Looking for a little clarity on the different outcomes I am getting when using “Ramp” setting. Running a 60w Galvo-Fiber Laser, Latest LightBurn Pro Version and Windows 11. I am a western bitmaker and use the laser to engrave patterns on the cheeks (.187" Cold Rolled Steel) among other things. I discovered ramp after not being satisfied with the hard edge I was getting from the standard fill option. The ramp really gives the relief cut a very pleasing definition I would like to retain if possible. I understand that this is used for making stamps but my only concern is that I am getting a discrepancy between what I see in the preview vs what comes off the laser. Not a huge deal but when the jobs are 1.5-2 hours its a little frustrating to come back to seeing something that isnt what I expected. Not sure if its in the setting or High vs Low power but I am hoping someone here can possibly help. I have yet to run a test grid with different settings but the patterns all very greatly and taking that time for each individual bit cheek and specific pattern has not become a necessity just yet.
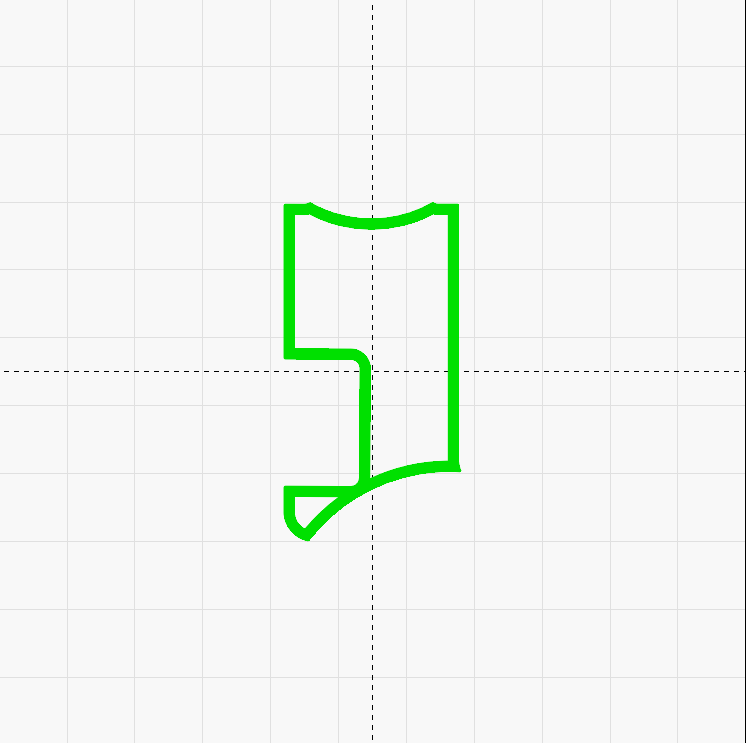
It is tough to tell in the pictures but I am getting a weird affect where it appears to cut the radius at the edge but does not continue through the middle or bottom of the cut leaving me with an interesting “double line” affect. I am not opposed to the look but to reiterate my issue is that I am not getting the results like are shown in the preview.
I had very nice post with multiple examples and screenshots of the details on issues I am having along with some of my completed work but come to find out I am only allowed four embedded pictures after taking quite some time to try and do a thorough write up. If theres anything anyone else would like to see please feel free to ask.
