“START SPEED” is where the laser will start going above MIN POWER. If MIN POWER is set to a high number, you can still get a beam.
If I set START SPEED to 10mm/s, MAX POWER 100%, MIN POWER 15%, and then ask for a vector cut @ 100% MAX POWER:
- Say your Layer ask for 40mm/s cut speed. at the start and stop or corners where it slows below 40mm/s but above 10mm/s, it will scale back the power according to the ratio of actual vs commanded speed. As best I understand it, 10mm/s would be 15% PWM and 40mm/s would be 100% PWM.
- With the same scenario, when the axes are near start/stop/cornering and at 10mm/s or below, the output will be a fixed 15% PWM.
- If you instead set the Layer to do a 5mm/s cut, then it never hits that 10mm/s START SPEED, so the output will be stuck at 15% PWM.
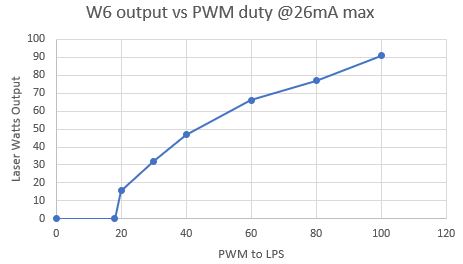
I did readings with a Coherent thermopile power meter that gives accurate, live readings for the included chart on a Reci W6. It’s still basically linear relationship, watts=(PWM% * 91W), but clips below 20%. This is NOT an offset for the zero- it’s not 0W at 20% and ramps up linear from there. The tube can’t put out a stable 10W no matter what the PWM duty.
The ideal cut would be a constant exposure of joules/mm as it slows to start/stops/corner. If our 100% PWM is 91W and we want 10mm/s, that target is 9.1J/mm across any instantaneous speed.
I don’t see any reason for the START SPEED to exist. This is a bit confusing, pay attention to what’s a %PWM vs %power output. With no START SPEED (1=none, more or less), when it’s commanded for 10mm/s MAX POWER 100% but instantaneous speed, we want half the wattage, so 50% PWM will basically produce half the wattage out. Because it’s still linear and centered on 0. At 20% PWM, I measured about 16W but as I continued to fire at that PWM, the beam output dropped notably as I kept going. Below 15% PWM, we won’t really have a beam from the W6, so all we can do is leave it at 15% PWM and get like 15W out of 91W. At the very start, say 1mm/sec, we’re at 15% PWM,15W, but 150J/mm because turning the tube any lower will drop the exposure to 0J/mm. Note this is all MIN POWER lower PWM limit, not START SPEED. That’s pure linear “velocity scaling”.
But if we add START SPEED 10mm/sec, it’s saying to always use MIN POWER below this speed. I’m a little uncertain on how velocity scaling actually calculates its proportions, but this is what I think. That SS=10mm/s now means there’s no linear velocity scaling, it’s always at 15% PWM 15W tube output. So at 5mm/s, instead of the ideal 9.1J/mm- which is entirely possible to do- it’s going to underdeliver 15W at 5mm/s=3J/mm.
If we ask for 100mm/s with SS=10mm/s, this is only going to be below the SS for a very short distance around the start/stop/cornering points. But still when SS does kick in, well it’s just breaking the J/mm exposure ratio.
On the other hand, if you want to cut thick acrylic and command 100% PWM @ 5mm/s with a 10mm/s Start Speed, then we’re cutting back to MIN POWER for absolutely no reason and breaking the J/mm exposure entirely. We asked for 18.2J/mm, and it would do that with no SS, but if we have a 10mm/s SS then it will underdeliver the beam to 15% PWM = 15W= 3J/mm.
That’s my understanding. SS is just bad math and should be set to 1 to get it as close to “off” as possible. I speculated that SS was created to prevent users from accidentally specifying what might be destructive, like 100% PWM at 0.1mm/s=91J/mm. Maybe that would erode the honeycomb itself. But that’s not up to the Ruida to intervene, and it’s not taking into account the commanded MAX POWER. Maybe my MP is only 10% anyways, that’d be back to 9.1J/mm.
And that scenario came up with Norton White Tile, which seems to only fuse at 20mm/s and very low power. The machine had a SS=15mm/s, I tried to run a test at 10mm/s with the PSU’s analog current pot turned way down and asked for a PWM of 30%. Well that is below the machine’s SS, so that dumb SS limit took over and throttled the PWM to MIN POWER =15% for no reason.