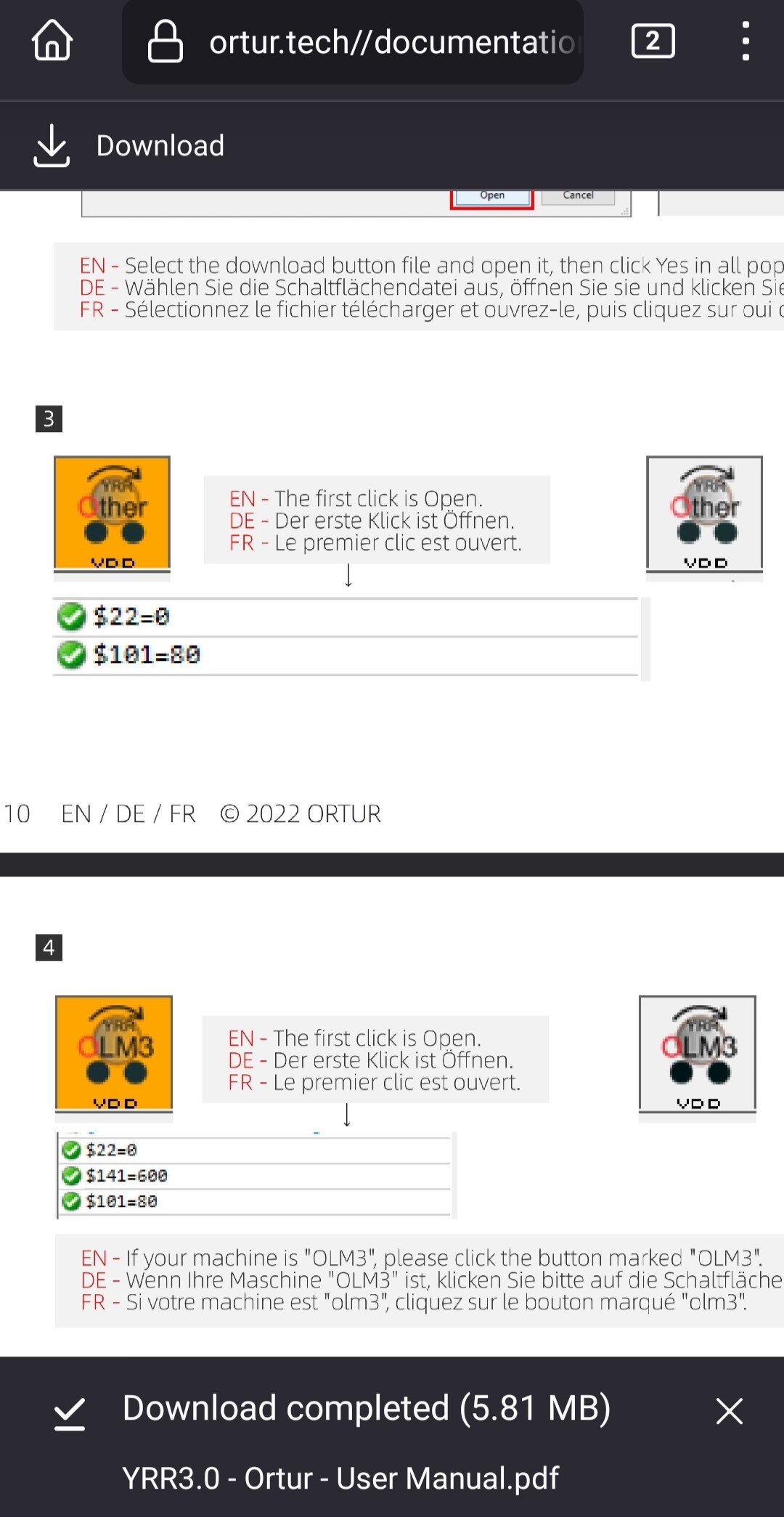
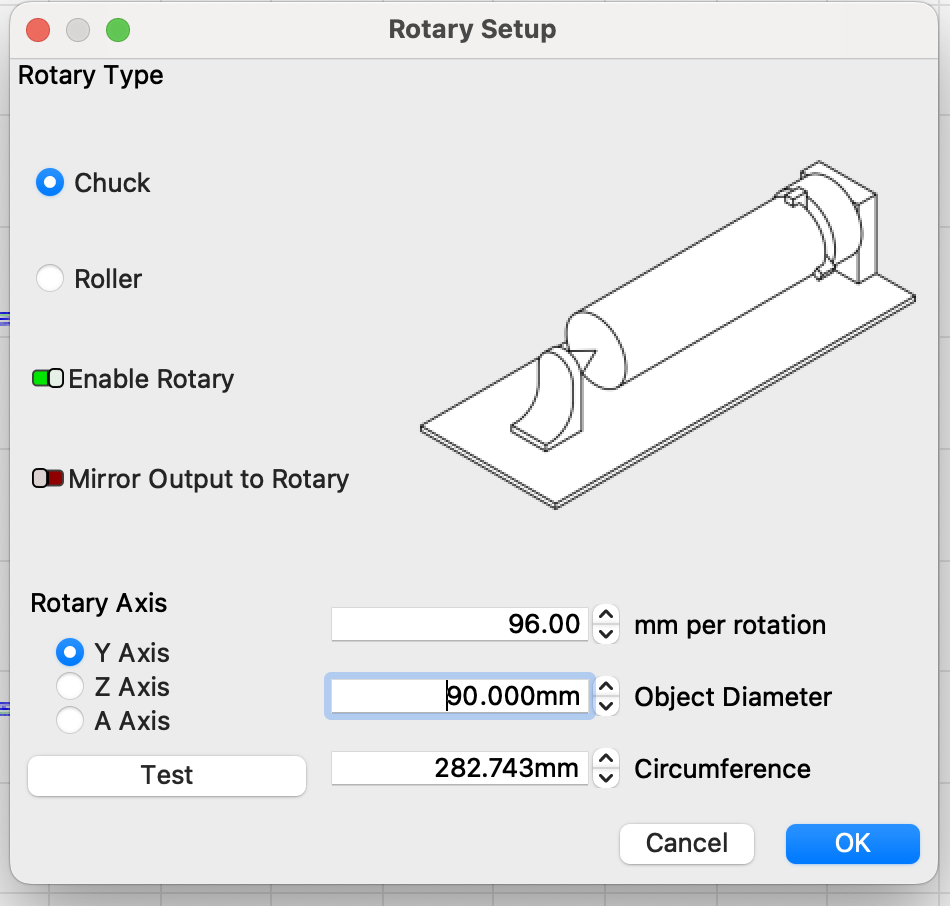
I set up the y-axis rotary chuck, including changing the $22=0 and $141=600 in the console. I set the coordinates to Current Position and the starting point to center of image. Rotary setup set to Chuck, rotary enabled, y axis, 96mm per rotation and object diameter of 90mm (the diameter of the tumbler at the open end).
