We are currently building a laser that needs a double drive for the Y-axis (portal).
As it is over 2500mm wide. We have 1 stepper motor and 1 spindle per side.
Our problem at the moment is, and I can’t find a solution, so I’m asking here, maybe someone has already implemented this.
Connecting the output stages in parallel to the Ruida is no problem, the motors move simultaneously.
But we would like to use a separate reference switch for each motor.
So if a motor has step losses and the portal is no longer at an angle, each motor should rotate during the reference run until each side recognizes its own reference switch. Then the portal would be at an angle again. Unfortunately, I can only connect one reference switch to the Ruida and I only have one output for the stepper motor for the individual axes.
Perhaps someone has an idea or a tip for another controller with which this could be implemented.
I suppose you could run two micro switches in series so they both have to be closed? However it should not be possible to skew your Y axis like this if you have mounted everything correctly. It is common to run a coupling rod between both Y axis spindles.
I would suggest you get the mounting right mechanically, rather than looking for an electronic solution to keeping the gantry at right angles to the rails.
yes okay, but then you don’t have 2 motors for the Y-axis.
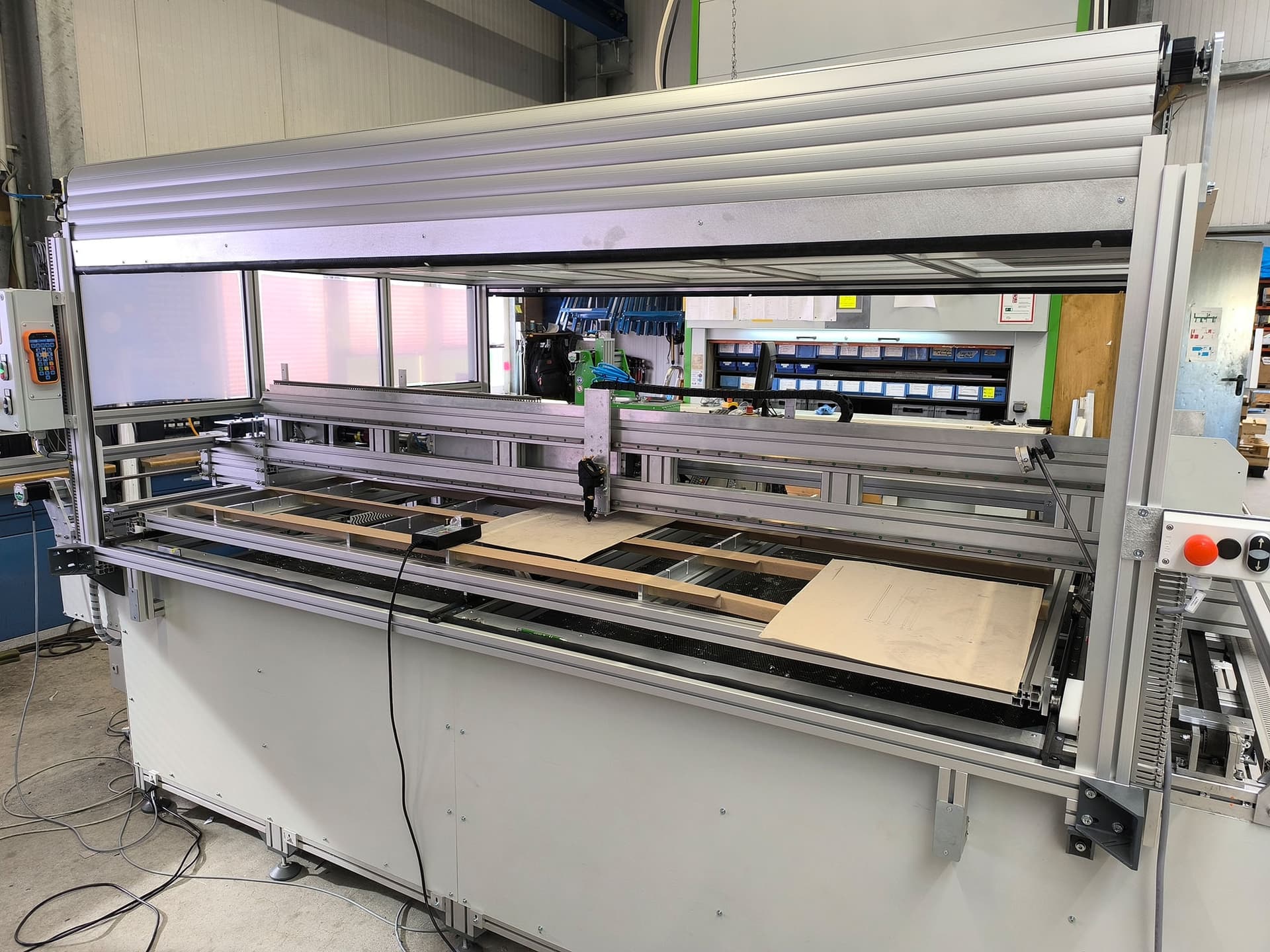
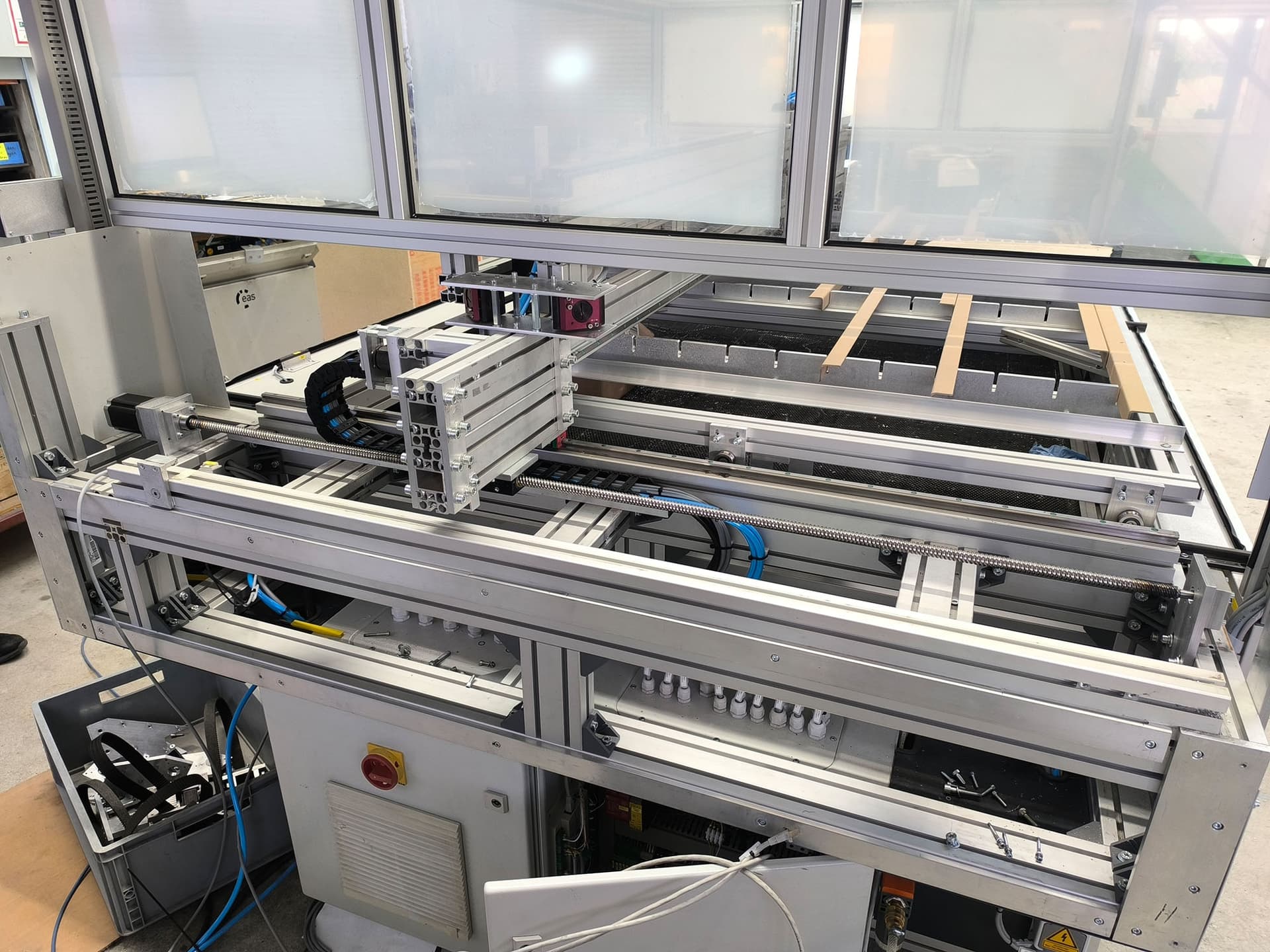
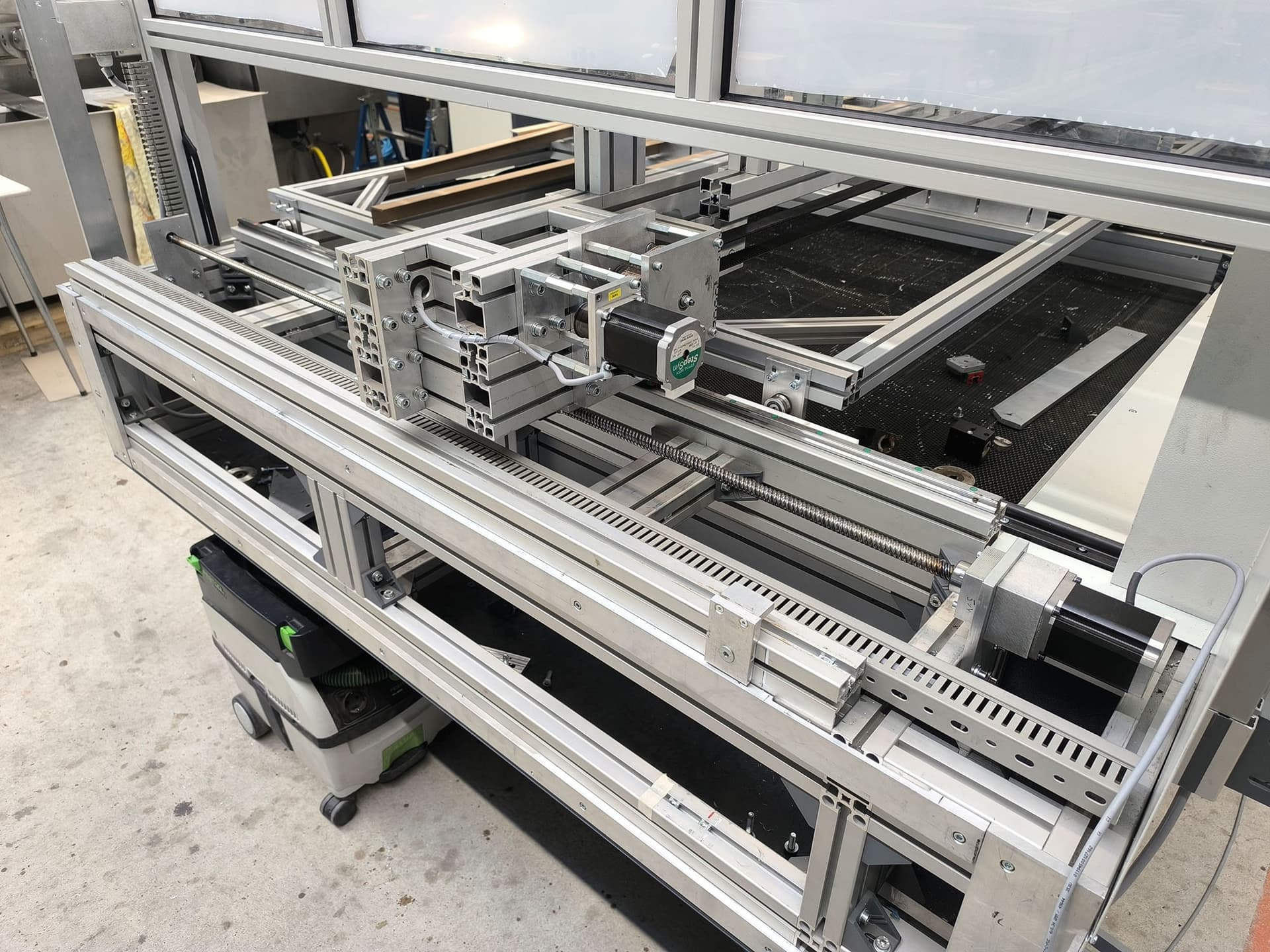
Due to our heavy gantry, we have to use 2 drives. A few pictures of what we are currently building.
