Do you mean the preview in LightBurn? Or do you mean the low-resolution LCD display on your controller? The controller screen is not a great indication of what the job will look like.
The position on the machine is mostly irrelevant, unless it’s extremely close to one of the four corners, in which case you might expect to see a little less wobble, but then it would only be if the belts were tight and the gantry itself was wobbling. If your issue is belt tension, then it doesn’t matter when on the laser it’s run - it only matters what order things progress.
Every time your laser takes a sharp corner, the inertia of the gantry will cause vibration. The larger / heavier the machine is, the more inertia it’ll have, and the slower it’ll need to decelerate / accelerate to avoid artifacts. That, or it needs to be overbuilt and very rigid.
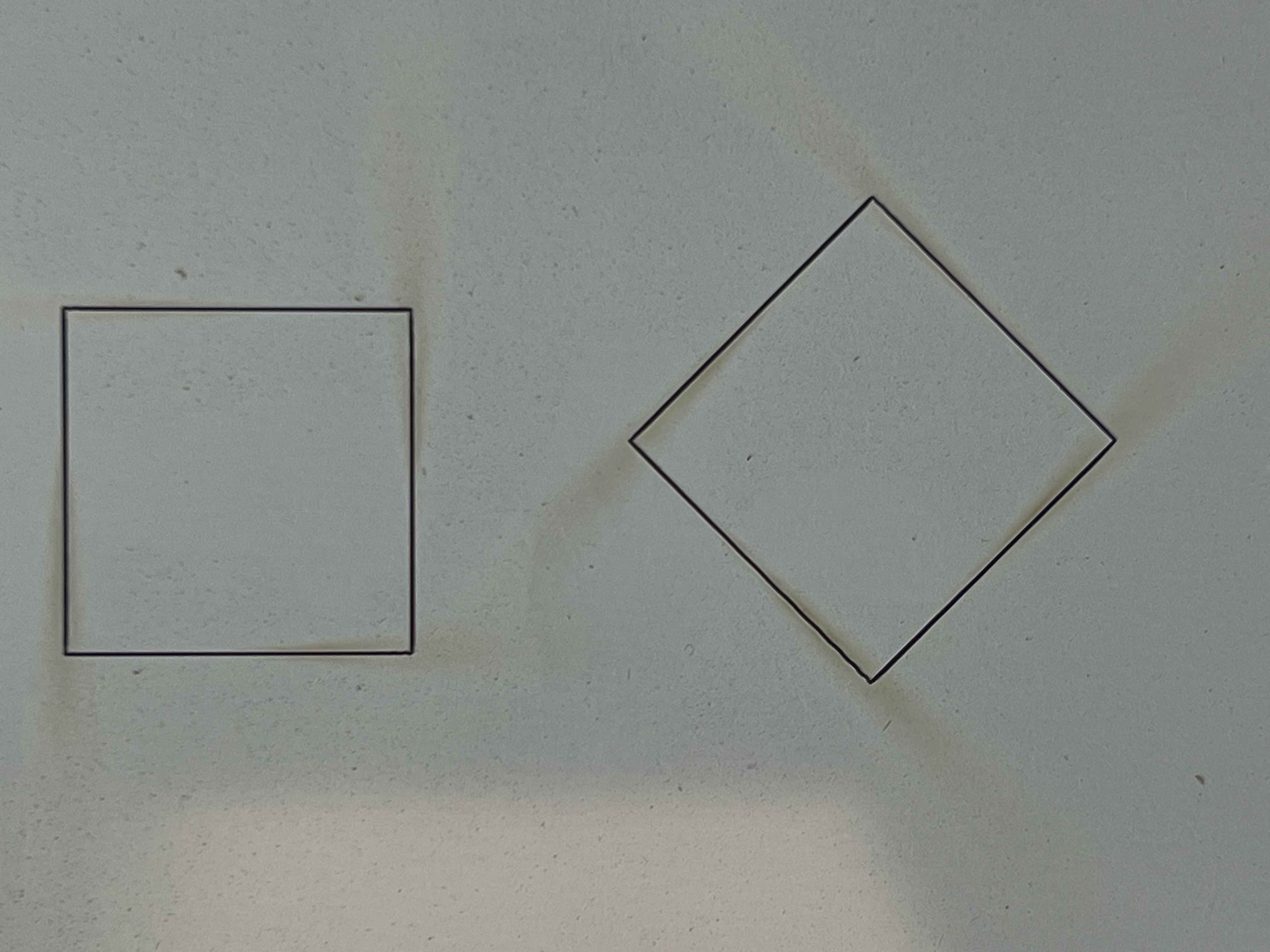
Oh yeah, what I meant about position is I seem to be getting exact duplicates of how the lines are waves down to every detail no matter where it is on the table, which I would think if it’s a mechanical issue would be a little more random across the table, but maybe I’m wrong
Definitely seems like an inertia thing, getting it a lot more on diagonal lines and after direction changes, especially like circles, reason I was thinking it may be not something mechanical is the lines on the screen seemed to match pretty closely if not exactly how they were coming out wrong on the machine. Hoping it’s just a simple fix of tightening the belts or something? Or maybe there’s something else to it.
