I installed the new 2.0 version. Upon first use, touching the x or y movement button causes the laser to run to the upper right corner in a single move. It hits the limit switch and locks up. I tried resetting, same thing. I deleted Lightburn 2.0 and reloaded the 1.7 version and now the same thing. What is happening and how do I fix it. I am running a Foxalien Vasto.
Remove the laser and add it again. Then all settings in LB will be reset. That’s the first thing to try. Then you might also check the firmware settings, but I don’t think those should have been altered.
Thanks Melvin,
That worked. And after it worked, I tried upgrading again to the 2.0, same issue. There is something wrong in the upgrade. I am back again to the 1.7 and all is well. I have sent the issue in to Lightburn.
Tom
1 Like
Hi @tggustafson @misken,
Yeah there’s a bit of a problem with grbl jogging at the moment, some unwanted clamping. If you have a machine that works in negative machine coordinates (i.e. a CNC that homes top right with a G54 offset for example), it’s gonna be screwing with you.
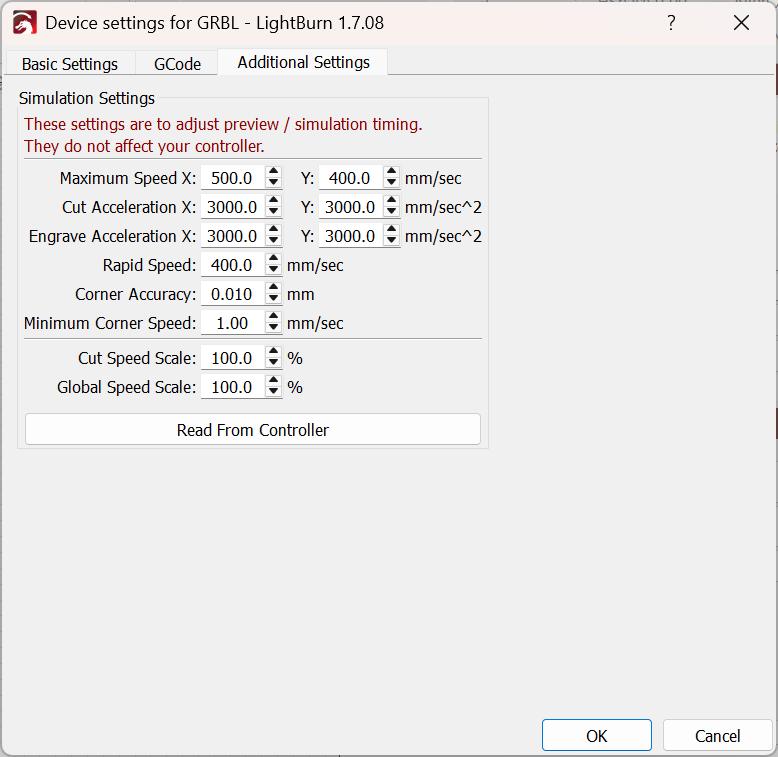
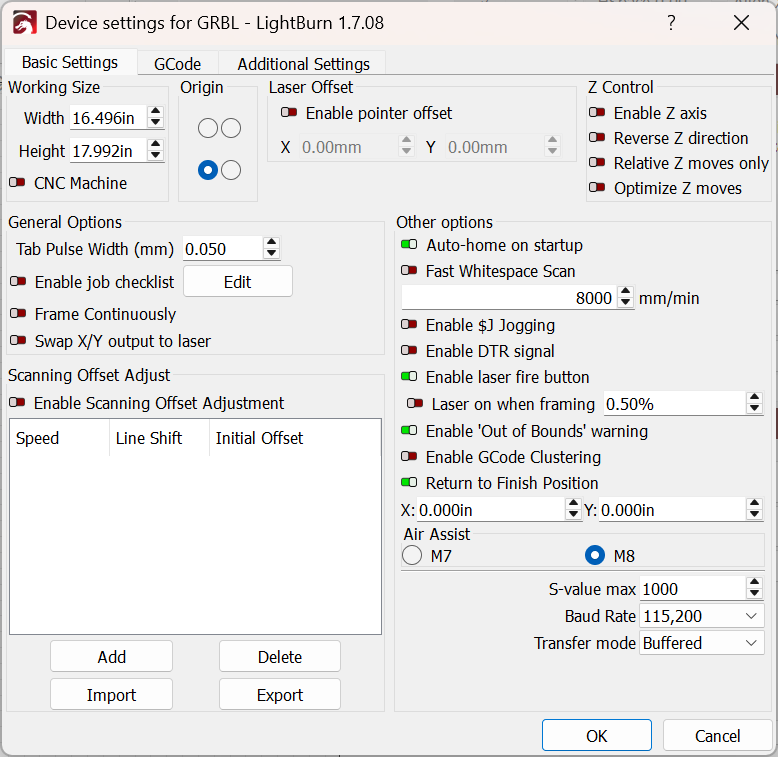
Most of the team is off to LBX at present. Can you share what device settings you’ve configured for your CNC? A screenshot will do.