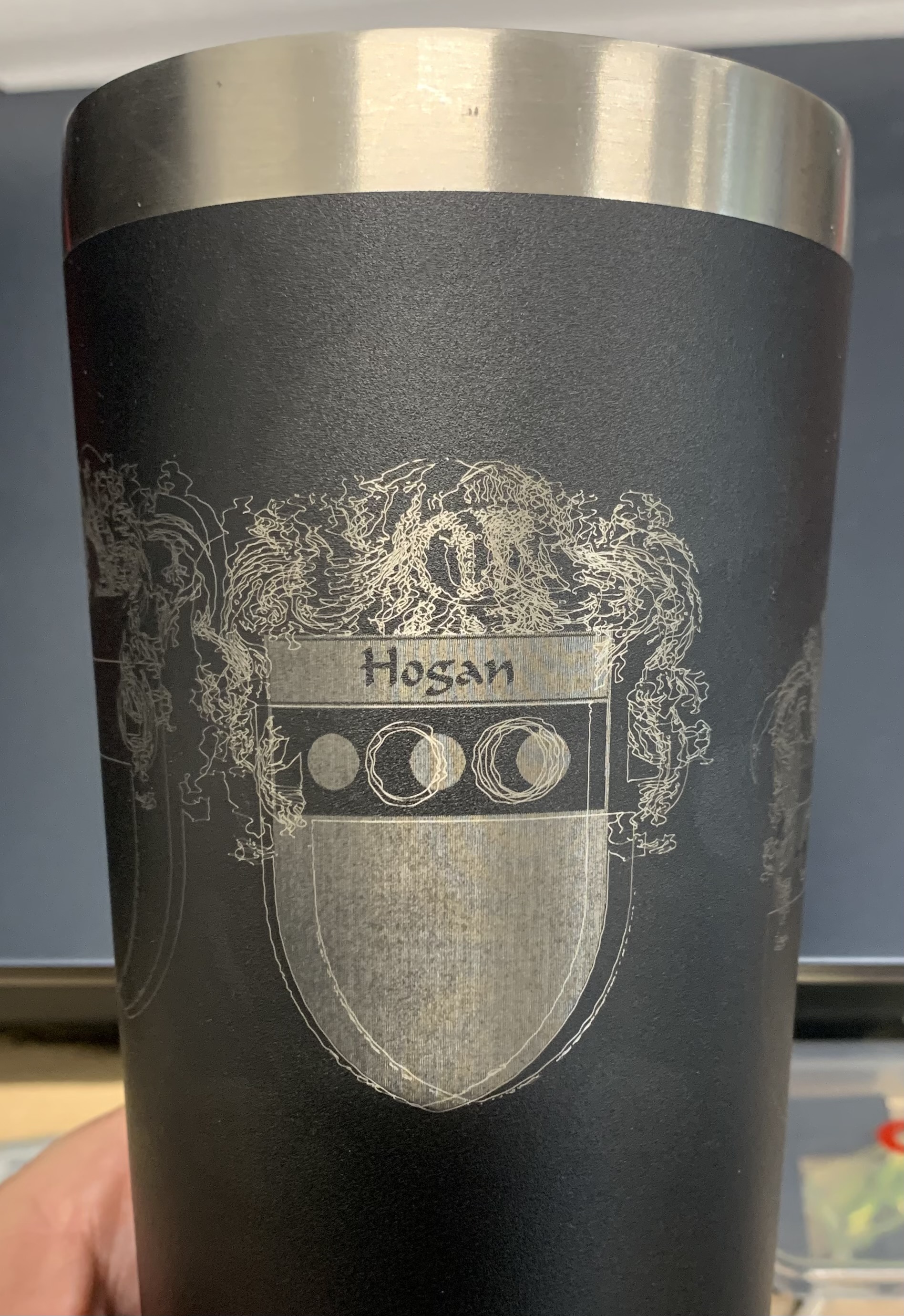
The tumbler is tapered, but running “test” results in perfect alignment at top, middle, and bottom of the area to be engraved. My engraving consists of both line and fill paths. The fill paths come out fine, but the line paths engrave overlapped on the y-axis. It seems as if the rotary chuck loses its place while engraving line paths, but not fill paths.
