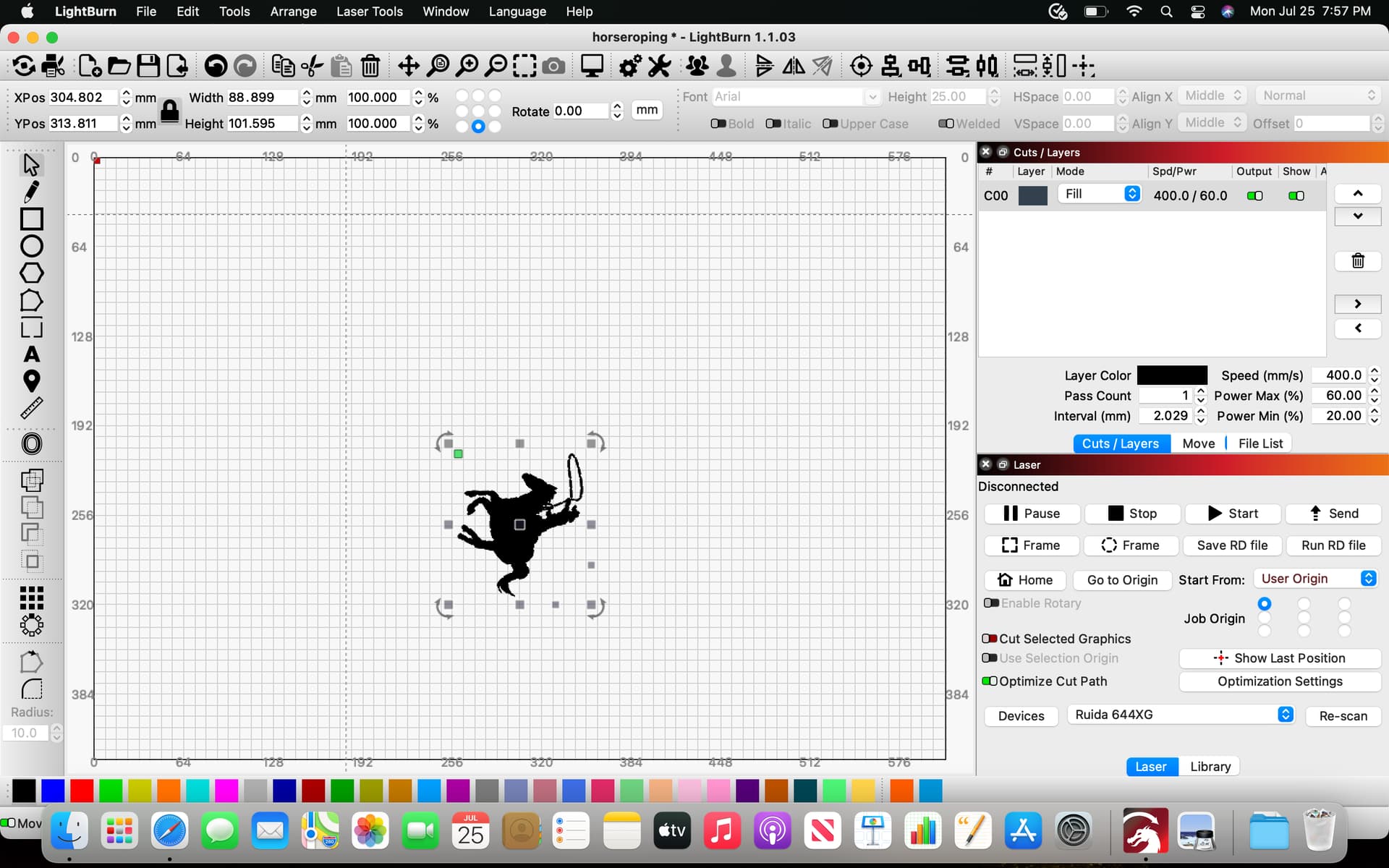
I haven’t used my rotary for awhile and today when I used my rotary to engrave on a 30oz water bottle I ran into a problem. The laser head will move the correct distance for height, (from top to bottom) on the water bottle but the width, (from side to side) will only move 1/4 inch instead of the 3.5 inches that it is suppose to move. I have tried everything that I can think of to correct the problem including reverting back to default settings in Lightburn and starting over but I always end up with the same results. I closed out Lightburn and opened it again and opened a file for a 30oz tumbler that I have used successfully many times. However, when I did this the laser head would move the correct distance from top to bottom but only 1/4 inch from side to side. This is the same problem I have with the water bottle. I have tried running Lightburn in milimeters or inches but continue to get the same results. I have attached a screen shot for reference.