Two switches in series will not work. Motor A will still be powered until Switch B closes.
@Dominic is exactly correct saying you should have a cross shaft coupling the two. The belt drive table top machines get away with the 2-motor setup because they are small.
In your case, I would still use 2 motors due to torsional twist of the cross shaft. Make sure the gantry is square to the frame. Then power up the motors so they seek a step. THEN tighten the coupling on the cross shaft. This will insure one motor is not out of sync with the other.
You are in the design phase. Build it right or pay later.
I call these home switches, so you know what I’m talking about. If other than reference for home, please advise.
The Ruida is a standard gantry controller. It’s controls everything that is needed with a gantry system.
Assume for a moment, the stepper does lose a step? How would you know it lost a step?
There is no input to the Ruida, except limits, door protect and chiller inputs to stop the Ruida. It takes manual operator intervention to restart it again.
So it boils down to how would you detect it, then how would you correct it?
I have to agree with @Dominic that you should build a suitable mechanical gantry that would eliminate the issue.
Seems to me this goes back to the design stage. Using two motors and requiring control of each.
I know of no controller that can do this, doesn’t mean it doesn’t exist. I know Ruida makes a ton of different controllers.
I think you built yourself into a corner – so to speak.
LinuxCNC distinguishes “axes” from “joints”, with the ganktrykins kinematics module handling the ability to drive two motors to their separate home switches before enabling the axis for unified motion:
Some GRBL forks can handle dual-motor axes with separate homing:
Both require separate control signals (commonly Step and Dir) and separate drivers for each motor, so they can be moved independently. Obviously, each side will require a separate home switch positioned to make the gantry square.
If the machine has two motors driving the Y axis, then it must have a controller capable of separate-but-coordinated homing to prevent racking the gantry. I don’t know of any laser-specific controllers with that ability, but I admit to knowing little about the odd corners of the field and the available manuals have nothing to say on the subject.
Given that the machine looks very rigid, even a small offset between the two sides will cause problems, from non-square “square” designs to jamming the gantry firmly in place. Ignoring racking will definitely cause trouble, so getting it right from the start will save you plenty of headaches.
We have been a manufacturer of portal milling machines in the medium price range for 25 years.