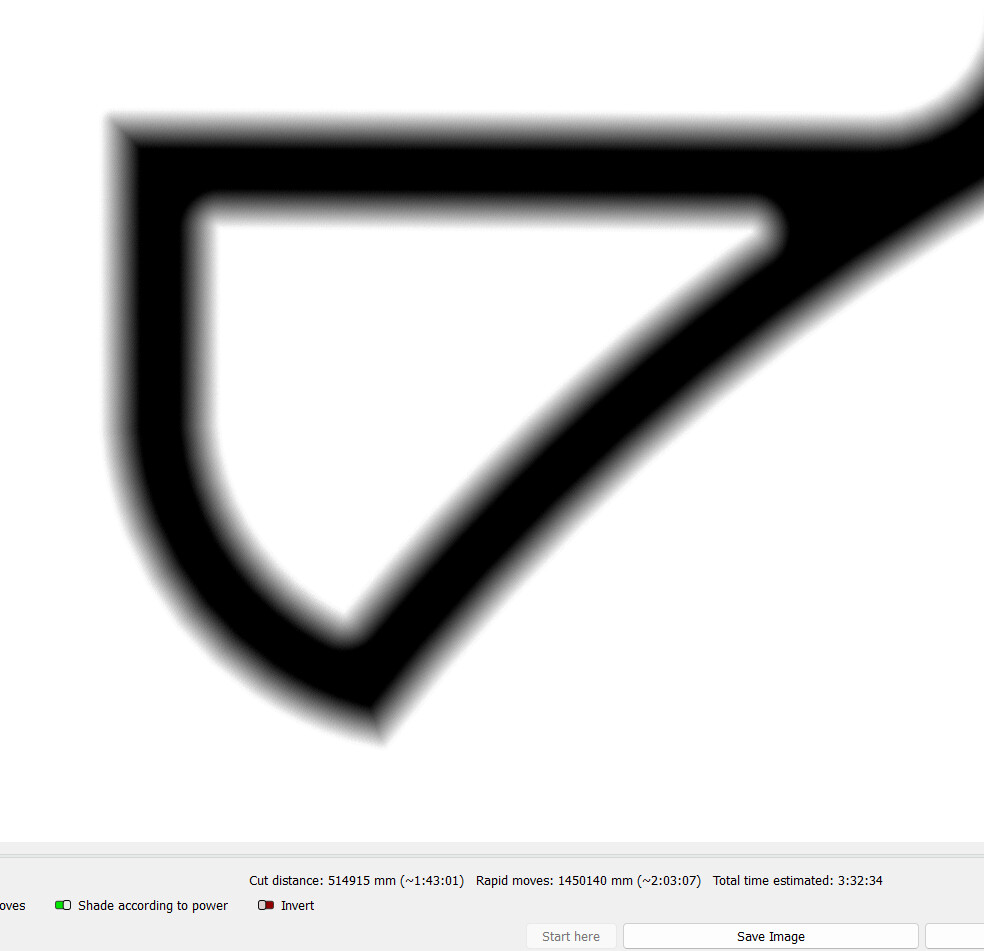
The Preview shows the path of the laser and the power level, but not the effect of the beam on the material, if only because the effect depends on the material and LightBurn cannot model that.
Crude though it may seem, you gotta test the layout on cold steel (or any material), then tweak the layout / speed / power / ramp / whatever until the right answer comes out, however you define “right” in that situation.
Very good explanation! Overlooked factoring in the different materials although it is still interesting that I get a very defined affect with .25mm difference on the ramp. I could see it just being a material variance if the line had small inconsistencies from the steel itself. Thanks for the reply!
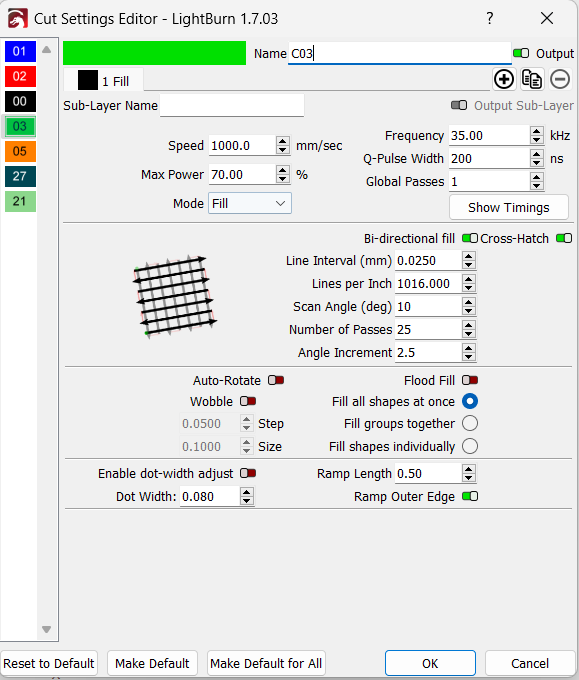
I suspect this is going to be caused by timing delays, specifically “Polygon TC”, but it could also be affected by Laser On, Laser Off, and End TC. If you open the Fill layer that you have your ramp mode enabled on, click the ‘Show Timings’ button and then click ‘Override Timings’. Zero them all and try running it again.
It’s quite possible that at each power change the laser is pausing by the polygon (or laser on / off) delay. If I zero them all and run a ramp that way, the results are much more like what you’d expect.
