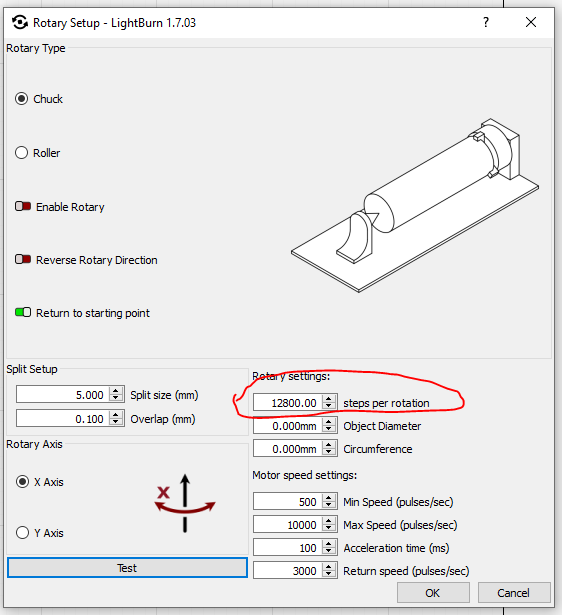
I understand how to use Repeat marking with a round jig. What I don’t understand is how to use a linear axis. How do Steps/mm (External Axis Setup Window) relate to the increment and jog (Repeat Marking Window). I have empirically determined the number of steps in 1 revolution of my stepper to see any relation to rotations, but I see nothing directly related. I have looked through the documentation, but see nothing. I am looking for info to allow me to tie an actual linear distance to something beyond empirical methods. I was assuming I could use the steps/rev of my motor (12800 steps/rev) (which is used to move a linear axis) to move a certain linear distance by knowing a screw pitch or some other info. What am I missing?
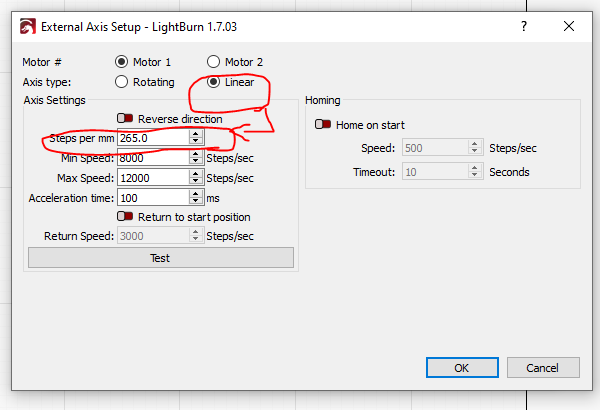
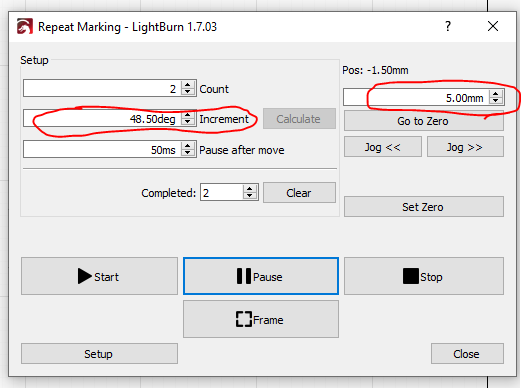
The software appears mismatched to what I was assuming I would see. Since the jog button changes to mm when you select linear axis, I would assume the increment would change as well. But, it stays in degrees.
I think you are correct, in your middle screenshot “Increment” is actually mm, not degrees as shown in the field box. How many mm you want the lead screw to advance the nut each count (Unless I’m mistaken, which is quite possible!) I played around with this a while ago, the increment I used was based on my lead screw’s 5mm per rotation pitch, so your first screenshot “Steps per mm” would be 12800/5 , in the case of a 5mm screw, and microstep driver set at 12800.
I don’t think the 3rd screenshot has any bearing.
After seeing your question now this weekend I have to go down to the shop and repeat the steps and refresh my memory.
Hopefully someone more knowledgeable will come along and confirm or correct.
EDIT: Using a galvo laser and didn’t need to specify axis. Left rotary mode off. Not sure how / if this would work on a gantry.
I didn’t mention, but I’m using a galvo. If the 5mm is the pitch of the screw, in your case, where do you enter info that it’s a 5mm pitch.
I think this is a bug in the software. Hopefully, someone will either prove me wrong or they will fix it.
Divide your steps by 5mm, so in example 12800/5 = 2560, so you would put 2560 into “Steps per mm” field box.
Of course, if you were advancing a belt/ pully, same idea just need to figure out how many microsteps move the gantry 1mm.
Another example, my X table ballscrew pitch is still 5mm, but my microstep driver is set for 400 steps, so 80 steps advance the table 1mm. When I disconnect from the Uno/ gcode setup and hook it up to my laser’s microstep driver, (6400 steps) I’ll set the field to 1280
What Im going to play with this weekend is try to advance, retract, not just continue to advance so it could work off a stack of cards.