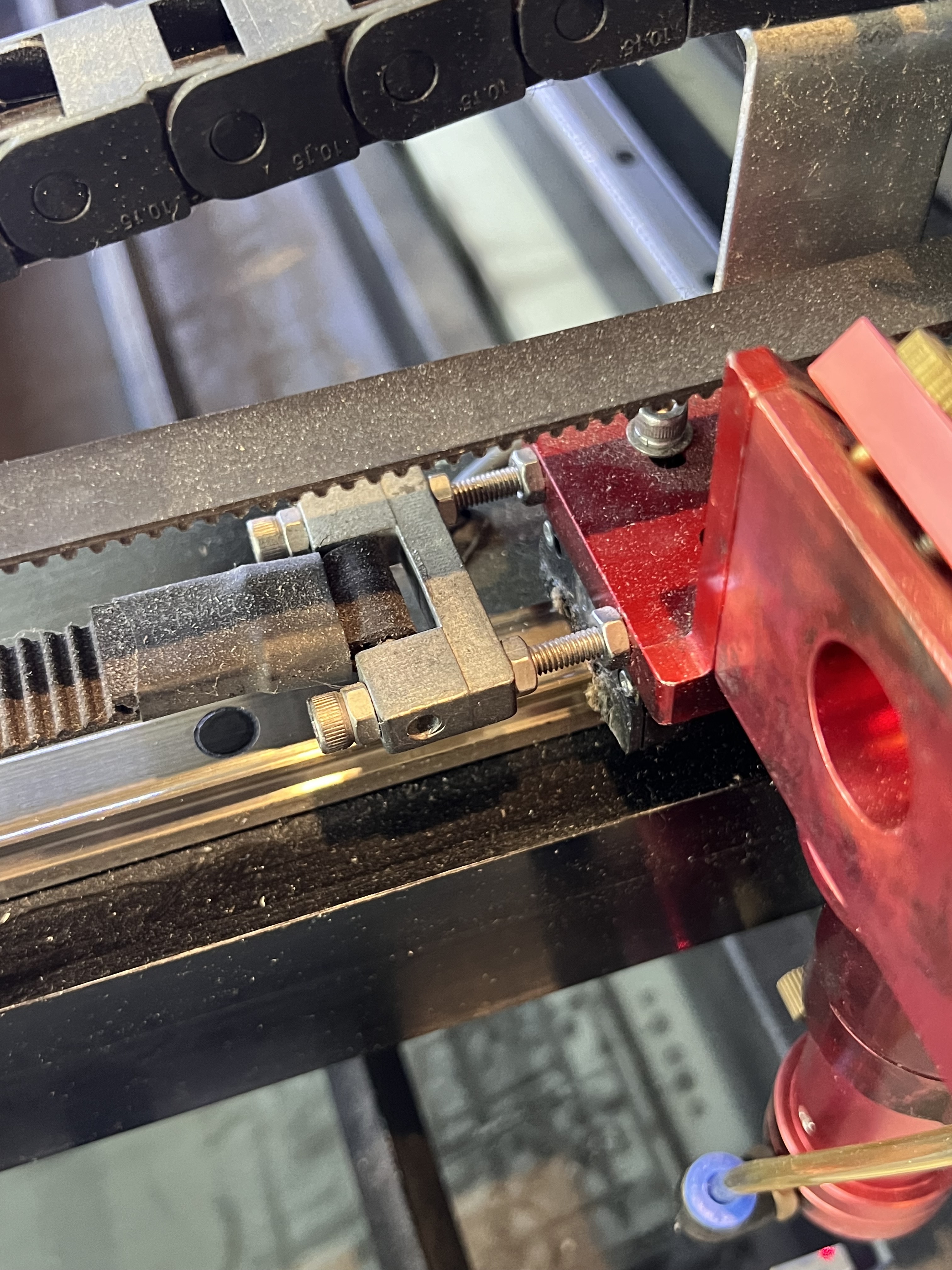
Yes, but that’s not exhaustive. Folks have found loose laser heads, unsecured pulley blocks, missing screws here & there, and generally sloppy mechanical design.
At the lowest level, the mass of the gantry can stress the machinery enough to move it juuuust enough to be visible if you’re really fussy.
All those errors are on the order of 0.2 mm, irrelevant unless you’re paying close attention, and AFAICT about as good as you can get with a big CO₂ laser.
try to increase the microstep. I had a similar problem with a new machine setup (build diy). I’ve solved increase at 1/16 (or 1/32 - I don’t remember) the microstep on motor driver.
Tightening belts seemed to help a lot so hopefully that tit the trick at least mostly. Doing some pretty fine line work on some things, but at least for regular fill engrave with tiny letters, that operates a completely different way so this should be mostly a non-issue for that
The overscan region lets the machinery stabilize before the head enters the area with the letters, so there shouldn’t be any wobbles.
If the gantry needs more time = distance to stabilize than normal overscan provides, add thin lines beyond the material you’ll be using. They’ll increase the job time, but when quality is the important metric, that’ll help.