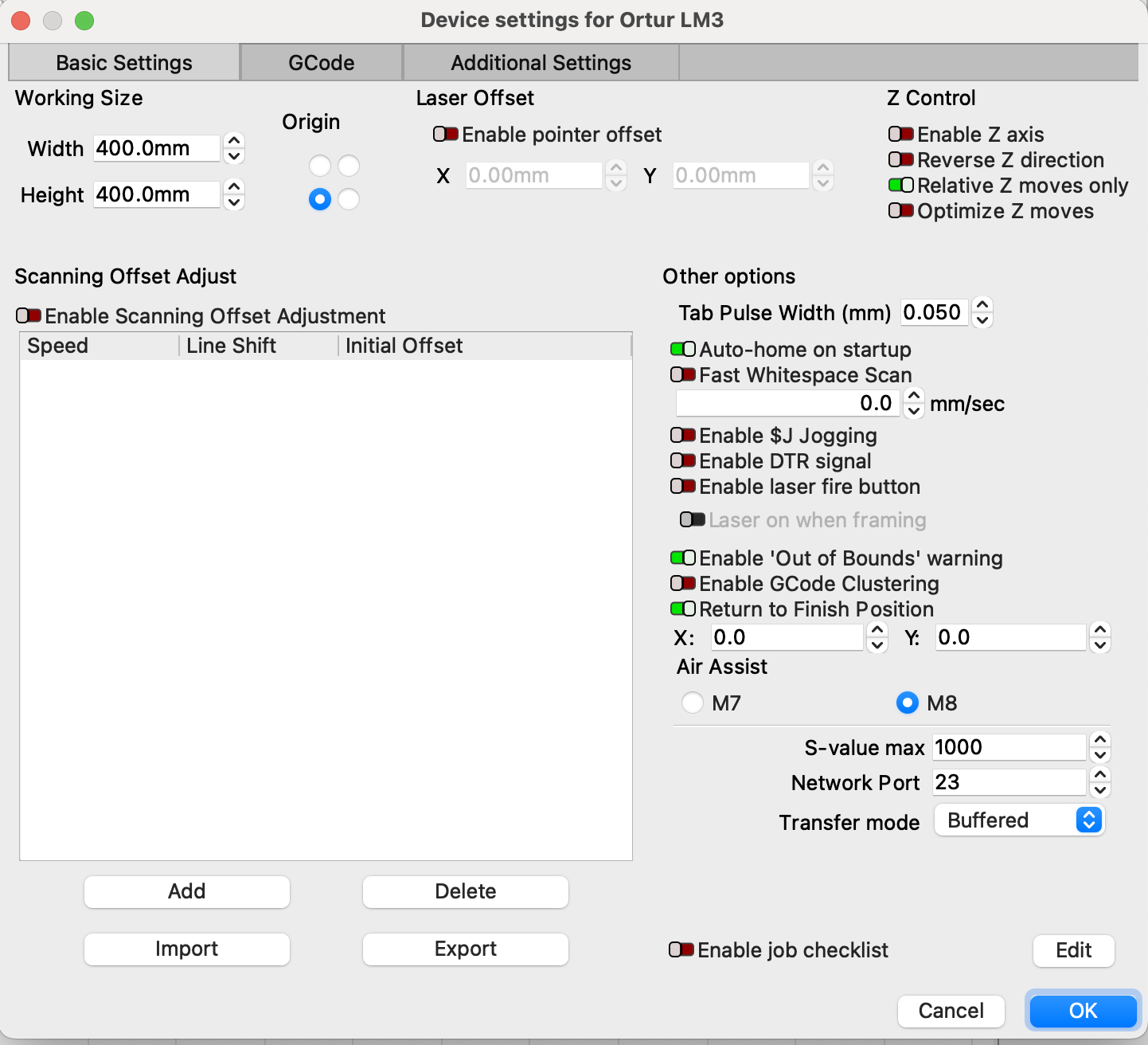
Despite the image only being 3.5"x3.5" and in the middle of the Lightburn workspace, I get a warning window that the cut may be outside of area. However, the fill path is wider than the line path and it comes out normal.
I haven’t set up my rotary axis yet, but I think I remember reading that there was another parameter to change - steps for the motor to 80, perhaps?
(I’ll try to find and verify)
Re: the warning - I wonder if the current position, + the width of the “unwrapped” image would go outside what LightBurn thinks is the physical limit of the laser?