I disconnected the rotary and engraved the image onto a piece of wood and it worked perfectly. The X and y axis fall under job control. However, I have noticed that when I view the image on the Lightburn worktable it appears as a filled image which is what I have it set for but when I preview the image it shows up as individual lines instead of a filled image. Also, when I laser the image onto a piece of wood it has lines in the image instead of a filled image. Any additional help would be appreciated.
Since your post on July 26th I have tried using the rotary with a different file from different developer and I encountered the same problem as mentioned in my original post. I am guessing that something is set wrong in Lightburn. I have posted screen shots of what settings I am using. Hopefully this will help determine my problem.
Since my post of a few minutes ago I decided to try another engraving on the rotary that I have used successfully many times. This engraving also had the same problem. The rotary is not rotating far enough side to side but the laser head is moving correctly from top to the bottom of the tumbler.
Any ideas as to what the problem might be?
Is it not moving far enough in the X axes or the Y axes? You mug if probably lying where the left to right which is the x axes and the ‘side to side’ is the Y axes? Is this correct?
Where did you get the setup for this? Your steps/rotation seem to be amiss.
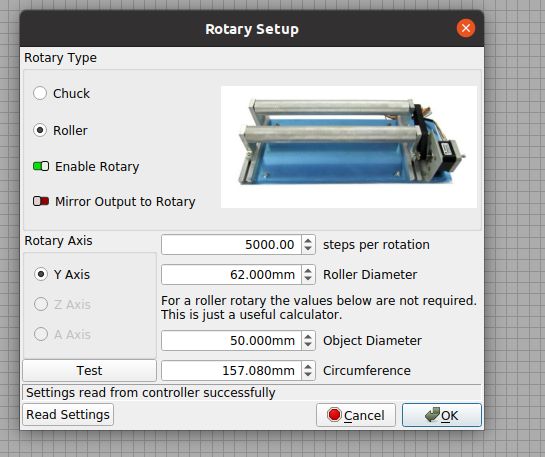
The proper setup,
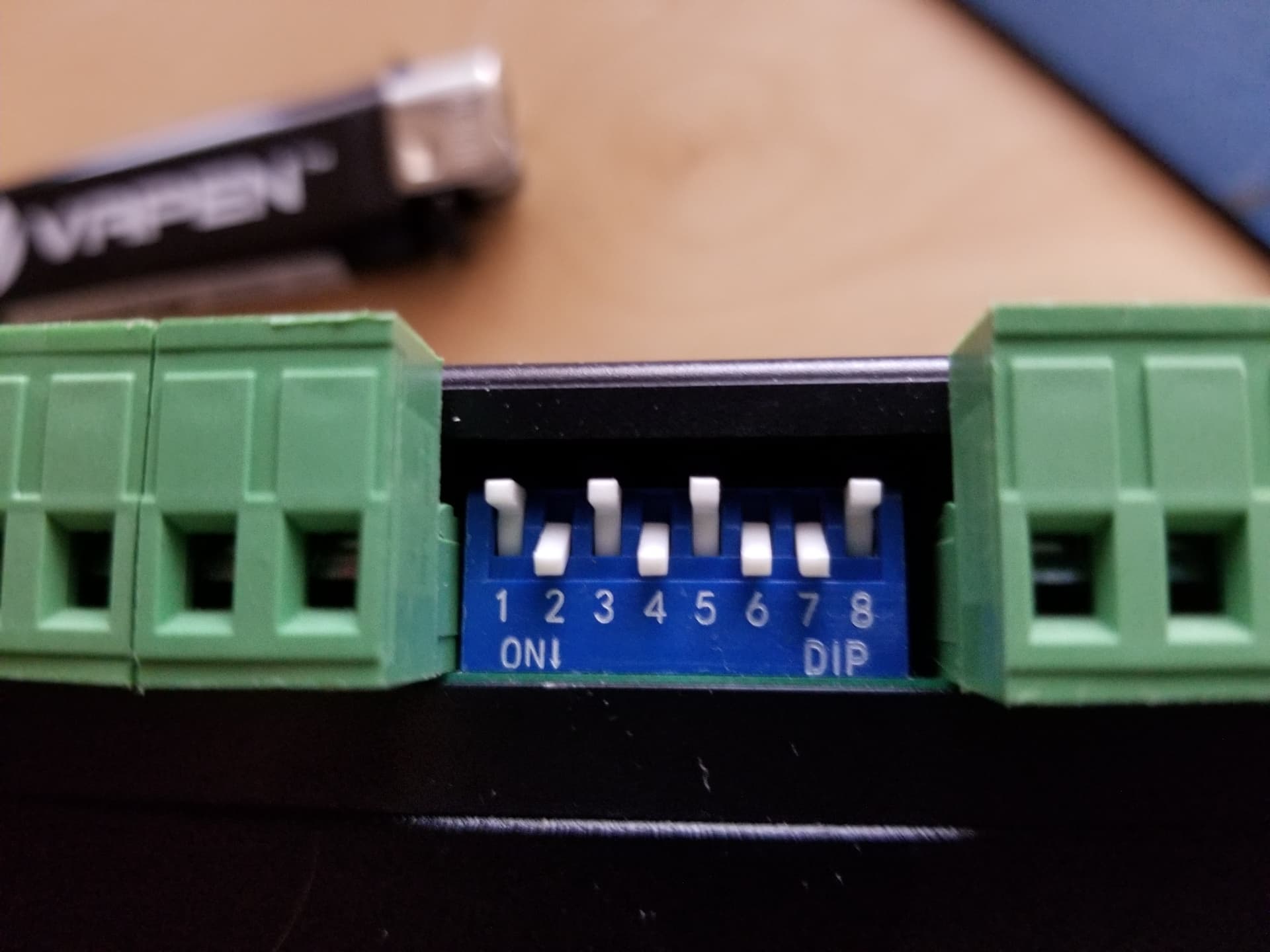
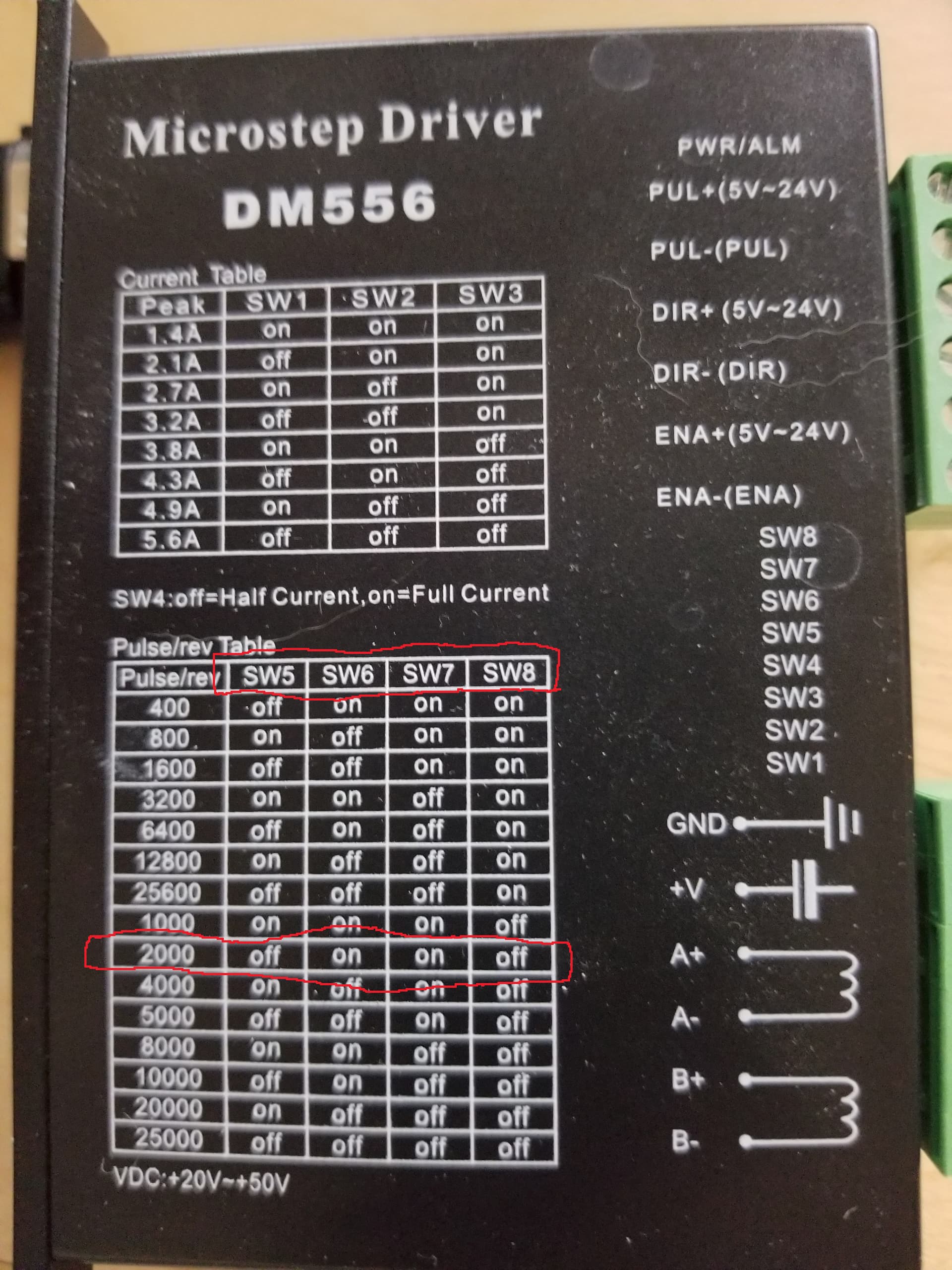
read the switch settings of the motor driver on the Y axes to determine steps/rotation. Here are mine.