Anyone who would like to take a look can do so under https://easgmbh.de/
Unfortunately the website is only available in German.
Over the years we have also developed several of our own CNC controllers with a programmer.
Unfortunately, our CNC controller cannot laser control, so we have to switch to other manufacturers.
With our controller we can control double drives without any problems.
All inputs and outputs can be assigned individually, so it is no problem to determine a second switch for another axis.
We were hoping that there would be a controller that could do that.
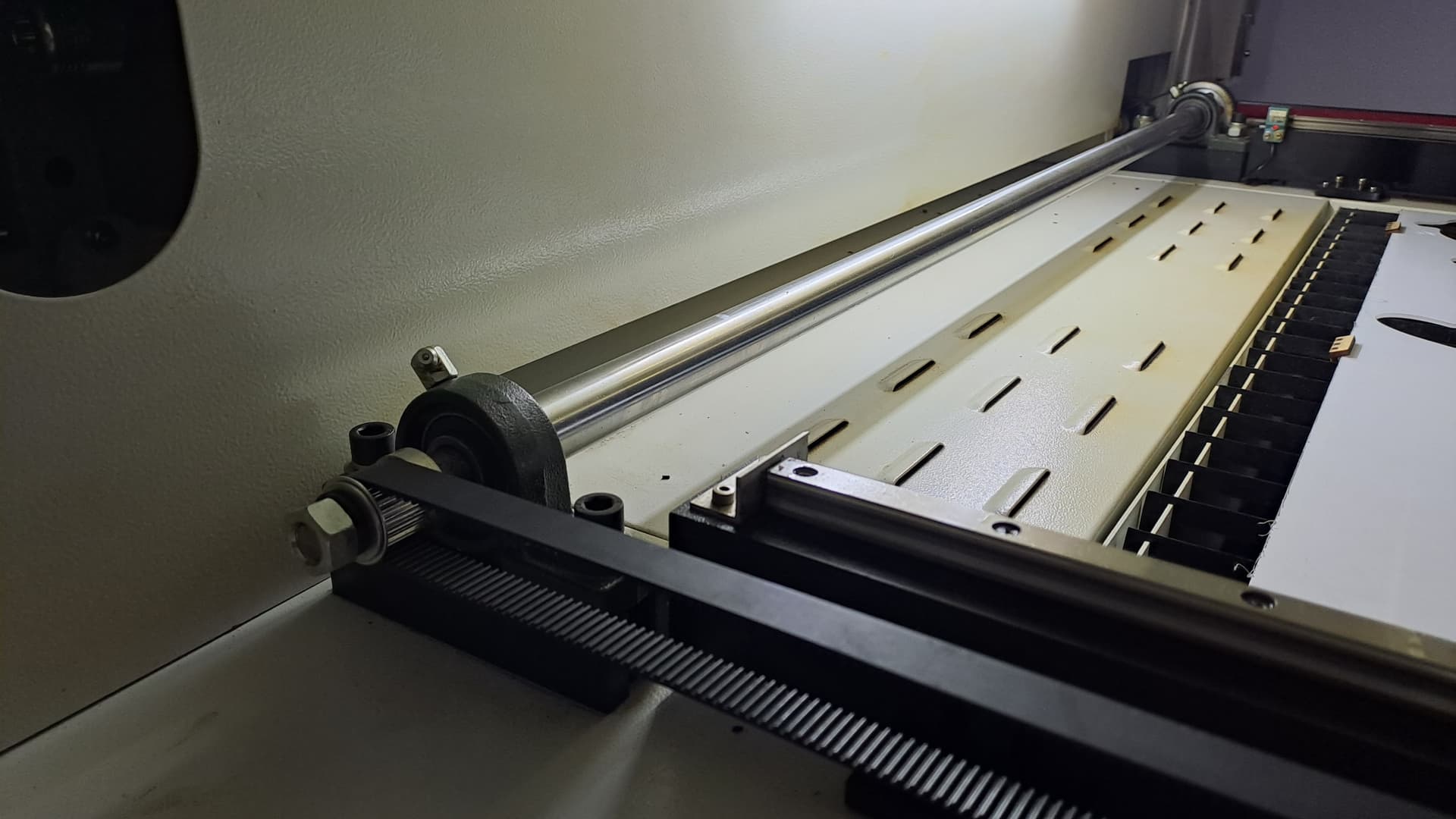
We first had a motor with a timing belt drive, from one side to the other with a wave.
But there was the problem that the very heavy portal through the coherent source always swung when changing direction and the long straps also caused vibrations. Even if they were very tightly tensioned and supported by additional rollers.
We then decided to remove the belt drive and replace it with the two spindle drives.
We were able to significantly reduce the vibration and swinging by using the additional spindle with the ball nuts.
In principle, this also works in parallel operation on the Ruida, as long as there are no step losses, e.g. when accelerating too hard.
Call the programmer back. The only difference between the Mill and Laser is that power to the laser is turned off during rapid (G00) moves. Maybe pair the M05 with the G00 in the output. Obviously, this is not practical with a spindle motor.
I wonder if you could use grblHAL or FluidNC to home and auto square the machine, and with the motors still enabled, digitally switch the driver control over to the Ruida?
Then home again with Ruida - mainly so the soft limits still get set - but also if you moved the home switches so they were exactly parallel (rather than using different pull off distances to square up) - even though the Ruida would only use one switch - you could still check for timing drift between both Y axis switches, just in case the signal switching itself caused a few spurious steps.
Thanks again for your help and many suggestions.
We’ve rebuilt and reinforced the gantry quite a bit.
We’ve switched to two spindles with a pitch of 5.
The laser has been in production at the customer’s for 2 weeks, and they’re very satisfied.
The customer really wanted to work with Lightburn, Ruida has a controller
RDC6555G which has Y1 and Y2 and therefore also 2 inputs for reference switches.
We built 2 stops near the reference point so that the customer can align the gantry precisely again if something does happen. He agreed to this.
It’s not nice, we would have liked to have done it differently, but in this case there was no other way.

{kind=link}