For example, if you wanted to burn a simple spiral line up a bottle, you would have a sloped line a couple of metres long which would safely wrap around and around and around the rotating bottle, but LightBurn would think that the laser gantry was being driven way beyond its physical limits.
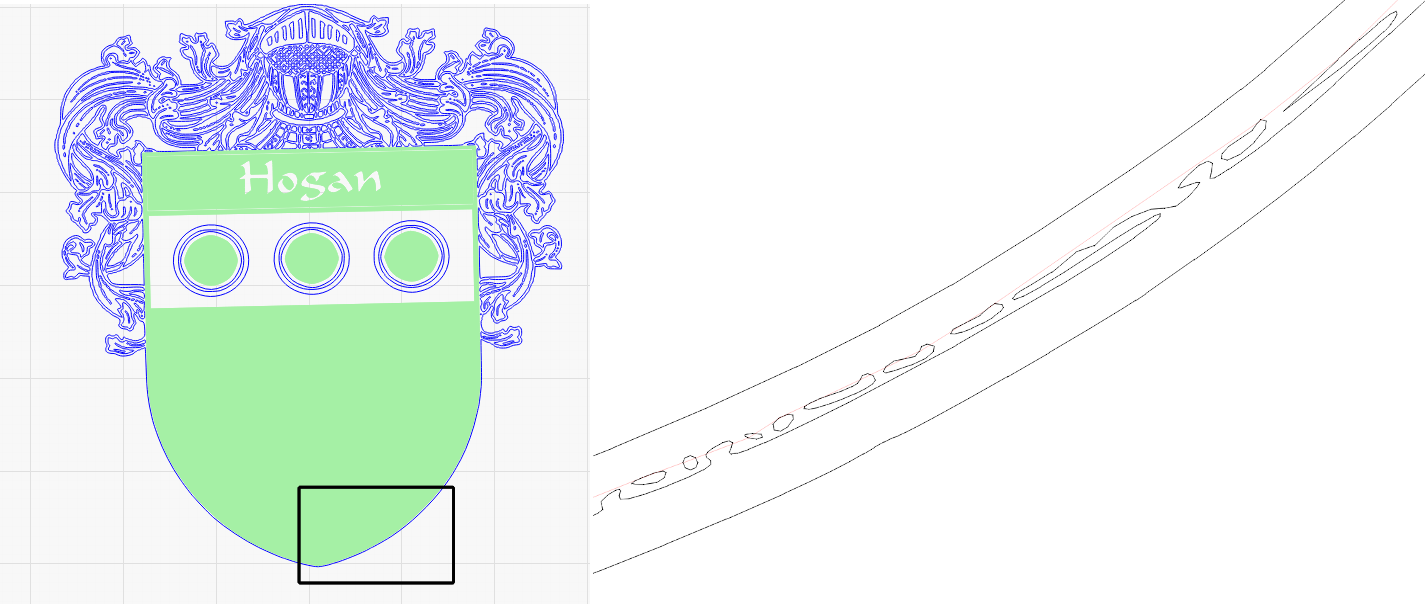
When I preview your artwork there are some pretty fine areas that it will attempt to engrave. It will try and follow each of these tool paths… The area in black is near where I zoomed into the preview screen. The redish lines are from show transversal lines being enabled in the preview.
These can be problematic as the head, in all likelihood cannot reach the specified speed. This is evident in lots of the artwork.
This would be a disaster with a roller rotary, but should work with a chuck.
I’d look into the acceleration values for the rotaries axes… it’s possible that the motor can’t respond quickly enough.
It’s also possible the other software is doing something else in these areas? Unless you run the same gcode on both of these software packages, it might not be a feasible comparison.
The screenshot is worded that these values are only used in the preview to generate an approximate time for the job to run…
They are in Edit → Machine Settings… at least these are in a human readable form… you can enter the variable=value type entry in the Lightburn console… such as $10=0
If you do it via the Machine settings, you can save an original copy, so if you really hose it up, it can be restored… you also need to write, if anything is changed, to the controller…