The problem is with the steps per rotation. it is NOT degrees as in 360° = a circle. My machine for a 40oz bottle is around 3250 steps and for some reason, I cannot find any mathematical equation where circumference and roller diameter gives you the steps. I have to simply test and re-test the steps per rotation each time, until the proportions are correct. I have created a 1 inch square, and successfully lasered a 1x1 inch square. Then when I switch on the 3 ½ inch round logo, changing NO settings, my logo is compressed by ⅛ inch in height. It is maddening. Although, once you find the setting (and keep a record) it will keep working until you change to a different size bottle.
My solution has been to wrap the cylinder with blue tape, and laser a circle that is the same size as the circle in the graphic, using a low power setting to lightly burn that circle on to the tape. I then measure the height and width to make sure they are the correct size and equal, then make my changes in the steps. It usually takes me about three tries to do it this way. I cross out the last circle burned and turn the bottle slightly so that I can differentiate the new circle.
Another way is to measure out the graphic and figure out how much the height needs to be changed, then make the change in the Height adjustment of the graphic. Make sure you unlock the constraints lock so you can compress/expand the height without making the graphic wider/narrower. I usually use this method to fine tune the size after getting the steps per rotation fairly close.
It seems to me that there should be a calculation based on the circumference of the object; the diameter of the roller on the rotary device; and the lines per inch setting that will calculate and give you the steps per rotation. EVERYONE seems to fight this problem and no one seems to have an answer other than trial and error.
You didn’t mention what kind of rotary you have… wheel or chuck. I’d assume a wheel type because of the size of the object and terminology.
IMHO, this is poor practice…
The machine from PC → controller → motor driver → motor is digital. There is no ‘fudge’ factor here. If this didn’t work the machine wouldn’t work.
Probably because on a wheel rotary there is no relationship.
Circumference is only needed with a chuck type rotary so the software can compute the ‘surface speed’, but steps/rotation is set with no ‘ratio’ computed based on the hardware motor driver.
There is a mathematical relationship between the steps/rotation, gearing ratio to the drive wheel and it’s diameter. As I mentioned it in my previous post.
Although my driving wheel is supposed to be 63mm, it’s set to 62. All it takes is the o-ring or drive wheel to be a slightly off of specification. That’s why mine is set to 62 as the wheel isn’t exact in diameter.
The drive wheel diameter is where you need to apply your correction. If you have a variance I’d suggest this is where it’s occurring. Also keep in mind Circumference = π * Diameter, meaning any minor error in D is multiplied by π…
Steps per rotation was the problem. Somehow it got changed from where I originally had it set. Obviously I did something wrong. I have corrected the problem and everything works great now.