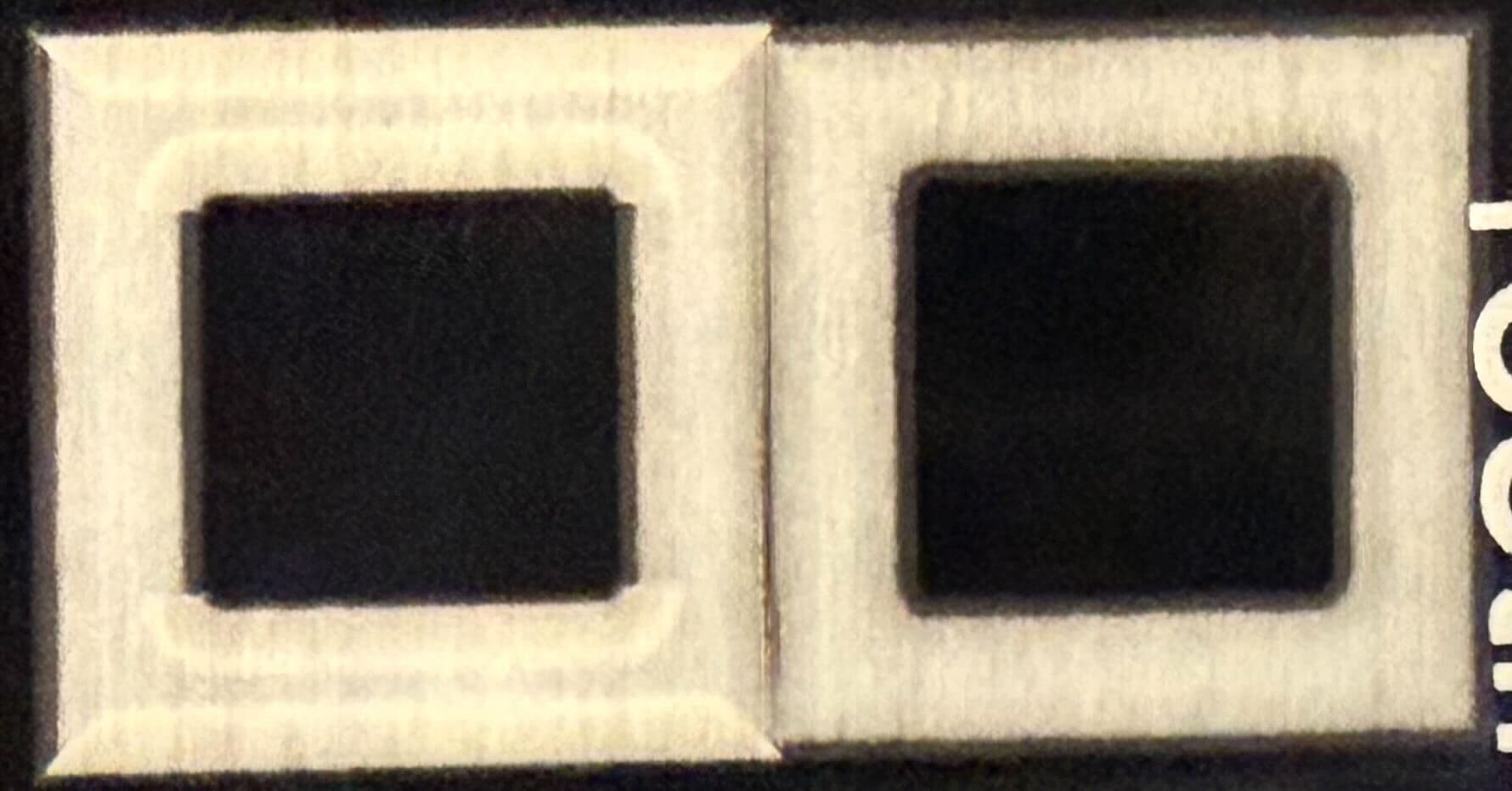
Left image is original, Right image is with all timings zero’d:
It’s a little hard to tell from the photo, but this is just an aluminum card, so the “soft edge” is less soft than I’d expect than if I was going for depth in metal. You can easily see the weird discontinuities in the left image though, caused by the delays.
Thank you sir! I will give this a shot but it all makes perfect sense to me and I can 100% the difference in the two pics you provided. I will report back when I have the time to run a test.