Because the drivers run in current-control mode, the winding current starts at whatever it was when the connector opens up. What does change, dramatically, is the winding voltage, which gets pushed skyward by the growing arc across the connector pins. Because
Ruida controllers use an undocumented binary command format, so you can’t hand them a snippet of G-Code.
You could add a simple switch to disconnect the stepper driver’s enable signal to disable the output, but remembering that might be even more difficult than doing the config file dance.
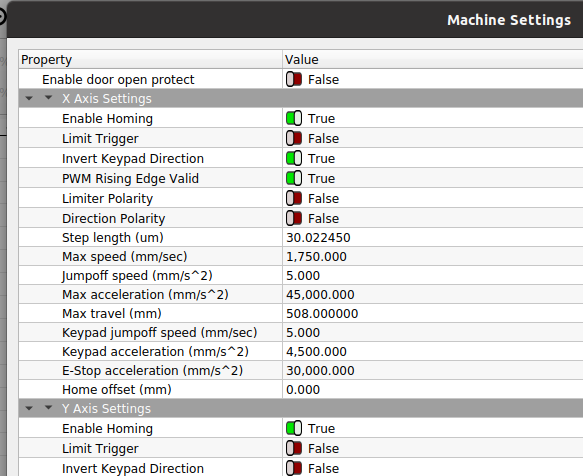
This surely depends on the specific controller, but on mine it’s the first entry in the axis settings:
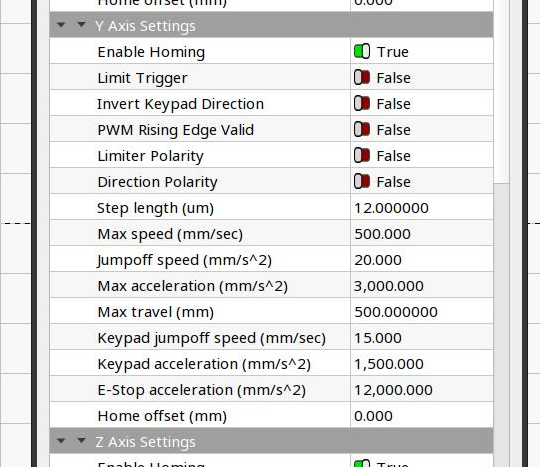
Shut that off and the Y axis does not home when the controller starts up again.
Now, to be fair, my config also has homing enabled for the U axis (which controls the platform motor for focusing) and that axis does not home at startup. Apparently, the word Enable does not always mean what I think it means. 
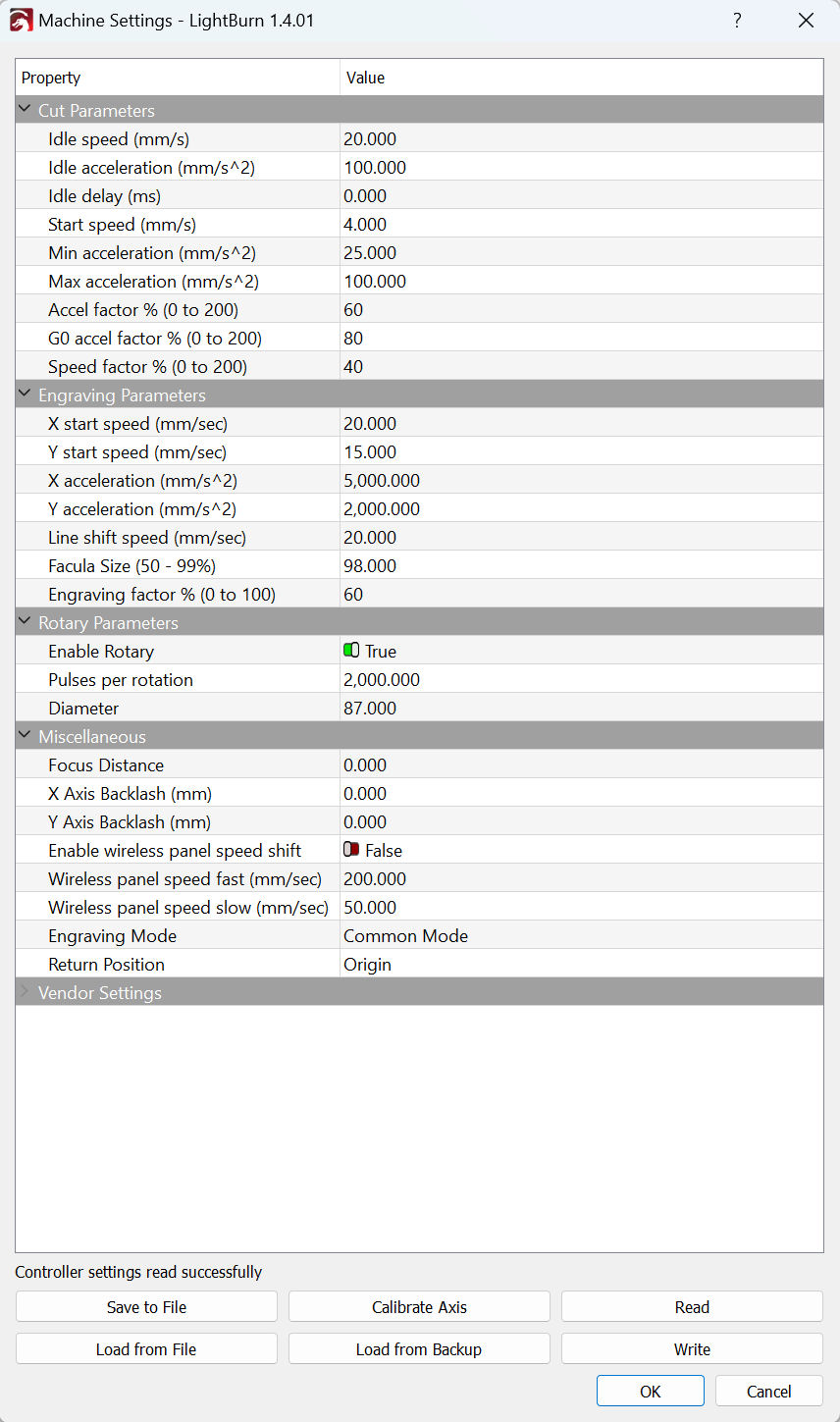
Terminology check: LightBurn loads from a config file, but reads from the controller. Similarly, it saves the config file, but writes to the controller.
With that in mind, some controller settings (not identified anywhere) require a power cycle to take effect, as the firmware apparently computes secondary values during startup and then never touches them again, even after you change the primary settings. IIRC, I ran headlong into this while fiddling with focus offsets.
Remember that you’re doing a lot of other stuff in addition to “just” twiddling the machine configuration, so pinning all your hopes on one step of the process may be leading you astray.
So far, we haven’t eliminated the impossible, so nearly anything could be the cause.