Thank you. Can you also specify what device you’re using?
And sharing your device profile (file ->bundles->export bundle, select only the device you’re having a problem with) would really help us as well.
Thank you!
I am running a FoxAlien Vasto.
Lightburn export.lbzip (4.8 KB)
GRBL export.lbzip (4.8 KB)
Ok, this is interesting.
Can I ask you to send me the output of $$ in the Gcode console?
And where does the machine home to? Front left or back right?
Thanks
Machine homes in the front left. How do I find the “output of the $$” in the Gcode console?
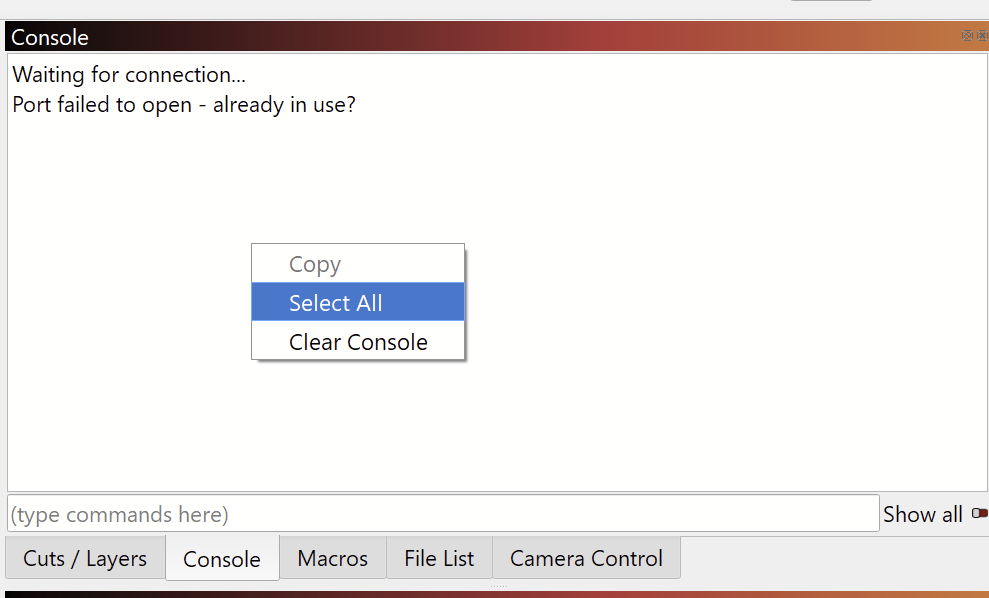
With your device connected, enter $$ in the Console Window
Your laser’s controller will reply with the $-values from the firmware.
Then, right click in the Console Window to “Select All”, copy and paste it in a reply here.
Grbl 1.1h [‘$’ for help]
*** Connecting to jserialcomm://COM3:115200
*** Fetching device status
?
