I’m encountering a problem with my laser cutter when making box joints. Specifically, the laser tends to round off the corners when cutting 90-degree angles. Instead of producing clean, sharp right angles, the laser cuts a slight arc or curve at the corner, making the joint misaligned.
Interestingly, this issue only seems to happen in the Y-direction. The X-direction corners are fine, but any right-angle cuts involving the Y-axis end up with this rounding effect. This problem is especially troublesome when building boxes where the corners need to fit together perfectly.
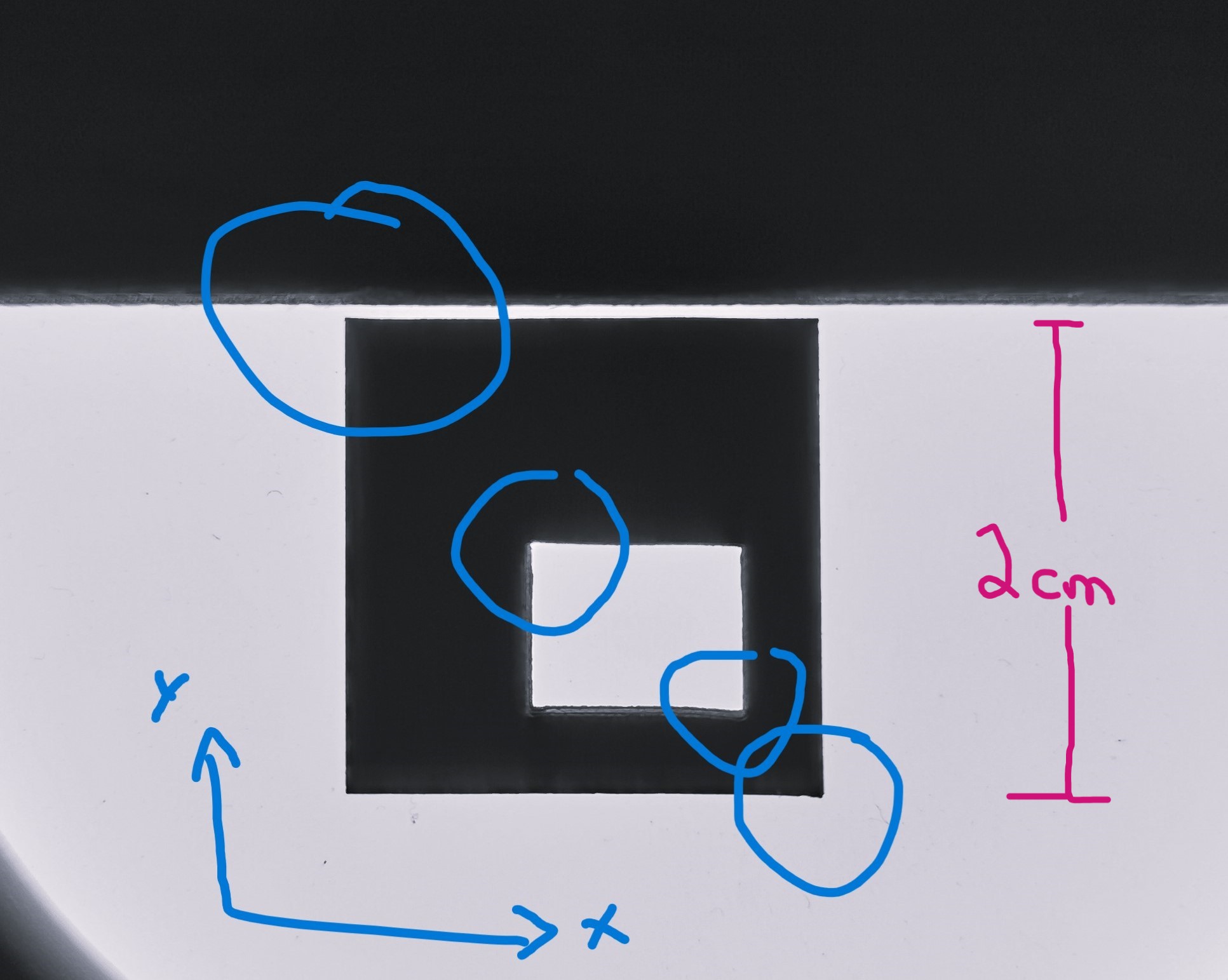
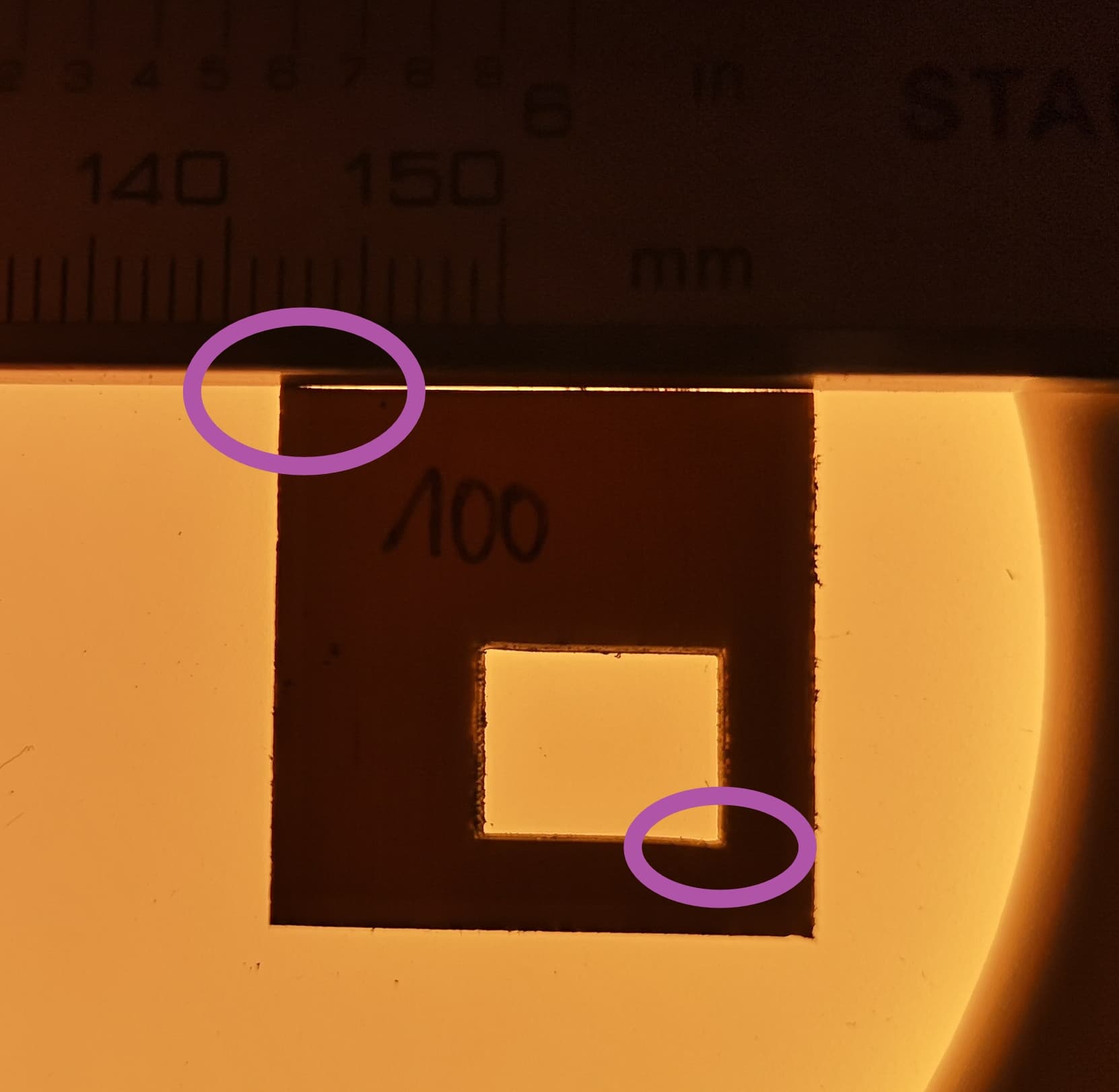
This is a test box where you can see that it is only in the diagonal corners, where the y axis deaccelerate and then do the move on the x axis. (laser moving clockwise). Speed set to 1000mm/min.
Has anyone else experienced this kind of issue or knows why this might be happening? I’m wondering if it’s related to the acceleration settings or something mechanical, but I’m not entirely sure where to start troubleshooting.
I am using a Creality Falcon 2 (22W)
What I already checked:
tension of the belts and they look good
changing the the acceleration from 1000 mm/s² to 500, 200 and 2000 mm/s²
changed Kerf settings
activate constant power (normally I use dynamic power)
Any advice or solutions would be greatly appreciated!