<Alarm|MPos:0.000,0.000,0.000|Bf:15,127|FS:0,0|WCO:-302.424,-51.922,-63.569>
ok
ok
$I
[VER:1.1h.20190825:]
[OPT:V,15,128]
ok
$$
$0 = 10 (Step pulse time, microseconds)
$1 = 255 (Step idle delay, milliseconds)
$2 = 0 (Step pulse invert, mask)
$3 = 0 (Step direction invert, mask)
$4 = 0 (Invert step enable pin, boolean)
$5 = 0 (Invert limit pins, boolean)
$6 = 0 (Invert probe pin, boolean)
$10 = 3 (Status report options, mask)
$11 = 0.010 (Junction deviation, millimeters)
$12 = 0.002 (Arc tolerance, millimeters)
$13 = 0 (Report in inches, boolean)
$20 = 0 (Soft limits enable, boolean)
$21 = 1 (Hard limits enable, boolean)
$22 = 1 (Homing cycle enable, boolean)
$23 = 3 (Homing direction invert, mask)
$24 = 25.000 (Homing locate feed rate, mm/min)
$25 = 500.000 (Homing search seek rate, mm/min)
$26 = 250 (Homing switch debounce delay, milliseconds)
$27 = 3.000 (Homing switch pull-off distance, millimeters)
$30 = 1000 (Maximum spindle speed, RPM)
$31 = 0 (Minimum spindle speed, RPM)
$32 = 1 (Laser-mode enable, boolean)
$100 = 320.000 (X-axis travel resolution, step/mm)
$101 = 320.000 (Y-axis travel resolution, step/mm)
$102 = 800.000 (Z-axis travel resolution, step/mm)
$110 = 1500.000 (X-axis maximum rate, mm/min)
$111 = 1500.000 (Y-axis maximum rate, mm/min)
$112 = 600.000 (Z-axis maximum rate, mm/min)
$120 = 300.000 (X-axis acceleration, mm/sec^2)
$121 = 300.000 (Y-axis acceleration, mm/sec^2)
$122 = 100.000 (Z-axis acceleration, mm/sec^2)
$130 = 419.000 (X-axis maximum travel, millimeters)
$131 = 457.000 (Y-axis maximum travel, millimeters)
$132 = 95.250 (Z-axis maximum travel, millimeters)
ok
$G
[GC:G0 G54 G17 G21 G90 G94 M5 M9 T0 F0 S0]
ok
*** Connected to GRBL 1.1h
$H
ok
$$
$0 = 10 (Step pulse time, microseconds)
$1 = 255 (Step idle delay, milliseconds)
$2 = 0 (Step pulse invert, mask)
$3 = 0 (Step direction invert, mask)
$4 = 0 (Invert step enable pin, boolean)
$5 = 0 (Invert limit pins, boolean)
$6 = 0 (Invert probe pin, boolean)
$10 = 3 (Status report options, mask)
$11 = 0.010 (Junction deviation, millimeters)
$12 = 0.002 (Arc tolerance, millimeters)
$13 = 0 (Report in inches, boolean)
$20 = 0 (Soft limits enable, boolean)
$21 = 1 (Hard limits enable, boolean)
$22 = 1 (Homing cycle enable, boolean)
$23 = 3 (Homing direction invert, mask)
$24 = 25.000 (Homing locate feed rate, mm/min)
$25 = 500.000 (Homing search seek rate, mm/min)
$26 = 250 (Homing switch debounce delay, milliseconds)
$27 = 3.000 (Homing switch pull-off distance, millimeters)
$30 = 1000 (Maximum spindle speed, RPM)
$31 = 0 (Minimum spindle speed, RPM)
$32 = 1 (Laser-mode enable, boolean)
$100 = 320.000 (X-axis travel resolution, step/mm)
$101 = 320.000 (Y-axis travel resolution, step/mm)
$102 = 800.000 (Z-axis travel resolution, step/mm)
$110 = 1500.000 (X-axis maximum rate, mm/min)
$111 = 1500.000 (Y-axis maximum rate, mm/min)
$112 = 600.000 (Z-axis maximum rate, mm/min)
$120 = 300.000 (X-axis acceleration, mm/sec^2)
$121 = 300.000 (Y-axis acceleration, mm/sec^2)
$122 = 100.000 (Z-axis acceleration, mm/sec^2)
$130 = 419.000 (X-axis maximum travel, millimeters)
$131 = 457.000 (Y-axis maximum travel, millimeters)
$132 = 95.250 (Z-axis maximum travel, millimeters)
ok
I just upgraded to the 2.0.0.2. I start the program, the laser homes and then when I try to move in the x or y direction, the laser moves diagonally up and right and crashes into the limit switches. What is wrong?
This topic was automatically closed 30 days after the last reply. New replies are no longer allowed.