Just to see if it is mechanical, try a small image at 50, 100, 150 mm/min and see if the problem persists, if it does it might be your Y motor or gear sprocket. Changing directions at speed brings backlash to the forefront as you are impacting inertia. Just a thought
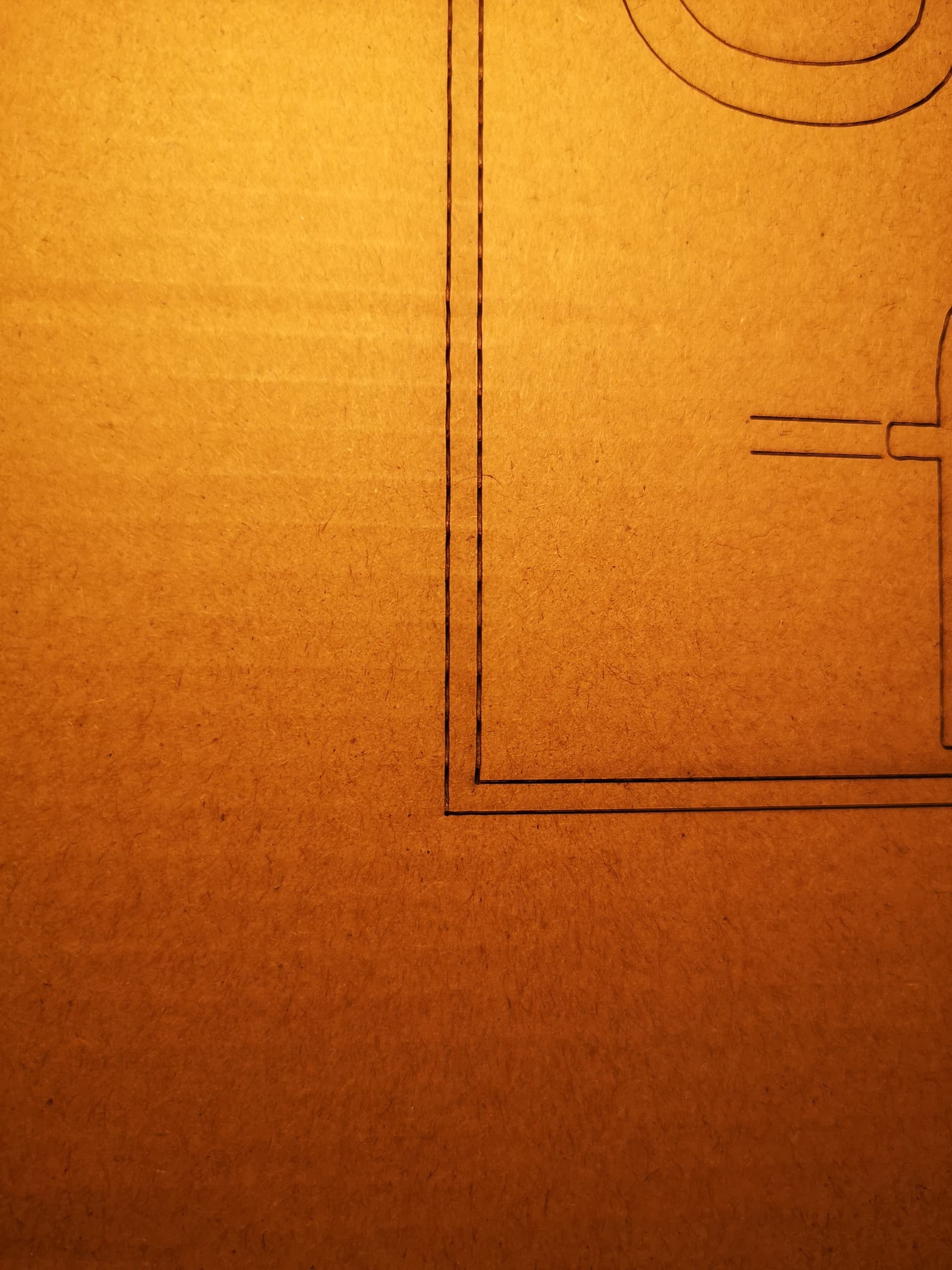
Scale this test pattern to fit the platform and run it as fast as it will go in Line mode with optimizations turned off and power set to mark cardboard:
Well it is still definitely rounded for sure, not knowing your machine and not being an expert the next thing I’d try, depending on difficulty would be to switch the X and Y axis and see if the issue changes, if it switches direction then I’d suspect the stepper motor. Probably to big a pain to switch the motors and most of us don’t have spare motors sitting around. I’ll defer further suggestions to the experts on this board.
In the bottom left corner the curve is the same as in my actual wood cut.
Is there a description of this test ground board where common abnormailities are described?
Not that I know of. The intent is to have a test pattern to stimulate the hardware in a repeatable way, so you can verify whatever change you make: if the pattern improves, the change helped.
Your machine looks good. What was the speed setting?
Upload the *lbrn2 file for your test squares so we can poke into the settings.
You shouldn’t do that, because it will force the GRBL path planner to stop the laser where two vectors meet, rather than follow a smooth path around the junction, which will cause problems with burn quality. Reset those to their default values; the problem is elsewhere.
That’s certainly fast enough to shake things loose, so having the test look good means the problem lies elsewhere.
The cuts around those squares make two passes, so perhaps this comes from irregularities in the wood affecting the first pass, which gently deflects the beam during the second pass.
If the grain runs parallel to the wave direction (left-to-right in the pictures), try rotating the wood to see if the problem follows the grain, rather than the machine.
If that’s plywood, the parallel grain can be on the inner layer(s) where you can’t see it, but rotating the wood should change the result.